斜楔模设计-1讲解
- 格式:ppt
- 大小:5.05 MB
- 文档页数:13

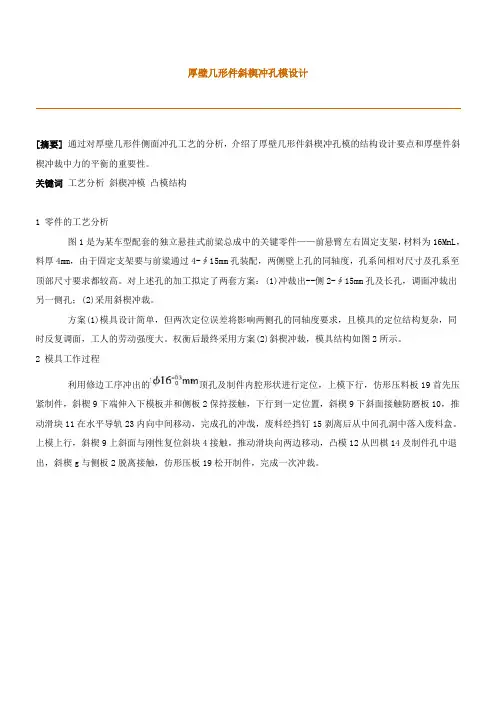
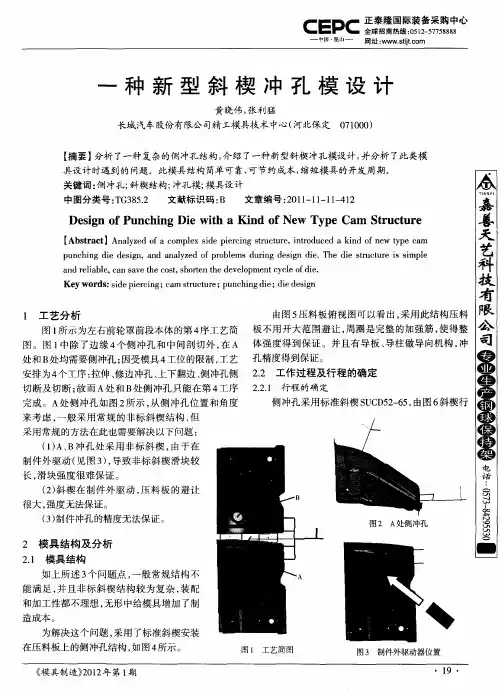
厚壁几形件斜楔冲孔模设计[摘要] 通过对厚壁几形件侧面冲孔工艺的分析,介绍了厚壁几形件斜楔冲孔模的结构设计要点和厚壁件斜楔冲裁中力的平衡的重要性。
关键词工艺分析斜楔冲模凸模结构1 零件的工艺分析图1是为某车型配套的独立悬挂式前粱总成中的关键零件——前悬臂左右固定支架,材料为16MnL,料厚4mm,由于固定支架要与前粱通过4-∮15mm孔装配,两侧壁上孔的同轴度,孔系间相对尺寸及孔系至顶部尺寸要求都较高。
对上述孔的加工拟定了两套方案:(1)冲裁出--侧2-∮15mm孔及长孔,调面冲裁出另一侧孔;(2)采用斜楔冲裁。
方案(1)模具设计简单,但两次定位误差将影响两侧孔的同轴度要求,且模具的定位结构复杂,同时反复调面,工人的劳动强度大。
权衡后最终采用方案(2)斜楔冲裁,模具结构如图2所示。
2 模具工作过程利用修边工序冲出的顶孔及制件内腔形状进行定位,上模下行,仿形压料板19首先压紧制件,斜楔9下端伸入下模板并和侧板2保持接触,下行到一定位置,斜楔9下斜面接触防磨板10,推动滑块11在水平导轨23内向中间移动,完成孔的冲哉,废料经挡钉15剥离后从中间孔洞中落入废料盒。
上模上行,斜楔9上斜面与刚性复位斜块4接触,推动滑块向两边移动,凸模12从凹棋14及制件孔中退出,斜楔g与侧板2脱离接触,仿形压板19松开制件,完成一次冲裁。
3 模具结构设计由于是厚壁冲裁,平衡各种力量并使模具满足强度要求就显得尤为重要。
在本例中,每侧孔的总冲裁力根据算得约为73000kN,忽略接触面间摩擦力,滑块受力如图3所示,显然斜楔要受到Fx的反作用力,为此上模板加工出止口结构,侧板与斜楔保持接触,这样,斜楔上受到的反作用力传递给上、下模板,因为是对称冲裁,最终作为模具的内力得以平衡。
两侧凸模冲裁时不可能绝对同步,在这种情况下凹模座的受力也将不再平衡,出于这种考虑,凹模座22与下模板1也采用止口连接的方式。
回程时,当斜楔9与刚性复位斜块4接触时,卸料力要通过复位斜块4传递给斜楔,水平分力,将对斜楔9产生一转动力矩,造成斜楔9与上模板8间紧固螺钉失效。
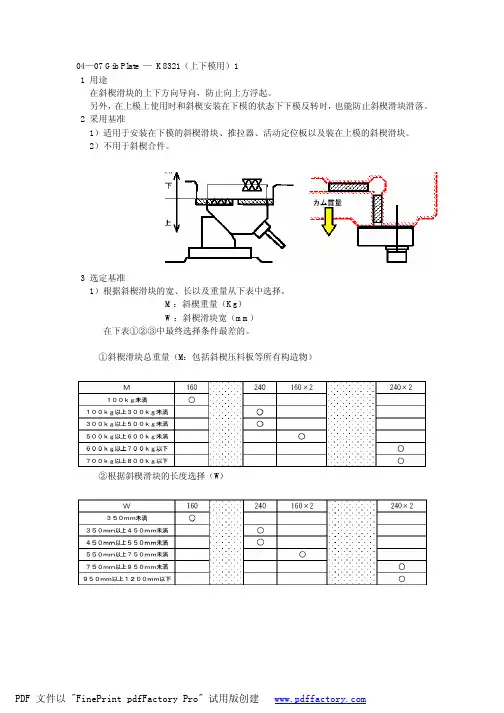
1 用途在斜楔滑块的上下方向导向,防止向上方浮起。
另外,在上模上使用时和斜楔安装在下模的状态下下模反转时,也能防止斜楔滑块滑落。
2 采用基准1)适用于安装在下模的斜楔滑块、推拉器、活动定位板以及装在上模的斜楔滑块。
2)不用于斜楔合件。
3 选定基准1)根据斜楔滑块的宽、长以及重量从下表中选择。
M:斜楔重量(Kg)W:斜楔滑块宽(mm)在下表①②③中最终选择条件最差的。
①斜楔滑块总重量(M:包括斜楔压料板等所有构造物)②根据斜楔滑块的长度选择(W)5 设计上的注意点1)斜楔滑块悬空,盖住Gib Plate的上面时,要确保加工界限及装螺钉、卸螺钉时使用的六角扳手的进入空间。
2)由于要测量高度,斜楔导板的边设计成加工面。
3)装Gib Plate的后方结构要考虑强度。
4)Gib Plate的长和侧面的长不需要统一。
侧面的滑块面的长度L的决定方法参照[侧面滑块的结构]。
关于分离式CAM Driver和Holder的安装方法,考虑定位性、成形时的侧向力,基准如下所示。
1 设定基准注1)材料强度系数:制件料厚(mm)×抗拉强度(Mpa)2 靠背形状1)一般Driver在CAM Driver的法线方向设定安装面。
CAM角度θ较大无法在法线方向设置安装面时,设定靠背。
2)Dowelling Driver在受力的高度上设定Dowelling面。
3 Driver下方筋的设定CAM Drive下方要设筋。
无法设置筋设计成废料洞结构时,要计算强度(NPS斜楔模:参照07—08)08—02与制件间的间隙1 COLLAPSE行程的决定方法COLLAPSE退避时的制件最大负角A和PUNCH的外形B的间隙为MIN10。
※结构上无法成立时MIN5。
参照下图。
2 固定PUNCH与制件的间隙固定PUNCH与制件的间隙MIN10。
※结构上无法成立时MIN5。
参照下图。
例1)B/S OTR的A支柱、ROOF例2)FDR FR的A支柱09—09 CAM PAD28)CAM PAD的MIN行程即使满足成形压力,行程只有5mm时,冲头可能突出压料板型面,因此基本上MIN行程设定10mm。
摘要由于近几年市场需求的强大拉动,模具工业高速发展,市场广阔,产销两旺。
用模具生产所表现出来的高精度、高复杂程度、高一致性、高生产率和低消耗,是其它加工方法所不能比拟的。
随着消费结构和产业结构的加快升级,必将对先进模具制造技术和先进生产装备提出更高的要求。
本次毕业设计就是在Pro ENGINEER平台上对斜楔式侧向冲孔模具设计及动画模拟。
在设计过程中,通过了解和掌握冲压模具材料及斜楔式冲孔模具设计的有关知识,主要完成了模具的工作零件、定位零件、导向零件和装配零件的设计,并利用Pro ENGINEER软件和3ds-max软件进行三维造型及工作过程的动画设计。
通过本次设计,不仅掌握了冲压模具的基本设计过程和设计要领,并了解了冲压模具的成型原理,以及Pro ENGINEER和3ds-max软件的实体建模、装配建模、制图基础、工作过程动画设计等各个环节的基本操作规则及运用方法,从而可以利用软件Pro ENGINEER或其它三维设计软件完成模具的整体设计。
关键词:冲压模具;斜楔;动画;Pro ENGINEER;3Ds-maxAbstractRecent years due to the strong market demand pull Die rapid industrial development, a vast market and sales have been good.Mold demonstrated by the production of high-precision, high complexity, high consistency, high productivity and low consumption is other processing methods couldn’t be compared. With the consumption structure and accelerate the upgrading of the industrial structure. It is bound to die of advanced manufacturing technology and advanced production equipment and higher requirements.The graduation is the design platform Pro-ENGINEER right-lateral Wedge punching die design and animation demo. In the design process, through understanding and stamping die material and Wedge punch die design of the knowledge, completed the major work of the mold components, positioning components, parts and assembly-oriented parts of the design, and the use of Pro-ENGINEER software and 3ds-max software for 3D modeling and animation process design.During this design, not only has grasped the ramming mold basic design process and design point, and understanding of the forming die principle, PRO-ENGINEER and 3ds-max software entity modeling, assembly modeling, mapping basis, animation design process, and other aspects of basic operating rules and use methods so can use software or other Pro ENGINEER 3D design software to complete the overall design of mold.Keywords :Stamping die; Wedge; Animation;Pro ENGINEE; 3Ds-max第一章绪论1.1 概述在现代机械制造业中,模具工业已成为国民经济中一个非常重要的行业。
C01、C02、C036-1 斜楔的种类一般斜楔(1)水平斜楔水平斜楔是最基本的斜楔形式,是将产品件倾斜放置垂直方向加工的生产方式。
(与将产品悬挂加工方式比较,产品的稳定性、作业性好。
但由于构造复杂,模具成本高。
翻边等情况时,需认真考虑制件的取出问题)。
活动定位块(2)倾斜斜楔水平斜楔模不能加工时采用。
(3)吊楔加工方向倾斜较大,用倾斜斜楔模不能加工时采用。
作业性好,且适合多工位转换加工,刃口难以研合,故不适应修边加工。
6-1 斜楔的种类一般斜楔(4)子母斜楔(5)制件取出不能使用活动定位块、顶出机构时,让凸模移动,实现制件取出的形式。
要注意凸模的强度、动作的顺序及制件定位等问题。
(6)逆向倾斜斜楔一般情况下不使用,工序设计时不可避免逆向倾斜加工情况下使用,滑动面正压力较大。
(7)腔处?斜楔修边线平面翻边斜楔模翻边例:斜楔模修边在转角部位修边,有垂直方向和水平方向同时加工的内容时使用,(一般情况下不使用)6-1 斜楔的种类特殊斜楔模(1)浮动式斜楔(顶出器内藏式斜楔)连续自动模具、级进模等构件不能自由倾斜时,在斜面下或在斜面上冲孔时使用。
因刃口研合困难,难以保证精度,一般不使用。
(2)连杆式斜楔在有局部翻边、翻孔加工的模具等,即使让凸模浮动也不能加工时使用。
(3)挠性斜楔(斜楔模式)#加速度斜楔角度大时(30°以上)为了防止噪音,在初始阶段先让滚论接触。
时序为行程量的1/3。
力与行程的关系式从滑块施加的垂直方向的力P与斜楔滑块沿滑动方向所受的力F、以及行程有如下关系。
(不考虑滑动面上的摩擦力)(1)水平斜楔F= P/tanθ, S=L×tanθθ=30°时F=1.73×P, S=0.58×Lθ=40°时F=1.19×P, S=0.84×Lθ:斜楔角度S:斜楔滑块行程L:斜楔驱动块行程(2)倾斜斜楔F=cos(θ1-θ2)/sinθ1×PS= sinθ1/ cos(θ1-θ2)×Lθ1:斜楔角度θ2:斜楔倾斜角度(3)逆向倾斜斜楔F=cos(θ1+θ2)/sinθ1×P θ1:斜楔角度S= sinθ1/ cos(θ1+θ2)×L θ2:斜楔倾斜角度各种斜楔模滑块的力的求法一般斜楔θ=30° P=0.5774×FQ=1.156×FV=0.5774×F+Fθ=40° P=0.8391×FQ=1.308×FV=0.8391×F+F0 逆向倾斜斜楔θ1=30°θ2=10°P=0.653×FQ=1.305×FV=0.8391×F+ F0倾斜斜楔θ1=50°θ2=10°P=1.0×FQ=1.308×FV=0.8391×F+F吊楔θ=40°P=1.308×FQ=0.8391×FV=1.308×F+0.6428×F0倾斜吊楔θ1=40°θ2=10°P=1.138×FQ=0.5774×FV=1.156×F+0.5×F6-2 力与行程的关系式在导板面上作用力力计算式(1)水平斜楔模Q:导板面上所受压力V:F:加工所需力(加工力×15+返程弹力+斜楔滑块重量)安全系数Q=F×1/cosθV=F×tanθ(2)倾斜斜楔Q=F×1/cos(θ1-θ2)V=F×tan(θ1-θ2)(3)逆向倾斜斜楔Q=F×1/cos(θ1+θ2)V=F×tan(θ1+θ2)单位面积上所受的力SOF----100kg/cm2 SOW----200kg/cm2斜楔行程图的画法(1)应表达内容1)斜楔模滑块行程:S2)斜楔驱动块行程:L3)斜楔作业行程:W4)斜楔压料板行程:C5)斜楔角度:θ6)上顶出器动作开始点:P7)上下模导向啮合点:G(2)制图范例1)水平斜楔斜楔模行程线图2)倾斜斜楔L=S×cos(θ1-θ2)/sinθ1作业步骤1)画x、y相交直线2)取角θ23)取S、C、W4)按上式求取L5)取P、G点6)引出a线与个各点的关系3)斜楔行程图的画法4)用′L 作成的线求得时a)从S点取θ1b)用a)项获得的θ1线与(x)线的相交,将交点(90.θ1)引向(y)线。
冲压设计的工艺分析2.2.1 冲压模具的材料选择设计零件的材料为08Al,材料的硬度较软,韧性姣好,冲压件不能有裂纹,缩孔气孔等缺陷。
其对冲压模具的基本要求:属冲裁模其凸凹模等工作部分的材料,必须选用能满足使用要求的Cr12MoV、D2或性能更佳的冷作模具钢,并经规范的热处理,内应力小、硬度均匀、无裂纹。
属拉伸、弯曲、成形模的凸凹模等工作部分的材料,原则上选用能满足使用要求的Cr12MoV、D2或性能更佳的冷作模具钢。
特殊情况下允许采用经过表面处理的优质中碳钢、球墨铸铁替代。
但必须满足预期生产批量与质量的要求[5]。
2.2.2 冲压件的结构分析以及模具结构的确定零件的结构比较简单,为一端开口的圆筒形结构。
圆筒的壁厚为2mm。
在圆筒的两侧靠近底部有φ20mm和φ7mm的两个孔。
本次设计的任务就是设计冲出φ20mm 和φ7mm两个孔的模具。
零件的结构图如图2.1所示:图2.1 冲压件零件图2.2.3 方案的确定有上图可以看出,该零件的加工需要分两步来完成。
首先可以确定该零件的毛坯为圆盘形铝合金钢板。
钢板经过引伸模具引伸后再通过冲孔模具冲孔才能够形成图2.1所示的零件。
本次设计就是设计冲两侧孔的冲孔模具。
由于孔的开口方向与冲床冲头的运动方向垂直,要想冲出两孔就必需将垂直的运动转化为水平的运动。
因此,模具采用斜楔机构来推动冲头的运动。
然后通过弹簧来复位以便使成品脱模。
2.3 本章小结本章主要做了模具设计的一些前期准备工作,了解了模具设计的设计内容和步骤。
冲压生产时,冲压工艺方面的各种工艺参数的正确采用,是获得优质冲压件的决定因子,而冲压模则是正确选择和调整有关工艺参数的基础对冲压件进行工艺分析,分别讨论了冲压件的材料和结构,对设计方案进行初步判断,为以后的设计工作做好准备。
第3章冲孔模主要零部件设计3.1冲头设计冲头是冲模中起直接形成工件作用的凸形工作零件,既以外形为工作表面的零件。
其工作端面的截面形状根据槽形确定。