电镀镍层、金层厚度测试报告 模板
- 格式:pdf
- 大小:200.54 KB
- 文档页数:1
电镀产品出厂检验报告报告编号:2024-XXXX报告日期:[日期]报告单位:[电镀产品生产单位]产品名称:[产品名称]规格型号:[规格型号]检验结果:合格1.检验目的本次检验旨在对[电镀产品]进行出厂质量检验,确保产品符合相关标准要求,保障其质量安全性能。
2.检验标准本次检验参考了以下标准和技术规范:-[相关标准1]-[相关标准2]-[相关标准3]3.检验内容本次检验主要对[电镀产品]的以下内容进行了检验:-表面光洁度-膜厚度-附着力-相容性-耐腐蚀性4.检验方法(1)表面光洁度检验:使用显微镜对产品表面进行观察,检查是否存在明显缺陷、气泡、杂质等。
(2)膜厚度测量:使用膜厚测量仪对产品膜层厚度进行测量,确保其符合标准要求。
(3)附着力测试:使用划格法对产品膜层与基材之间的附着力进行测试,判断其附着力是否合格。
(4)相容性测试:将产品暴露于指定试剂中,观察其表面是否出现异常变化。
(5)耐腐蚀性测试:将产品置于指定的腐蚀介质中,浸泡一段时间后观察其表面情况,判断其耐腐蚀性能。
5.检验结果经过以上检验项目的检测,本次[电镀产品]出厂检验结果如下:(1)表面光洁度:经观察,产品表面光洁,没有明显缺陷、气泡和杂质。
(2) 膜厚度:产品膜层厚度测量值为XXum,符合标准要求。
(3)附着力:产品膜层与基材之间的附着力经划格法测试,均达到标准要求。
(4)相容性:产品暴露于指定试剂中,表面没有出现异常变化。
(5)耐腐蚀性:产品经过腐蚀介质浸泡后,表面没有明显腐蚀现象。
6.结论根据本次检验结果,[电镀产品]通过出厂检验,符合相关标准要求,质量合格。
产品可进行包装出货,并符合相关标诺。
7.检验人员签名:[签名]8.备注如有其他特殊说明或发现的问题,在备注中进行详细说明,并提出后续处理建议。

镀镍检测报告模板范文一、基本信息。
1. 镀镍样品名称:[样品具体名称]2. 送检单位:[单位名称]3. 送检日期:[具体日期]二、检测目的。
了解该镀镍产品的各项性能指标是否符合相关标准或客户要求,确保镀镍层的质量和功能。
三、检测依据。
本次检测依据[具体检测标准编号及名称]进行,该标准涵盖了镀镍层厚度、附着力、硬度等多个方面的检测方法及合格判定标准。
四、检测设备与环境。
1. 检测设备。
涂层测厚仪(型号:[型号]):用于精确测量镀镍层的厚度。
这个小仪器可厉害啦,就像一个超级精确的小尺子,能钻进镀镍层里面量出它到底有多厚呢。
硬度测试仪(型号:[型号]):检测镀镍层的硬度。
它就像一个小小的大力士考官,看看镀镍层到底有多硬气。
附着力测试仪(型号:[型号]):用来测试镀镍层与基底的附着能力。
可以把它想象成一个专门挑刺的小能手,想知道镀镍层是不是牢牢地扒在基底上。
2. 检测环境。
温度:[具体温度]°C。
这温度就像一个安静的小背景,不冷不热刚刚好,不会对检测结果捣乱。
湿度:[具体湿度]%。
湿度这个小因素也不能忽视,就像一个小配角,在合适的湿度下检测才能更准确。
五、检测项目及结果。
# (一)镀镍层厚度。
1. 检测位置。
在样品表面选取了[X]个具有代表性的位置进行测量,分别标记为位置1、位置2、位置3……就像在宝藏表面找几个关键地点挖一挖,看看镀镍层这个宝藏有多厚。
2. 测量结果。
位置1:[厚度数值1]μm。
位置2:[厚度数值2]μm。
……平均厚度:经过计算,这几个位置的镀镍层平均厚度为[平均厚度数值]μm。
根据检测标准,镀镍层厚度的合格范围是[下限厚度数值] [上限厚度数值]μm,这个平均厚度在合格范围内,就像一个乖巧的小朋友站在规定的线内一样。
# (二)镀镍层硬度。
1. 测试方法。
使用硬度测试仪,在样品表面施加一定的压力,测量镀镍层留下的压痕大小,从而得出硬度值。
这就像给镀镍层来个小小的压力测试,看它能承受多大的压力而不变形。
电镀质检报告模板1. 引言本报告旨在对电镀产品的质量进行检测和评估,以确定其是否符合相关标准和要求。
电镀是一种重要的表面处理方式,能够提高产品的外观和耐腐蚀性能。
质检过程将涉及外观、厚度、粘附力等关键指标的测试,并根据结果提出相应的建议和改进措施。
2. 质检方法2.1 外观检测使用肉眼观察和放大镜,对电镀产品的外观进行检测。
主要检查以下方面:- 表面光洁度:检查表面是否有明显的划痕、斑点或不均匀等问题。
- 颜色一致性:检查整个电镀层的颜色是否均匀一致。
- 气泡和凹陷:检查电镀层中是否存在气泡、凹陷等缺陷。
- 边缘和角落的覆盖度:检查电镀层是否能够均匀覆盖产品的边缘和角落。
2.2 厚度测量使用金属厚度测量仪仪器,对电镀层的厚度进行测量。
确保电镀层厚度满足要求,以提供足够的耐腐蚀性。
测量时应选择多个点位进行测试,并计算平均值。
2.3 粘附力测试使用粘附力测试仪,对电镀层的粘附强度进行测试。
该测试可以评估电镀层与基材之间的结合力,并判断其是否会出现脱落或剥落的情况。
测试时应选择适当的试验方法和参数,以确保结果的准确性。
3. 检测结果与评价3.1 外观检测结果根据外观检测的结果,将电镀产品的外观评价为“良好”、“一般”或“差”。
详细描述外观问题的性质和程度,并提供相应的照片或示意图。
3.2 厚度测量结果将测量得到的电镀层厚度与要求的标准进行比较。
如果厚度符合要求,则评价为“合格”。
如果有偏差,则详细说明偏差的原因和对产品质量的影响。
3.3 粘附力测试结果根据粘附力测试的结果,将电镀层的粘附力评价为“良好”、“一般”或“差”。
描述测试过程中出现的情况,并提供相应的数据和图表。
4. 改进建议和措施根据检测结果,提出相应的改进建议和措施以提高产品质量。
建议可能包括优化生产工艺、调整电镀参数、增加质量控制措施等,以纠正存在的问题和缺陷。
5. 结论根据对电镀产品的质检过程和结果分析,得出结论:- 若产品的外观、厚度和粘附力等指标符合要求,则评价为“合格”。

电镀实验报告模板摘要电镀是一种能够在物体表面镀上金属表面层的加工方法,具有广泛的应用领域。
本文通过对电镀实验进行的详细描述,总结出电流密度与电镀层厚度的关系,并对电镀过程中的注意事项进行了探讨。
实验目的本实验旨在了解电流密度与电镀层厚度之间的关系,并掌握电镀时需要注意的事项。
实验仪器和试剂实验仪器•电镀槽•直流电源•洋红溶液•样品架•太阳能太阳板实验试剂•镍盐•氰化物•琥珀酸实验步骤1.将电镀槽中的镍盐和氰化物溶液调配至适宜的浓度。
2.预处理样品:先将样品通入超声波清洗液中,再用去离子水冲洗,用石英分子筛除去水分。
3.安放样品到样品架上,并将样品架放入电镀槽中。
4.设置适当的电流密度,并开始电镀过程。
5.在电镀完设定时间后停止电流并取出样品架。
6.将样品用琥珀酸洗涤,并用去离子水将样品冲洗干净。
7.在样品上测量电镀层的厚度。
实验结果与分析•电流密度与电镀层厚度成正比:当电流密度越大时,电镀层的厚度也越大。
•电镀层厚度与电镀时间成正比:在电流密度不变的情况下,电镀时间越长,则电镀层厚度越大。
实验注意事项1.在实验过程中,一定要注意氰化物的防护,避免误食或吸入。
2.电镀时要保持恒定的电流密度,以维持电镀层的均匀厚度。
3.操作电源时,要确保安全,避免触电。
4.在洗涤样品时,一定要使用琥珀酸,以确保样品表面清洁,增加电镀层的粘附力。
结论通过该实验我们了解到了电流密度与电镀层厚度之间的关系,并掌握了电镀过程中需要注意的一些要点。
这对于电镀技术的实践操作与应用都具有一定的参考意义。
电镀层检验报告模板图1. 背景电镀层是一种常用的表面处理方法,能使金属件变得更加美观、耐腐蚀和耐磨损。
但是电镀层的质量与性能也会直接影响到金属件的使用寿命和安全性能。
因此,在生产过程中,需要对电镀层进行严格的检验,以保证其质量符合标准和要求。
本文档旨在提供一份电镀层检验报告的模板图,以供参考和使用。
2. 检验标准和要求在进行电镀层检验时,需要根据相关标准和要求进行审查。
以下为常见的电镀层检验标准和要求:•JB/T 5949-2000《电镀钢管镀层检验规定》•GB/T 6461-2002《电镀镉和电镀铜工件镀层的检查方法》•GB/T 10125-2012 《盐雾试验》具体要求根据不同的标准和需求而定,检验过程中需要注意的关键点有:•外观检查:包括镀层表面光滑度、无明显裂纹、麻点、挂钩、起皮、起泡等情况。
•厚度测量:常见的测量方法包括磁感应法和X光荧光法。
•耐腐蚀性检验:通常采用盐雾试验或人工加速老化试验等方法。
3. 电镀层检验报告模板图电镀层检验报告通常包括以下内容:3.1 检验对象信息包括检验对象的名称、规格、材料、表面处理情况等详细信息。
具体可按以下模板填写:检验对象名称:XXX规格:XXX材料:XXX表面处理:XXX3.2 检验结果包括电镀层的外观检查结果、厚度测量结果、耐腐蚀性试验结果等详细信息。
可按以下模板填写:•外观检查:外观检查结果表面光滑度合格裂纹、麻点、挂钩、起皮、起泡无其他•厚度测量:厚度测量结果磁感应法合格X光荧光法合格其他•耐腐蚀性试验:耐腐蚀性试验结果盐雾试验耐腐蚀时间:XXX人工加速老化试验耐腐蚀时间:XXX其他3.3 结论和建议综合考虑以上检测结果,针对电镀层的存在问题,给出结论和相应的建议。
可按以下模板填写:•结论:结论全部合格存在问题:XXX•建议:建议继续保持良好的作业环境,严格控制各项工艺参数超标项进行整改,重新进行测试评估4. 总结电镀层检验是电镀等行业中重要的环节,能有效提高产品的质量和性能,提高市场竞争力。
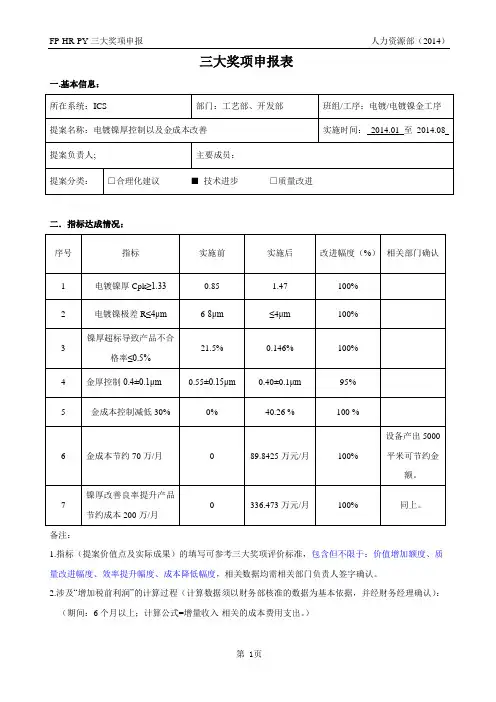
三大奖项申报表一.基本信息:二.指标达成情况:备注:1.指标(提案价值点及实际成果)的填写可参考三大奖项评价标准,包含但不限于:价值增加额度、质量改进幅度、效率提升幅度、成本降低幅度,相关数据均需相关部门负责人签字确认。
2.涉及“增加税前利润”的计算过程(计算数据须以财务部核准的数据为基本依据,并经财务经理确认):(期间:6个月以上;计算公式=增量收入-相关的成本费用支出。
)三.周边评价备注:周边评价部门为该提案实施以及应用中相关关联部门。
四.审核意见(详细内容请参阅总结报告):电镀镍厚控制以及金成本改善总结报告1.背景ICS封装基板电镀镍-金产品中,95%以上的客户对电镀镍金厚度以及手指宽度、间距提出明确的品质管控要求。
如手指宽度控制因客户工程文件要求存在一定制作难度以及前工序(蚀刻)制成能力偏差,这对电镀镍金工序的电镀镍厚控制提出更高要求。
ICS电镀镍金线设备初期电镀镍厚极差为6-8μm,这很难满足客户对电镀镍金产品的品质要求,使得前期电镀镍金产品因镍厚不合格产生大量报废,特殊产品报废率可达60%,制程能力低下。
因此改善电镀镍厚控制,提高镀镍制程能力具有积极的意义。
在封装基板生产过程中,金厚控制范围为0.3-1.0μm,金成本在整个ICS物料消耗中占据很大的组成部分。
因此通过提高镀金均匀性、优化板边设计、控制金厚以及减少金盐带出等手段对金成本控制具有非常显著以及积极的效果。
2.目标通过优化改善电镀镍厚控制,提高产品合格率,使得电镀镍极差R≤4μm,电镀镍镍金产品因电镀镍厚超标的报废率由最高50-60%降低至0.25%。
金成本减低30%左右。
实现电镀参数导入程序化、自动化,减少人为导入的错误,提高生产效率。
3.过程实施3.1电镀镍厚控制对电镀镍厚控制过程需结合电镀镍均匀性调整、飞巴与挂具间电镀镍厚偏差以及参数优化等过程。
其镍厚控制改善思路如下:3.1.1 电镀镍均匀性改善电镀镍均匀性提升主要通过改善设备几何尺寸、设计阴极挡板、阴极排布以及阴阳极相关位置。
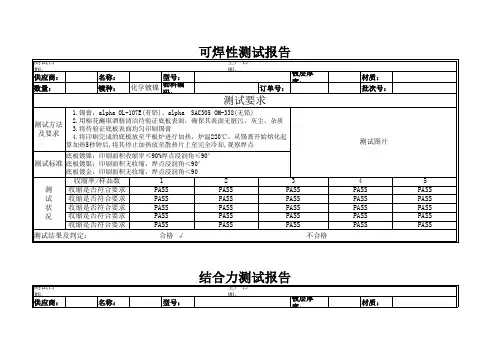
酸性锌镍合金电镀件质量检测报告书
电镀外观
金属光泽皮膜,五彩
合金比率:11%
耐腐蚀性;
3价铬化成处理后封闭,耐盐雾试验1096小时
电镀皮膜的耐热・耐腐蚀性
加热处理后也保持良好的耐腐蚀性。
镀层处理后加热180-200°耐盐雾试验1096小时镀层厚度:8u
电镀速度
根据电镀液中的金属浓度和作业条件、标准电镀组成时、阴极电流密度为
3 A/dm约0.2 μm/min 。
第三方检测
皮膜硬度
维氏硬度为Hv 350~450 、锌和锌系合金中是最硬的,难以被刮伤的皮膜。
第三方检测
电镀的附着性合格(弯曲试验)
再加工性
因为皮膜自身耐腐蚀性良好、经过3价铬或6价铬钝化处理后,弯曲部分也保持高
耐腐蚀性。
备注:
1,电镀锌镍电镀采用槽液:药水提供-富丽特惠州有限公司
镀锌镍合金液体- HF-510酸性锌镍合金工艺(氯化钾型)
电锌镍层的三价铬钝化
PERMA PASS 3098 HC:透明或五彩
封闭剂:专用的ENSEAL 封闭产品更能耐高温或提供扭矩张力控制。
2,电镀锌镍合金标准:
HB 5034 零(组)件镀覆前质量要求,
JB/T 12855-2016 金属覆盖层锌镍合金电镀层
3,电镀锌镍分析方法:企标(酸性锌镍合金镀液中镍、锌和硼酸的分析方法)
4,标准测厚仪
烟台电镀技术研究所
操作检测员:1。
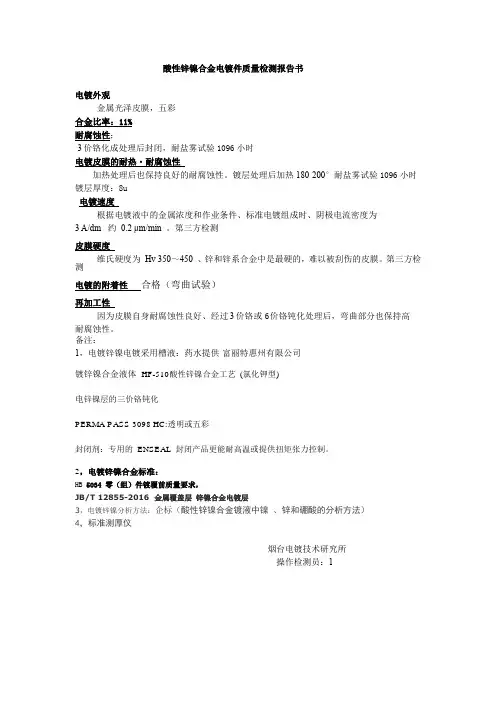
实验二金相显微镜法测量镍镀层的厚度一、实验目的(1)掌握金相显微镜法测量镍镀层厚度的方法。
(2)采用金相显微镜测量镍镀层的厚度。
二、实验原理金相显微镜法测定镀层厚度,就是把试样断面进行镶嵌、抛光和浸蚀,将浸蚀过的试片放在具有一定放大倍率的显微镜下检查被测试样的断面,并通过内置标尺来测量金属镀层及氧化物覆盖层的局部厚度和平均厚度。
该法具有精度高、重现性好等特点,但操作比较复杂。
金相显微镜测厚是一种破坏性测量方法。
通常作为镀层厚度的精确测量,也被人们作为镀层厚度测量方法中的仲裁方法。
采用本法测量厚度大于25微米时,合理的误差均为5%或者更小。
三、主要仪器和药品金相显微镜、研磨机、抛光机、抛光膏、电吹风、砂纸(100#、180#、300#、500#、600#、800#0。
环氧树脂、乙二胺、乙醇(95%)、硝酸、镍镀层试样。
四、实验流程和内容金相显微镜的校准——取样(从电镀镍试样上切取试样)干——浸蚀——水洗——喷酒精——吹干——上显微镜观察,测量厚度1、仪器经过校准的带有测微目镜的金相显微镜。
2、取样一般可从零件主要表面上的一处或几处切取试样,除特殊规定外,切割部位庆是具有代表性的部位,切割方式庆不影响测量的准确性。
3、试样镶嵌镶嵌前,为了防止覆盖层断面边缘倒角,镀层上心可能再加镀不小于10微米的其他镀层作为支撑层,以保护待测镀层的边缘,支撑覆盖层的硬度应接近原有的镀层硬度,颜色应与等测镀层有区别。
如检查镍层用铜层作保护层。
对于可受微热和微压的镀层可采用胶木粉、聚氯乙烯粉等进行热镶嵌;受微压不而能受热的镀层则采机械夹持;不能受热和受压的镀层则采用冷镶嵌,即用室温下固化的塑料镶嵌,常用的材料有环氧树脂(6101)100克,乙二胺8克。
4、研磨和抛光保持被研磨的表面垂直于镀层表面的是一个关键。
每次研磨时间不超过40秒,最后在抛光盘上抛光2~3分钟。
5、浸蚀为使试样断面清晰,显露出镀层和基体金属,抛光的试样应选择适当的浸蚀剂仔细地进行浸蚀,以便清晰地显示保护层、镀层和基体金属的界限。
一、实验目的1. 熟悉单金属电镀镍的基本原理和操作步骤。
2. 掌握电镀工艺参数对镀层质量的影响。
3. 培养实验操作技能和数据处理能力。
二、实验原理电镀镍是一种利用电解质溶液中的镍离子在电极上还原沉积形成镍镀层的工艺。
在电解过程中,阴极(待镀件)上的镍离子在电流的作用下还原成金属镍,沉积在阴极表面形成镀层。
三、实验仪器与药品1. 实验仪器:电解槽、直流电源、两块铜锌合金板、石墨棒、烧杯、量筒、玻璃棒、电子天平、尺子、烘箱。
2. 实验药品:0.1mol/LNiSO4溶液、0.1mol/LH2SO4溶液、蒸馏水。
四、实验条件1. 电解槽中不用鼓泡,电解时可用玻璃棒搅拌。
2. 电流密度:0.3A/dm²。
3. 电解时间:15分钟。
4. 电解温度:室温。
五、实验步骤1. 准备工作:(1)将两块铜锌合金板抛光,用清水清洗后用去离子水冲洗,然后用乙醇溶液清洗,再用吹风吹干。
(2)将两块板子分别置于电子天平上称量,质量分别记为m1和m2。
2. 电镀过程:(1)将两块板子放置在电解槽中,并固定好石墨棒。
(2)用尺子测出石墨棒与合金板的最近和最远距离,分别记为L1和L2。
(3)用量筒取适量0.1mol/LNiSO4溶液倒入电解槽中。
(4)加入适量0.1mol/LH2SO4溶液调节pH值至4.5-5.5。
(5)连接电路,开始电解过程,时间为15分钟。
(6)在电解过程中,时常用玻璃棒搅拌溶液。
3. 实验结束:(1)关闭电源,取出待镀件。
(2)用去离子水冲洗镀层,然后用乙醇溶液清洗,再用吹风吹干。
(3)将待镀件放置在烘箱中,于100℃烘干1小时。
4. 数据处理:(1)计算镀层厚度:镀层厚度 = (m2 - m1) / (L2 - L1)。
(2)计算镀层质量:镀层质量 = 镀层厚度× 镀层面积。
六、实验结果与分析1. 镀层厚度:通过实验测得镀层厚度为0.0025mm。
2. 镀层质量:通过实验测得镀层质量为0.025g。
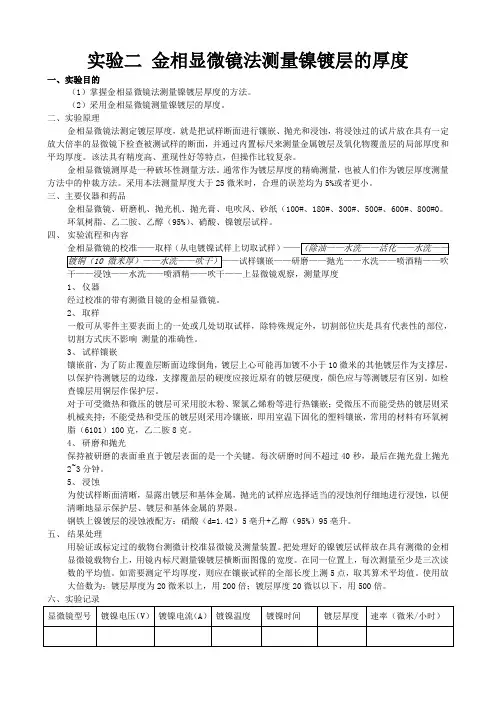
电镀层膜厚测试报告模板電鍍層膜厚測試報告X-RAY EDX-1800Bworkcurve Sn-Ni-Cu-Fe Yin V oltage(Kv)45times3Current(Ua)700 operator skyray dateName镀锡铜包钢线Part No.0.50*0.50mmBatch Testing time(s)Sn(um)Ni(um)镀锡铜包钢线0.50*0.50-140 5.05 1.05镀锡铜包钢线0.50*0.50-240 5.32 1.12镀锡铜包钢线0.50*0.50-340 5.41 1.03 Min 5.050.90 Max 5.41 1.12 average 5.26 1.07審核:檢驗員:電鍍層膜厚測試報告X-RAY EDX-1800Bworkcurve Sn-Ni-Cu-Fe Yin V oltage(Kv)45times3Current(Ua)700operator skyray dateName硬态镀锡铜包钢线Part No.0.70mmBatch Testing time(s)Sn(um)硬态镀锡铜包钢线0.70-140 6.41硬态镀锡铜包钢线0.70-240 6.23硬态镀锡铜包钢线0.70-340 6.65Min 6.23Max 6.65average 6.43審核:檢驗員:電鍍層膜厚測試報告X-RAY EDX-1800Bworkcurve Sn-Cu-Fe-Ni Yin V oltage(Kv)45 times3Current(Ua)700operator skyray dateName硬态镀锡铜包钢线Part No.0.80mmBatch Testing time(s)Sn(um)硬态镀锡铜包钢线0.80-140 6.19硬态镀锡铜包钢线0.80-240 6.57硬态镀锡铜包钢线0.80-340 6.32Min 6.19Max 6.57average 6.36審核:檢驗員:電鍍層膜厚測試報告X-RAY EDX-1800Bworkcurve Sn-Cu-Fe Yin V oltage(Kv)45 times3Current(Ua)700operator skyray dateName硬态镀锡铜包钢线Part No.0.40*0.40mmBatch Testing time(s)Sn(um):5-10u硬态镀锡铜包钢线0.40*0.40-140 5.89硬态镀锡铜包钢线0.40*0.40-240 6.25硬态镀锡铜包钢线0.40*0.40-340 6.63Min 5.89Max 6.63average 6.26審核:檢驗員:。
镀层厚度测试报告1. 引言本报告记录了对某种镀层的厚度进行测试的结果和分析。
该测试旨在评估镀层的质量和性能,以确保其符合预期标准。
2. 测试方法2.1 仪器设备本次测试使用了以下仪器设备:•厚度计:用于测量镀层的厚度,采用非接触式测量原理,具有高精度和稳定性。
2.2 测试样本选取了多个具有相同类型和制备工艺的镀层样本进行测试。
在测试前,对样本进行了充分的准备工作,包括清洗、抛光等。
2.3 测试步骤1.将测试样本放置在测试台上,并确保表面光洁、无明显污染或损伤。
2.打开厚度计,并对仪器进行校准,以确保准确度和重复性。
3.使用厚度计在样本的不同区域进行多次测量,保证测试结果的代表性和可靠性。
4.记录每次测量的厚度数值,并计算出平均值和标准偏差。
3. 测试结果3.1 测试数据以下表格给出了每个样本的测量结果:样本编号测量1(mm)测量2(mm)测量3(mm)平均值(mm)标准偏差(mm)1 0.75 0.76 0.78 0.763333 0.0115472 0.77 0.79 0.76 0.773333 0.0124723 0.76 0.79 0.77 0.773333 0.0144334 0.74 0.78 0.76 0.76 0.0163305 0.75 0.76 0.75 0.753333 0.0076343.2 分析和讨论根据测试结果,可以得出以下结论:•样本1的平均镀层厚度为0.763333mm,标准偏差为0.011547mm;•样本2的平均镀层厚度为0.773333mm,标准偏差为0.012472mm;•样本3的平均镀层厚度为0.773333mm,标准偏差为0.014433mm;•样本4的平均镀层厚度为0.76mm,标准偏差为0.01633mm;•样本5的平均镀层厚度为0.753333mm,标准偏差为0.007634mm。
通过对测试数据的分析,可以发现镀层厚度存在一定的变化程度,但整体上保持在预期范围内。
镀层厚度检测报告1. 引言本文档旨在提供关于镀层厚度检测的详细报告。
镀层是一种常用的表面处理方法,用于保护基材,改善表面性能,并赋予材料美观性。
镀层的厚度是评估其质量的重要指标之一。
本次检测的目标是检测某批次钢材镀层的厚度。
2. 检测方法为了准确测量镀层的厚度,我们采用了非破坏性的检测方法——磁电感厚度计。
该方法通过测量被测材料表面的磁感应强度来确定镀层的厚度。
3. 实验过程在本次实验中,我们选取了10个钢材样品进行检测。
以下是实验的步骤:1.准备工作:收集所需的实验设备和材料,包括磁电感厚度计、标准样品、校准板等。
2.校准仪器:使用标准样品和校准板对仪器进行校准,以确保测量结果的准确性。
3.测量样品:将每个钢材样品放置在测量台上,并将磁电感厚度计置于合适的测量模式。
按下开始按钮进行测量。
4.记录数据:根据测量结果,记录每个样品的镀层厚度数据。
5.分析结果:对所得数据进行统计分析,计算平均厚度、最大厚度和最小厚度,并绘制直方图以展示厚度分布情况。
6.生成报告:根据实验结果生成镀层厚度检测报告。
4. 实验结果根据我们所进行的实验,得出了以下结果:样品编号镀层厚度(μm)1 54.22 52.63 53.94 55.15 54.86 56.27 51.58 53.39 54.610 52.1根据上表数据,我们可以计算得到平均厚度为53.63μm,最大厚度为56.2μm,最小厚度为51.5μm。
为了更直观地展示镀层厚度的分布情况,我们绘制了下图:镀层厚度分布图从图中可以看出,大部分样品的镀层厚度集中在53μm左右,符合预期的要求。
5. 结论根据本次实验的结果和分析,我们得出以下结论:•检测的钢材样品的镀层厚度在51.5μm到56.2μm之间。
•根据所得数据计算得到的平均厚度为53.63μm。
•镀层厚度分布符合预期要求,大部分样品的厚度集中在53μm左右。
总体而言,本次实验的结果表明所测试的钢材样品的镀层质量良好,厚度在合理范围内。