PCBA焊接标准
- 格式:ppt
- 大小:2.63 MB
- 文档页数:55
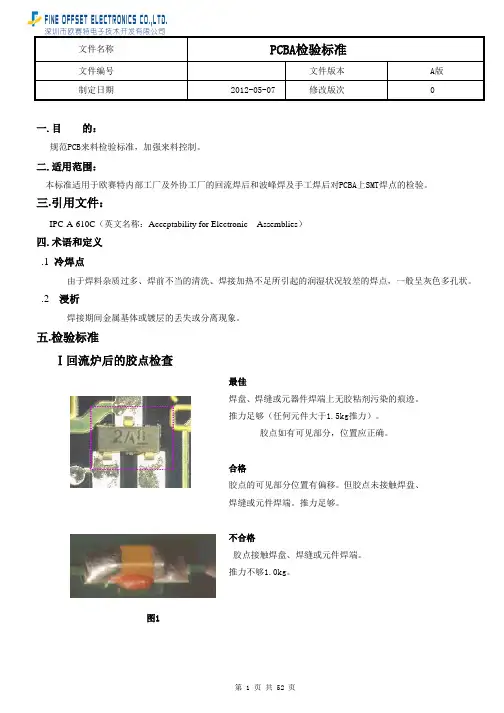
一.目 的:规范PCB 来料检验标准,加强来料控制。
二.适用范围:本标准适用于欧赛特内部工厂及外协工厂的回流焊后和波峰焊及手工焊后对PCBA 上SMT 焊点的检验。
三.引用文件:IPC-A-610C (英文名称:Acceptability for Electronic Assemblies )四.术语和定义 .1 冷焊点由于焊料杂质过多、焊前不当的清洗、焊接加热不足所引起的润湿状况较差的焊点,一般呈灰色多孔状。
.2 浸析焊接期间金属基体或镀层的丢失或分离现象。
五.检验标准Ⅰ回流炉后的胶点检查图1最佳焊盘、焊缝或元器件焊端上无胶粘剂污染的痕迹。
推力足够(任何元件大于1.5kg 推力)。
胶点如有可见部分,位置应正确。
合格胶点的可见部分位置有偏移。
但胶点未接触焊盘、焊缝或元件焊端。
推力足够。
不合格胶点接触焊盘、焊缝或元件焊端。
推力不够1.0kg 。
Ⅱ焊点外形⑴片式元件——只有底部有焊端只有底面有金属化焊端的分立片式元件、无引线片式载体和其它元件,它们必须满足的尺寸和焊缝要求如下。
(注:焊端悬出是指焊端自身相对于焊盘的伸出量。
)表1 片式元件——只有底部有焊端的特征表图2注意:侧悬出不作要求。
2、端悬出(B)图3不合格有端悬出(B)。
3、焊端焊点宽度(C )图4最佳焊端焊点宽度等于元件焊端宽度(W )或焊盘宽度(P )。
合格焊端焊点宽度不小于元件焊端宽度(W )的75%或焊盘宽度(P )的75%。
不合格焊端焊点宽度小于元件焊端宽度(W )的75%或小于焊盘宽度(P )的75%。
4、焊端焊点长度(D )图5最佳焊端焊点长度(D )等于元件焊端长度。
合格如果符合所有其他焊点参数的要求,任何焊端焊点长度(D )都合格。
5、最大焊缝高度(E )不规定最大焊缝高度(E )。
6、最小焊缝高度(F )图6不规定最小焊缝高度(F )。
但是,在焊端的侧面上能明显看见润湿良好的角焊缝。
7、焊料厚度(G )图7合格形成润湿良好的角焊缝。

pcba焊接标准PCBA焊接标准。
PCBA(Printed Circuit Board Assembly)焊接是电子制造中非常关键的一个环节,它直接影响着PCBA的质量和可靠性。
因此,制定并严格执行PCBA焊接标准是非常重要的。
本文将就PCBA焊接标准进行详细介绍,希望能够对相关人员有所帮助。
首先,PCBA焊接标准的制定应该遵循国家相关标准和行业规范。
在中国,电子行业的焊接标准主要参照GB/T 9458-2008《电子元器件焊接规范》和IPC标准进行制定。
这些标准包括了焊接工艺、焊接材料、焊接设备、焊接质量要求等方面的内容,是PCBA焊接质量管理的重要依据。
其次,PCBA焊接标准应该明确各种焊接工艺的要求。
比如,对于表面贴装技术(SMT)的焊接,要求焊接温度、焊接时间、焊接压力等参数的控制;对于插件焊接技术(THT)的焊接,要求焊接锡丝的直径、锡膏的涂布厚度、焊接头部的镀锡等要求都应该有详细规定。
只有严格按照标准要求执行,才能够保证焊接质量的稳定和可靠性。
此外,PCBA焊接标准还应该规定焊接质量的检验方法和标准。
检验方法主要包括目视检查、X光检查、AOI检查、ICT测试等,这些方法可以全面、多角度地检验焊接质量,确保PCBA的焊接质量符合标准要求。
而焊接质量标准则是对焊接缺陷的种类、数量、位置等方面进行详细规定,以便于对焊接质量进行评判和管理。
最后,PCBA焊接标准的执行需要全员参与,形成全员参与的焊接质量管理体系。
从焊接操作人员到质量管理人员,每个环节都应该严格执行焊接标准,确保每一块PCBA的焊接质量都符合标准要求。
只有形成了全员参与的焊接质量管理体系,才能够真正保证PCBA焊接质量的稳定和可靠。
总之,PCBA焊接标准是保证PCBA焊接质量的重要依据,它的制定和执行对于提高PCBA质量、降低不良率、提高生产效率都具有重要意义。
因此,我们应该充分重视PCBA焊接标准的制定和执行,不断完善和改进,以满足不断变化的市场需求和客户需求。

pcba的焊接温度【原创版】目录一、PCB 板焊接温度的概念与重要性二、PCB 板的种类与焊接温度的差异三、焊接温度对 PCB 板焊接质量的影响四、如何控制 PCB 板焊接温度五、总结正文一、PCB 板焊接温度的概念与重要性PCB 板,即印刷电路板,是电子元器件的支撑体,是电子元器件电气连接的提供者。
随着手机往轻薄方向的发展,传统的锡焊焊接已经不适合用于某些轻薄型电子设备。
因此,了解 PCB 板焊接温度对于保证焊接质量至关重要。
二、PCB 板的种类与焊接温度的差异PCB 板的种类繁多,常见的有 fr-4 系列、cem 系列及特殊板材(金属板材,teflon 系列)等。
各种板材中的成分不同,耐高温性能也有所差异。
一般来说,有铅产品在 245 度左右,无铅产品在 280 度左右。
无卤素板材只是为了满足某种需要(如:ROHS,或对有害物质的限制),一般上没有什么区别。
fr-4 分高 tg 与普通 tg,前者比后者耐高温。
三、焊接温度对 PCB 板焊接质量的影响焊接温度对于 PCB 板的焊接质量至关重要。
温度过低,焊接不牢固;温度过高,会导致元器件或 PCB 板损坏。
因此,在焊接过程中,需要严格控制焊接温度。
四、如何控制 PCB 板焊接温度对于手工焊接,一般应将焊接温度控制在 240—280 度标准范围之内,设置温度与电烙铁温度之差应尽量小。
对于设备焊接,预热区、保温区、再流焊接区、冷却区等不同区域的温度控制也需要根据不同板子进行精确把握。
此外,选择优质的焊锡和焊接设备也是保证焊接温度稳定的关键。
五、总结PCB 板焊接温度对于保证焊接质量至关重要。
在选择焊接温度时,需要综合考虑 PCB 板的种类、成分、焊接方式等因素。
