成品运输车辆检查记录表
- 格式:doc
- 大小:43.50 KB
- 文档页数:1
起重运输安全检查表载重汽车安全检查表1. 载重汽车表面外观检查:- 检查车身是否有明显变形、破损或裂纹。
- 检查车漆是否有剥落或腐蚀迹象。
- 检查车窗是否完好,玻璃是否有裂纹。
- 检查车辆前后灯、转向灯是否正常工作。
2. 车辆底盘检查:- 检查车辆底盘是否有油漏。
- 检查车辆底部是否有松动或脱落的零部件。
- 检查车辆刹车线路是否有泄露。
- 检查车轮螺母是否紧固。
3. 载重构造部件检查:- 检查载货箱是否有明显损坏或变形。
- 检查固定货物的绳索或链条是否完好。
- 检查货物固定装置是否牢固可靠。
- 检查起重装置是否正常工作。
4. 车辆悬挂系统检查:- 检查车辆悬挂系统是否有异常声音。
- 检查车辆悬挂系统是否有异常震动。
- 检查车辆悬挂系统是否有异常下沉。
- 检查车辆悬挂系统是否有异常上升。
5. 制动系统检查:- 检查制动踏板行程是否正常。
- 检查刹车油液是否充足,无泄漏。
- 检查制动器是否灵敏。
- 检查驻车刹车是否可靠。
6. 车辆轮胎检查:- 检查轮胎磨损情况,是否需要更换。
- 检查轮胎气压是否正常。
- 检查轮胎是否有裂纹或异物。
- 检查轮胎是否有剥离现象。
7. 电气设备检查:- 检查车辆电路是否正常。
- 检查车辆喇叭是否工作正常。
- 检查车辆前后灯、转向灯是否正常工作。
- 检查车辆风挡雨刷器是否正常工作。
8. 安全设施检查:- 检查车辆安全带是否完好。
- 检查车辆消防设备是否齐全。
- 检查车辆急救包是否完整。
- 检查车辆安全锤是否在指定位置。
9. 驾驶员必备证件检查:- 检查驾驶员驾驶证是否有效。
- 检查驾驶员行驶证是否有效。
- 检查驾驶员身份证是否齐全。
10. 载重汽车其他部件检查:- 检查车辆发动机舱是否干净。
- 检查车辆加油口是否正常。
- 检查车辆后备箱是否整洁。
- 检查车辆安全警示标志是否齐全。
以上为起重运输安全检查表载重汽车安全检查表,用于确保载重汽车在运输过程中的安全性。
起重运输安全检查表载重汽车安全检查表(二)起重运输安全检查表一、车辆检查1. 车辆外观检查- 检查车辆是否有明显的破损、变形或裂纹。

下面红色部分是赠送的总结计划,不需要的可以下载后编辑删除! 2014年工作总结及2015年工作计划(精选)XX年,我工区安全生产工作始终坚持“安全第一,预防为主,综合治理”的方针,以落实安全生产责任制为核心,积极开展安全生产大检查、事故隐患整改、安全生产宣传教育以及安全生产专项整治等活动,一年来,在工区全员的共同努力下,工区安全生产局面良好,总体安全生产形势持续稳定并更加牢固可靠。
一、主要工作开展情况(一)认真开展安全生产大检查,加大安全整治力度。
在今年的安全生产检查活动中,工区始终认真开展月度安全检查和日常性安全巡视检查记录,同时顺利完成公司组织的XX年春、秋季安全生产大检查和国家电网公司组织的专项隐患排查工作。
截止日前,工区先后共开展各类安全检查71次,查出事故隐患点22处,均进行了闭环处理。
通过检查活动,进一步夯实了工区的安全生产基础。
(二)顺利完成保电专项工作。
本年度工区共进行专项保电工作10次,累计保电天数达到90余天,通过工区全员的共同努力,顺利完成春节保电、国庆保电、七一保电、特高压投送电保电、500kv 沁博线保电等一批重要节假日的保电工作。
(四)工作票统计及其他工作情况。
截止11月15日,我工区连续实现安全生产1780天;全年共办理工作票50张,其中第一种工作票24张,含基建单位8张悌二种工作票26张。
工作票合格率100%,执行情况较好。
全年工区所辖线路跳闸次数共计0次,线路跳闸率为0次/(百公里・年)。
(四)安环体系标准化建设本年度在公司统一的部署下,工区积极参与安环体系标准化建设工作,先后派员参加安环体系标准化培训2次,迎接公司开展安环体系内审工作三次,先后审查出问题共计20余处,先后进行了闭环整改。
截止日前,工区已初步建立起了标准化安环工作体系,在今后工作中,工区将进一步完善各项工作流程,努力确保体系工作符合外审相关要求。
(六)加强安全生产教育培训工作,着力增强安全防范意识。
成品检验作业指导书一、背景介绍成品检验是指对生产出来的成品进行质量检验,以确保产品符合相关标准和要求。
成品检验作业指导书是为了规范成品检验工作流程、确保检验结果的准确性和一致性而编写的指导文件。
二、作业目的本作业指导书的目的是为成品检验人员提供详细的操作步骤和要求,以确保每个环节都能按照标准执行,减少人为因素对检验结果的影响,提高产品质量和客户满意度。
三、作业范围本作业指导书适用于所有成品检验工作,包括但不限于以下方面:1. 外观检验:检查成品的外观是否符合要求,如颜色、形状、表面光洁度等。
2. 尺寸检验:测量成品的尺寸,与设计图纸进行比对,确保尺寸精度符合要求。
3. 功能检验:对成品进行功能性能测试,确保产品能正常运行。
4. 包装检验:检查成品的包装是否完好无损,防止在运输过程中受到损坏。
四、作业流程1. 准备工作:a. 确认成品检验所需的检验设备和工具是否齐全,并进行校准。
b. 确认成品检验所需的标准和规范是否最新有效。
c. 确认成品检验所需的样品数量和样本抽取方法。
2. 外观检验:a. 根据产品要求,检查成品的外观是否符合要求,如颜色、形状、表面光洁度等。
b. 记录外观检验结果,并按照标准进行评定。
3. 尺寸检验:a. 根据设计图纸和产品要求,测量成品的尺寸,包括长度、宽度、高度等。
b. 将测量结果与标准进行比对,判断尺寸是否符合要求。
c. 记录尺寸检验结果,并按照标准进行评定。
4. 功能检验:a. 根据产品的功能要求,进行相应的功能性能测试,如开关测试、耐压测试等。
b. 记录功能检验结果,并按照标准进行评定。
5. 包装检验:a. 检查成品的包装是否完好无损,防止在运输过程中受到损坏。
b. 确认包装是否符合相关标准和要求。
c. 记录包装检验结果,并按照标准进行评定。
6. 结果判定:a. 根据各项检验结果,判断成品是否合格。
b. 如有不合格项,记录不合格项的具体情况,并提出改进措施。
7. 结论和报告:a. 根据检验结果,给出成品的质量评定,如合格、不合格等。
成品检验记录表
检验日期
2022年10月30日
产品信息
产品名称数量批次生产日期有效期
产品A10020222022年9月1日2024年9月1日
产品B5020222022年9月1日2023年9月1日
产品C20020222022年9月1日2025年9月1日检验环境
检验室温度:25摄氏度
相对湿度:60%
检验过程
对每个批次的产品进行外观检验和性能测试。
外观检验
按照设计规格书要求,对产品的外观进行检查,确认其无损伤、无渗漏、无污染等情况。
检查结果如下:
产品名称批次检查结果
产品A2022合格
产品名称批次检查结果
产品B2022合格
产品C2022合格
性能测试
使用测试设备对每个批次的产品进行性能测试。
测试项包括:放电电流、放电时间、电池容量和内阻。
测试结果如下:
产品A
放电电流:1.5A
放电时间:3小时
电池容量:5000mAh
内阻:5mΩ
产品B
放电电流:1.2A
放电时间:2.5小时
电池容量:4000mAh
内阻:6mΩ
产品C
放电电流:1.8A
放电时间:4小时
电池容量:6000mAh
内阻:4mΩ
测试结果符合设计规格书要求,所有产品均为合格品。
检验结论
所有产品检验结果符合设计规格书要求,均为合格品。
检验人员
•张三
•李四
•王五
审批人员
•赵六。
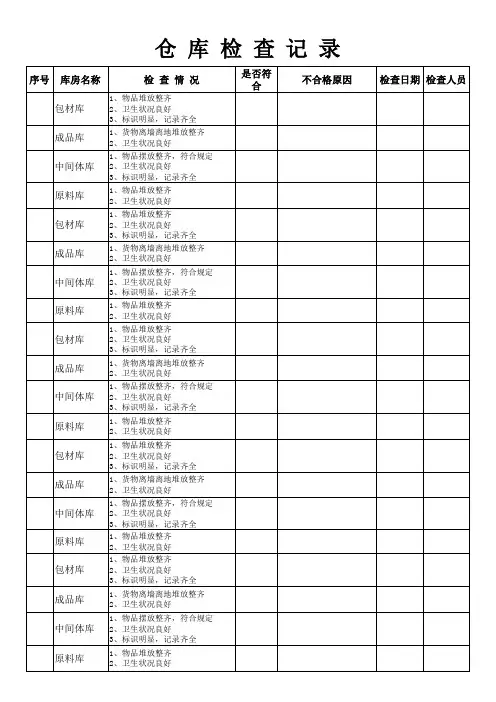
《运输车辆卫生检查标准及记录》一、要求运输车辆驾驶室内清洁,车厢内清洁,车辆底盘无泥垢,车轮无泥垢。
二、车辆进入库房(原料库或成品库)前,需按要求检查卫生状况,卫生不合格车辆禁止进入库房内,并做详细记录。
三、平时保持车辆的卫生清洁,定期对车辆进行彻底卫生清洁工作。
四、对外来车辆要进行车辆登记及严格管控,除本单位车辆,外来车辆一律禁止进入库房内。
五、要求库房保管员严格按要求对车辆进行登记及卫生检查,并做好记录,禁止卫生不合格及外来车辆进入库房内,避免对库房及产品造成环境污染。
北京福瑞纳咖啡食品有限公司生产部制定第二篇:餐厅卫生标准及检查记录、细则餐厅卫生管理办法一、餐厅环境卫生标准1.桌面、台面、地面无污水、污物2.门窗玻璃无纹印,明亮清洁。
3.吧台内外干净整洁、物品摆放整齐,无个人物品。
4.自助餐台面无汤渍、水渍、食物残渣。
5.饮水机周围干净整洁,无污水、脚印。
6.洗手间内洗漱台无个人物品,台面整洁,物品摆放整齐。
7.所有餐具符合餐具卫生标准,对不符合标准的餐盘、碗筷等拒绝签收。
二、餐具卫生管理制度1.餐具经消毒后必须存放在保洁柜内。
2.员工不准私自使用餐厅各种餐具。
3.保洁柜内不得存放个人餐具和物品。
4.餐具要干净、卫生,无手印、水迹、菜渍、灰尘。
5.经常检查餐具的完好状况,对残损餐具要及时更换。
6.餐具在完成清洗、消毒后,应保持干燥。
7.洗碗池、消毒池等设备设施要每日清理,保持整洁。
三、后厨食品卫生管理制度1.烹制菜品的原料符合卫生使用要求,外观新鲜无腐烂、无农药味。
2.加工前检查肉类是否新鲜,有无异味、变色现象。
3.当天未加工完的原料要及时存入冰柜内,加工的成品要加盖防尘、防蝇罩。
4.炖煮肉类食品应烧熟煮透,中心温度大于70度。
5.调料缸内禁止混放调料,并保持外观整洁。
6.严格按照原料、半成品和成品加工顺序操作,避免交叉污染。
7.洗涤分设洗菜池、洗肉池、洗水产品池,做到专池专用,避免交叉污染。
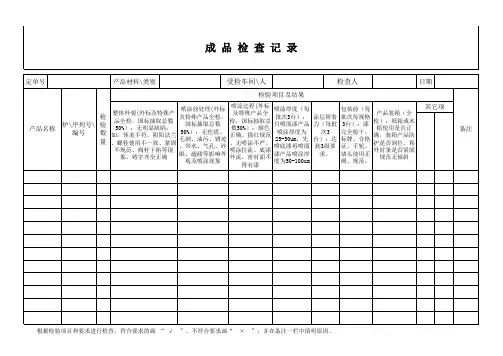
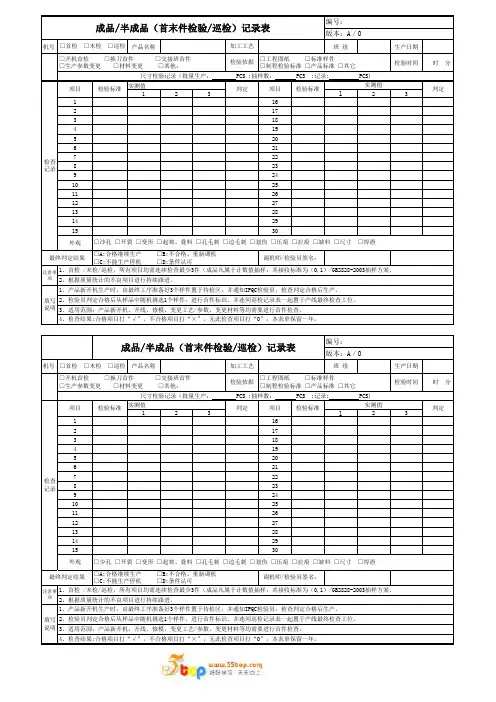
机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观判定加工工艺编号:版本:A/0□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□沙孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □边毛刺 □划伤 □压痕 □拉痕 □缺料 □尺寸 □焊渣最终判定结果检验标准实测值2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。
并连同巡检记录表一起置于产线最终检查工位。
□首检 □末检 □巡检□首检 □末检 □巡检注意事项填写说明检验依据□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准项目项目成品/半成品(首末件检验/巡检)记录表4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
版本:A/0检查记录□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准实测值尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)判定3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。
2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好3个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
检查记录项目判定检验依据加工工艺判定□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□A:合格继续生产 □B:不合格、重新调机□C:不能生产停机 □D:条件认可调机师/检验员签名:尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)检验标准项目编号:1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。
反恐内审報告日期:(logo )** 公司反恐内审程序及文件审核人:审核时间:反恐内审报告2009年12月3日反恐验厂,对验厂中出现的问题进行内审,对反恐验厂中的问题进行快速整改,此次内审主要针对反恐验厂中的不足,反恐程序文件,以及反恐固件设施建设。
1、有关程序的控制程序,有效性的控制。
2、临时工的控制;定期控制程序;背景调查的更新3、工作拍的控制程序。
工作牌的编号,丢失后的号码不再使用,离职人4、员通知保安,工作牌的区分。
5 、限制区域的警示6、定期进行员工培训,加强恐怖意识培训,识别内部阴谋的培训7、员工举报的奖励文件8 、围墙的高度和防护措施9 、室外照明10、保安培训中关于铅封的问题,出入厂查验证件,登记等问题11、监控录像的保存时间12 、货柜车的检查管理程序13、员工内部车辆和外部车辆的停放14、微机操作人员的保密意识,设立密码的周期,电脑锁屏15、铅封测试报告16 、供应商的自评17、反恐指引整改在两周内完成,整改内容有:将程序文件中涉及的不合格,不详细的地方进行文件修改,重新汇编反恐工作指引,打印成册。
同时将文件中的反恐内容对员工进行培训,并记录在员工培训记录表中。
其中员工的举报奖励对奖励的方式进行详细说明;如何识别内部阴谋有几种常见方式等。
根据上述16 条需要改进的地方,文件进行了添加更改,内部阴谋、反恐意识等在反恐培训材料中添加详细;监控录像扩大硬盘容量;货柜车的检查管理程序进行了添加修改;微机操作的管控程序添加电脑锁屏等。
整改的过程中对公司的生产有很大的推动作用,提高了公司的安全系数,有利于公司正规化得改革。
同时公司上下更加明了为什么要进行反恐,让公司更加规范化,促进公司的健康发展。
** 有限公司2010-12-18审核审核审核。
操作性前提方案(OPRP(4))产品的贮存和运输管理程序1、目的:规定产品贮存和运输要求,以确保产品在贮存和运输中的食品安全,特制定本程序。
2、范围:适用于原料产品及产成品的贮存和运输作业。
3、职责:a) 成品库保管员负责成品的贮存管理工作,材料库保管员负责材料库的归口管理工作。
b) 后勤保障部负责产品的运输管理工作。
c) 仓库保管员负责产品贮存和运输中食品安全卫生的监督。
4、工作程序:a) 贮存产品的管理:(1)贮存产品包括:原、辅料及成品。
(2)对入库的原、辅料以及公司的成品要经质检员检验合格,方能点检入库。
(3)对已入库的原、辅料和公司产品,要划区定点、分类存放,摆放有序、标识清晰、定期检查、做到先进、先出,做到帐、物一致。
(4)物料贮藏条件按有关的技术要求执行,对不同的原、辅料和公司产品,要根据贮存物料的特点分库贮存和码放,并予以标识,执行《仓库管理制度》中的规定。
库管员应有效规划,规定各种物料的库位。
(5)贮藏物料及成品的仓库必须通风良好、保持清洁干燥、尽量保持低温,防止产品发热或霉变,库内、外应经常清洁、清毒.并有防蝇、防蚂蚁、鼠等设施。
(6)加工好的成品按不同等级离墙1米分类存放,并标明入库日期,发货以先进先出为原则。
(7)库管人员应监控各原料的质量及标识的完整性,发现质量异常时,应报告质管科检验员进行检查判定。
(8)有关化学品的贮存,按《操作性前提方案(OPRP(9))---有毒化学品的标识、贮存和使用》中的规定执行。
(9)对出库的产品,要严格按出库规定,经主管领导批准,办理出库手续。
(10)卫生检查员每周一次对仓储质量进行检查,做好相应的记录,对不符合项目,采取纠正或纠正措施,并对措施实施结果进行验证。
b) 运输管理:(1)运输原、辅料和成品的车辆必须经常,保持洁净,防止产品受到污染。
盛装物料的容器和包装必须无毒、耐腐蚀,结构坚固,不易破损。
(2)产品不得与容易造成污染的物品混装,混运。