压紧弹簧座模具设计说明书
- 格式:doc
- 大小:1.06 MB
- 文档页数:27

塑性成形工艺与模具设计课程设计说明书设计题目:压紧弹簧座拉深模具设计班级:机械114班姓名:程旗凯学号: 11550411指导教师:李凝2014年12月目录第1章概述 (1)1.1研究课题的目的和意义 (1)1.2国内外研究概况及发展趋势 (1)第2章冲压件工艺性分析 (4)2.1课题设计 (4)2.2工艺性分析 (5)2.3毛坯形状、尺寸和下料方式的确定 (5)2.3.1毛坯尺寸确定 (5)2.3.2搭边值选取 (6)2.3.3 排样和材料的利用 (6)2.4冲模结构的确定 (8)第3章主要设计计算 (9)3.1拉深工艺规划 (9)3.1.1拉深次数的确定 (9)3.1.2拉深尺寸计算 (10)3.1.3拉深工艺力计算 (11)3.2冲裁工艺规划 (11)3.3压力机吨位确定 (12)3.4压力中心的确定 (13)3.5凸,凹模尺寸计算 (14)第4章模具总体设计 (16)4.1模具类型的选择 (16)4.2定位方式的选择 (16)4.3卸料﹑出件方式的选择 (16)4.3.1 出件方式选择 (16)4.3.2 卸料方式选择 (16)4.4导向方式的选择 (17)4.5拉深凸模结构的设计 (17)4.6凹模结构的设计 (17)4.7凸凹模的的结构设计 (19)第5章模具装配与冲压设备校核 (21)5.1模具装配 (21)5.2冲压设备的选择 (22)5.3模具闭合高度的校核 (22)第1章概述1.1研究课题的目的和意义近年来,由于模具技术的迅速发展,模具设计与制造已成为一个行业越来越来引起人们的重视。
模具是现代工业生产中重要的工艺装备,他在各种生产行业,特别是冲压和塑料成形加工中,应用极为广泛。
我国模具工业总产值中,冲压模具的产值约为50%。
现代模具技术的发展,在很大程度上依赖于模具标准化的程度,优质模具材料的研究,先进的模具设计和制造技术,专用的机床设备及高水平的生产技术管理等等,但其中模具设计是至关重要的一个方面。
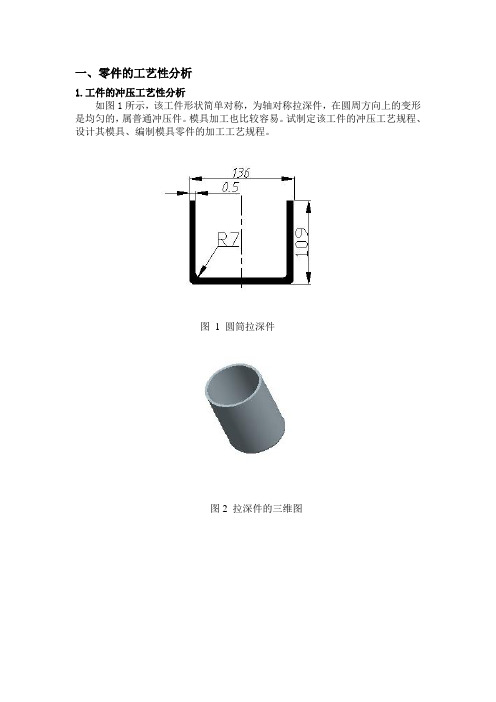
一、零件的工艺性分析1.工件的冲压工艺性分析如图1所示,该工件形状简单对称,为轴对称拉深件,在圆周方向上的变形是均匀的,属普通冲压件。
模具加工也比较容易。
试制定该工件的冲压工艺规程、设计其模具、编制模具零件的加工工艺规程。
图1 圆筒拉深件图2 拉深件的三维图2.工件材料化学成分和机械性能分析(1)材料分析工件的材料为08钢,属于优质碳素结构钢,优质沸腾钢,强度、硬度低,冷变形塑性很好,可深冲压加工,焊接性好。
成分偏析倾向大,时效敏感性大,故冷加工时应采用消除应力热处理或水韧处理,防止冷加工断裂。
08钢的主要机械性能如下:σ(兆帕) 280-390抗拉强度bσ(兆帕) 180屈服强度s抗剪强度(兆帕) 220-310延伸率δ 32%(2)结构分析工件为一窄凸缘筒形件,结构简单,圆角半径为r=7,厚度为t=0.5mm,满足筒形拉深件底部圆角半径大于一倍料厚的要求,因此,零件具有良好的结构工艺性。
(3)精度分析工件上尺寸均为未注公差尺寸,普通拉深即可达到零件的精度要求。
经上述分析,产品的材料性能符合冷冲压加工要求。
在零件工艺性分析的基础上制定其工艺路线如下:零件的生产包括落料、拉深(需计算确定拉深次数)、修边(采用机械加工)等工序,为了提高生产效率,可以考虑工序的复合,经比较决定采用落料与第一次拉深复合。
二、工件的拉深工艺分析及计算1.毛坯尺寸计算(1)计算原则相似原则:拉深前坯料的形状与拉深件断面形状相似;等面积原则:拉深前坯料面积与拉深件面积相等。
(2)计算方法由以上原则可知,旋转体拉深件采用圆形毛坯,其直径按面积相等的原则计算。
计算坯料尺寸时,先将拉深件划分为若干便于计算的简单几何体,分别求出其面积后相加,得拉深件总面积A。
图3 拉深件的坯料计算如图3所示,筒形件坯料尺寸,将圆筒件分成三个部分,每个部分面积分别为:(3)确定零件修边余量由于板料的各向异性和模具间隙不均等因素的影响,拉深后零件的边缘不整齐,甚至出现耳子,需在拉伸后进行修边。

弹簧片冲压模具设计扬州市职业大学模具设计与制造综合实训课程设计题目弹簧片冲压模具设计院系机械工程学院专业班级09模具(2)姓名徐亚学号**********指导教师孙庆东2011年12 月08 日5弹簧片冲压模具设计2 2摘 要随着冲压模具行业的不断发展,各种产品的设计和产品的最终形成越来越与之密切相关。
本文针对弹簧片冲压模具设计的应用进行阐述。
该模具设计首先对弹簧片零件结构进行工艺分析和工艺方案的优化选择,然后进行模具结构形式的确定,排样图设计,总的冲压力计算(计算了冲压过程中所需要的各种冲压工艺力,包括落料力、卸料力、压边力、弯曲力、顶料力等,并对压力机进行了合理的吨位初选)及压力中心计算,刃口尺寸计算,弹簧、橡胶件的计算和选用,凸模、凹模或凸凹模结构设计以及其他冲模零件的结构设计,绘制模具装配图和工作零件图。
该零件的制造采用级进模具分步进行,通过下料、冲孔(冲Φ6孔)、切边(先切左边后弯后切右边)、弯曲(先预弯再弯曲)、落料、检验对弹簧片零件进行加工。
这几部工艺用一种模具对同一工件进行生产,减轻模具的复杂度和模具设计的经济成本。
关键词:弹簧片;级进模;工艺分析弹簧片冲压模具设计3 3目 录引言(绪论)一、冲裁件工艺性分析 (8)二、确定冲压工艺方案 (9)三、确定模具结构形式 (9)四、工艺计算 (9)1.计算毛坯尺寸 (9)2.排样图设计 (10)3.计算材料利用率η (11)4.冲压力计算 (12)5.初选压力机 (13)6.计算压力中心 (15)7.步距精度计算 (15)8.凸、凹模刃口尺寸计算 (17)9.卸料板孔口尺寸计算 (18)10.凸模固定板孔口尺寸计算 (20)五、填写冲压工艺卡 (21)六、模具结构设计 (21)1.凹模设计 .................................................................................... 21 2选择模架及其他冲模零件尺寸设计 . (22)七、模具总装配图及零件图 (22)八、校核压力机安装尺寸 (22)九、编写技术条件 (22)十、凹模零件加工工艺设计 (22)1.工艺性分析 (22)2.模具材料及热处理分析 (23)3.重要技术条件要求 (23)4.拟定工艺路线 (23)5.选择毛坯的制造方式 (24)6.制定凹模零件的工艺规程 (24)7.漏料孔的加工 (24)8.锻件毛坯下料尺寸与锻压路线确定 ...................................................... 25 小结 ............................................................................................... 25 致谢 .. (26)4弹簧片冲压模具设计参考文献 (26)4弹簧片冲压模具设计绪论本次实训设计的零件是弹簧片,弹簧片是主要用于机械工业和汽车工业中的附属零件。


液压阀弹簧座冲压工艺分析及模具设计摘要本课题认真分析了液压阀弹簧座的结构和成形工艺,计算了毛坯尺寸和冲压力的大小。
设计了排样图及模具结构和尺寸,说明了模具结构的特点等。
具体分析了复合模单工位正装和落料拉深的工艺,设计了排样图和模具结构图,说明了该模具结构的特点,该模具的上模固定板、下模固定板具有高精度的长寿命,一步成形而且重复装配精度高,可快速定位导料板,卸料板上安装到上模座上。
通过这次设计为以后从事模具设计方面打下了很好的基础,同时为在校时了解模具行业的发展方向也时很有必要的.关键词:模具,冲压,落料,拉深HYDRAULIC VALVE SPRING SEAT DESIGN OFSTAMPING PROCESS ANALYSIS AND DIE DESIGNABSTRACTHydraulic valve spring seat of the structure and forming technology is seriously analyzed by this topic. The size of the blank dimensions and impact force was calculated. Layout drawing and the die structure size is designed. Shows the characteristics of die structure, etcComposite modulus of simplex bit suits and blanking, deep drawing process were detailed analyzed. Layout diagram and the die structure were designed. The mould on the fixed mould plate, a lower die plate is of high precision long life, that one step forming and repeated a ssembly of high precision. It can quickly locate guide plate, stripper plate mounted to the mold base.Through this design for future engaged in mold design has laid a good foundation, at the same time as the school know when the mold profession the development direction of also very be necessary.KEY WORDS: Mold, Stamping, Blanking, Deep drawing目录前言 (1)第1章零件的冲压工艺性分析 (4)1.1零件的工艺性分析 (4)1.1.1工件结构分析 (4)1.1.2确定最佳工艺方案 (4)第2章毛坯计算 (6)2.1修边余量的确定 (6)2.1.1能否一次拉深的判断 (7)2.1.2零件的排样及利用率 (9)2.1.3压力计算,压力中心及压力机的选用 (10)第3章模具结构设计及校核 (14)3.1复合模的功能结构 (14)3.1.1复合模结构设计原则 (14)3.1.2设计概要 (15)3.2工作机构设计 (16)3.2.1导料及定距机构设计 (21)3.2.2卸料机构的设计 (21)3.2.3固定机构的设计 (22)3.2.4导向机构设计 (23)3.2.5垫板的设计 (23)结论 (26)谢辞 (27)参考文献 (28)前言作为一个马上将毕业的机械系机械设计制造及其自动化的学生来说,4年专业知识的学习,为以后从事模具设相关计打下了一定的基础,在校期间了解模具行业的发展方向也时很有必要的,它有利于我把握自己的学习方向,不断的提高自己相关专业素养。

压紧弹簧座冷冲压工艺与模具设计(Technological analysis of the Compress spring Block and design of the die)摘要在此次设计中分析了压紧弹簧座冲压件的结构及工艺性。
详细介绍了圆筒形拉深件的毛坯展开尺寸的计算方法及工序计算,通过对零件的工艺分析,改进了工艺方案,确定了合理的冲压工艺方案。
为了减少模具的投入取得良好效果,设计了落料-拉伸、冲孔-整形两套复合模具,用一套复合模来完成落料拉深工序,用另一套复合模来完成拉深兼整形工序;并介绍了冲压各工序模具的结构特点及工作过程,并对模具主要零件的设计制造作了介绍;对落料拉深模具结构的设计、模具关键参数的选取以及模具工作过程作了阐述;该模具结构合理、可靠、工作稳定,能保证产品质量,对相同类型零件的模具设计具有参考作用。
关键词:冲压工艺;模具设计;弹簧座;中批AbstractThe structure and the technological process of the compress spring block were analyzed .The calculation of the performs cylinder-shaped draw blacking and the process were introduced in the design .By the technology analysis of the parts; the paper improves the technical scheme. Appropriate stamping process plan was determined through the analysis of forming process of compress spring block parts. Over the punching process analysis to parts, two compound dies are designed, a set of procedures of compound die to complete blanking and drawing are used. Another compound die is to complete drawing and sizing. The structure and working process of die on each operation were introduced. As well as, the main parts design and manufacture of die are stated.Key Words: Hurtle to press the craft; the molding tool design; spring block; Medium batch目录摘要 (2)Abstract (3)文献综述 (5)1 引言 (12)2 零件分析(本设计计算所涉查表、图、公式均取自《冲压手册》) (12)2.1 零件的生产纲领及生产类型 (12)2.2 零件的功用与经济性分析 (12)2.3 零件的工艺性分析 (12)3 冲压工艺方案的分析与确定 (13)3.1 工序性质与数量的确定 (13)3.2 冲压工艺方案的确定 (14)4 主要工艺参数计算 (15)4.1确定排样与裁板方案 (15)4.2 确定中间各工序件尺寸(按中线尺寸计算) (15)5 计算各工序冲压力选择冲压设备,设计冲模及其主要零部件 (18)6 结束语 (27)参考文献 (27)致谢 (29)文献综述近几十年来,冲压技术有了飞速的发展,它不仅表现在许多新工艺与新技术在生产中的广泛应用上,更重要的是人们对冲压技术认识与掌握的程度有了质的飞跃。

(一)零件工艺性分析工件为图1所示的落料冲孔件,材料为Q235钢,材料厚度1mm ,生产批量为大批量。
工艺性分析内容如下:1.材料分析Q235为普通碳素结构钢,具有较好的冲裁成形性能。
2. 结构分析零件结构简单对称,无尖角,对冲裁加工较为有利。
零件一端有一圆孔,孔的尺寸为9mm ,满足冲裁最小孔径min d ≥mm 20.1=t 的要求。
另外,经计算孔距零件外形之间的最小孔边距为4.5mm ,满足冲裁件最小孔边距min l ≥mm t 5.15.1=的要求。
所以,该零件的结构满足冲裁的要求。
3. 精度分析:零件上有4个尺寸标注了公差要求,由公差表查得其公差要求都属IT13,取75.0=x ,所以普通冲裁可以达到零件的精度要求。
对于凸凹模分别按IT6级和IT7级加工制造。
由以上分析可知,该零件可以用普通冲裁的加工方法制得。
图1 工件图(二)冲裁工艺方案的确定零件为一落料冲孔件,可提出的加工方案如下: 方案一:先落料,后冲孔。
采用两套单工序模生产。
方案二:落料—冲孔复合冲压,采用复合模生产。
方案三:冲孔—落料连续冲压,采用级进模生产。
方案一模具结构简单,但需两道工序、两副模具,生产效率低,零件精度较差,在生产批量较大的情况下不适用。
方案二只需一副模具,冲压件的形位精度和尺寸精度易保证,且生产效率高。
尽管模具结构较方案一复杂,但由于零件的几何形状较简单,模具制造并不困难。
方案三也只需一副模具,生产效率也很高,但与方案二比生产的零件精度稍差。
欲保证冲压件的形位精度,需在模具上设置导正销导正,模具制造、装配较复合模略复杂。
所以,比较三个方案欲采用方案二生产。
现对复合模中凸凹模壁厚进行校核,当材料厚度为1mm 时,可查得凸凹模最小壁厚为4.27mm ,现零件上的最小孔边距为4.5mm ,所以可以采用复合模生产,即采用方案二。
(三)零件工艺计算 1.刃口尺寸计算根据零件形状特点,刃口尺寸计算采用分开制造法。

本科学生毕业设计弹簧片冲压模具设计院系名称:机电工程学院专业班级:_______ 材控]]_1 ___________ 学生姓名:刘及红__________ 指导教师:翁江翔__________ 职称:副教授__________黑龙江工程学院二O—五年六月The Graduation Design for Bachelor^ s Degree Stamping Die Design for Spring PlateCandidate: Liu YuhongSpecialty: Material Forming and Control Engineering Class: 11~1Supervisor: Associate Prof. Weng JiangxiangHeilongjiang Institute of Technology2015 • 6 Harbin通过对弹簧片零件的工艺分析,确定用高效可靠的级进模生产,用夹持送料机构解决了条料的送进问题,双侧刃确定步距和导向,排样采用单排样,解决了制件弯曲回弹,并对送料机构进行了力学分析,推导出了拉簧和扭簧的设计公式,对拉簧做了可靠性分析,保证了送料的可靠性。
关键词:多工位级进模;弹簧片;自动送料机构;拉簧;侧刃;扭簧;可靠性ABSTRACTThrough to presses the reed components the craft analysis, determined uses the highly effective reliable level to enter the mold production, the solution strip mat erial which the use pull feed organization succeeds delivers the question, a double side edge control step of distance, arranged the type way to use the single line type , the success solution work piece curving snapping back, and has carried on mechanics analysis to the feed mechanism, and inferred the extension spring and the torsional spring design formula, Has made the fail-safe analysis to the extension spring, has guaranteed the feeding reliability.Keywords: The Multi-locations Level Enters The Mold; Feed Control Organization; Presses The Reed; Side Edge; Extension Spring; Torsional Spring ; Reliability・Ill / 61摘要 (I)Abstract (II)第1章绪论 (1)1.1课题的来源及背景 (1)1.2冲压模具的发展现状 (1)1.3冲压模具的发展趋势 (4)第2章弹簧片级进模设计 (5)2.1弹簧片零件工艺分析 (5)2.2工艺计算 (7)2.3排样及排样图设计 (7)2.3. 1计算材料利用率 (9)2.3.2条料宽度的确定 (11)2. 3. 3导料板间距离 (12)2.4计算冲裁力 (13)2. 4. 1计算卸料力及推件力 (15)2.5计算弯曲力 (16)2.5. 1校正弯曲力 (17)2.5.2弯曲回弹量的确定 (17)2. 5. 3计算顶件力和压料力 (19)2. 6总冲压力和选择压力机 (19)2.6.1冲压设备类型的选择 (19)2.6.2确定设备的规格 (20)2.7计算模具压力中心 (21)2.8冲裁模具间隙及凹模、凸模工作部分尺寸计算 (23)2.9凸模和凹模的结构设计 (25)2. 9. 1凹模设计 (25)2.9.2凹模的刃口形式 (26)2. 9. 3模架选择及相关零件的选择 (26)2.9.4凸模设计 (27)2.9.5校核凸模强度 (31)2. 9. 6校核压应力 (34)2.9.7计算凸模垫板承压 (35)2.9.8定距侧刃 (36)2. 9. 9导柱、导套 (36)2. 9. 10卸料螺钉 (36)2.9. 11导正销的设计 (37)2.9. 12选择模柄 (38)2. 10弹簧和橡胶零件的设计 (38)2. 11模具的工作原理 (42)2.12本章小结 (42)第3章自动送料机构 (44)3.1自动送料机构的分类 (44)3.2自动送料机构的选择 (44)3.3本章小结 (46)第4章绘制模具总装配图 (47)第5章工程影响分析 (48)结论 (49)参考文献 (51)致谢 (52)第1章绪论1.1课题的来源及背景自改革开放以来,我国经济高速发展,市场需求越来越大。

一、产品工艺性分析本设计采用单一冲裁工序,操作简单。
落料件材料采用Q235冷轧板,Q235冷轧板是中碳结构用钢板, 屈服强度为235MPa,抗拉强度大于400MPa,强度较高,具有良好的综合性能,适合冷冲压,在表面和强度均有较高要求时使用。
由于这次设计的冲压工件为L型,工件结构简单,名义尺寸分别为L×W×H=46×34×1.5mm,属中小型工件,工件的尺寸公差为46022.0-,34022.0-,2010.0+和2010.0+,精度要求较高。
综上所述,该工件属于轮廓成型,工艺简单,可大批量生产,适合采用冲压加工工艺。
二、工艺方案及模具结构方案构思工艺:本设计采用单一冲裁工序(落料),模具卸料板采用弹性卸料板。
1、整体说明:(1)上、下模板之间采用导向零件的目的。
导向零件是为了保证上、下模板运动时能够精确对准而设置的导向部件,起导向定位作用;而且精确、可靠的导向系统有利于减少模具工作零件的磨损,降低凸、凹模啃伤,提高模具的寿命,同时也提高了零件的尺寸精度。
(2)采用弹性卸料板的理由。
由于本次设计所采用的冲裁料厚度为1.5mm,而弹压卸料板主要用于冲裁料厚度在 1.5mm以下的板料,而且弹性卸料板具有卸料和压料的双重作用,弹压卸料板提的供压料力可以防止条料不平或翘曲,从而冲压时零件变形小,平整度高,而且本模具所需的卸料力不大,适合采用弹性卸料板。
2、凸模采用全长统一尺寸(等断面)的理由。
等截面直通式凸模便于成型磨削和线切割加工,适于冲压非圆形的中小冲压件。
淬火时下2/3为硬状态,上1/3保持为软状态用于紧配合。
3、①凹模外形设计为矩形的理由(内部结构如下图)。
对于标准件,凹模的形状应根据冲压件形状选用,本设计冲压件外形为矩形,故凹模也要设计为矩形。
②工件段高度为8mm,出口段、内孔表面为直柱面(不用斜面)的理由。
直柱面便于成型磨削和线切割加工,有利于提高冲压质量,适于冲压非圆形的中小冲压件,。

®Ultra Force® 超压力氮气弹簧 U 系列超强压力,矮小形氮气弹簧• 初始力可高达22吨• UltraPak™ 专利活塞套可确保弹簧经久耐用• 可适用于独立式或排管式应用电话:72高强压力 + 紧凑高度 = Ultra Force ®针对于有些闭合高度受限的冲压模具,DADCO 的U 系列氮气弹簧将是设计中最理想的选择. U 系列的氮气弹簧在紧凑的缸体高度内可产生高强的压力,表面初始压力最高可达22吨.在现有和新开发的U 系列产品中,您可对缸体的尺寸,行程和法兰进行多种选择.多种排管选择越来越多的客户已经意识到采用排管系统,通过在模具的外部随时对所有弹簧进行监视,控制和调节对提高生产效益所带来的益处.DADCO 特为排管系统在管路的规格,连接部件,控制面板和所用设备等方面为客户提供了广泛的选择性,从而简化了排管操作工艺.更多的排管信息请参照26页.可调节压力为了方便客户使用,独立式弹簧在出厂时已按定购要求冲气完毕,可直接用于安装使用. 如果一旦需要对压力进行调解,通过位于缸体底部的充气和排气端口,对压力进行安全和便利的操作.高品质的结构为了确保U 系列产品具有超长的使用寿命,设计上采用了高品质结构特点:在U400-U20000的产品规格中,安装了整体式活塞杆,且采用了双唇活塞杆密封技术,使其具有卓越的负载能力和耐磨性能.UltraPak™ 专利技术 (U.0400 - U.20000)U 系列产品融合了当今最高的氮气弹簧技术和专利的UltraPak ™活塞套技术.UltraPak ™活塞套采用了高级的材料 在提高了产品性能的同时,又缩小了活塞套的外形.UltraPak ™由一个活塞刮垢器,活塞杆密封圈,延长弹簧使用寿命的导向装置,润滑装置和防污装置所构成.具有优越的耐磨特征.当与DADCO 超精密加工的活塞杆结合在一起的时候,对于紧凑高度的氮气弹簧系列来说,UltraPak ™密封系统将是最佳的解决方案.在线CAD 模式DADCO 的全部产品系列都提供有PDF 形式的在线产品目录和2D 及CAD 格式的使用说明.更多的详细信息,请访问我公司对网址 ,或联系DADCO .美国DADCO 公司提供的产品,不但具有最高的产品品质,其价格也具有相当的竞争力,且同时提供优质和上乘的售后服务.公司始建于1958年,是世界上为冲压模具生产氮气弹簧最多的生产厂商.DADCO 的产品在全球范围内多种行业中已得到了广泛的认证和应用.其中主要包括金属冲压,汽车行业和注塑行业等.全球氮气弹簧技术的领导者客户满意度DADCO 的服务宗旨是:“尽一切所能使客户满意”. DADCO 将随时向客户提供任何可能的协助,保证我们的客户达到完全的满意.DADCO 的内部销售人员和全球各地的代理商都具有良好的产品知识和定向决解问题的能力,将热忱地为我们的客户提供帮助和咨询.DADCO 的技术工程人员就客户特定的应用方案随时满足技术咨询和提供技术协助.快捷的配送DADCO 拥有的现代化的11,600m 2主生产基地和众多的卫星生产基地确保了在同行业中具有最快的生产和配送能力.产品可通过直接发送或通过训练有素的代理商营销网络在全球范围内提供配送支持.品质保障DADCO 保证其U系列的氮气弹簧自出厂之日起一年内,产品在质量和材料上没有缺陷.3电话:7ødøD < øD/2C> C/2U.0175/U.0325:øD +.1 +.4排污孔U.0400-U.20000:øD +.3 +.8DADCO 为了满足不同客户对不同形式的法兰安装要求,特提供了多种形式和规格的法兰盘。

目录一、确定断面尺寸及片数 ------------------------------------------------------------------------ 2二、确定各片钢板弹簧的长度 ------------------------------------------------------------------ 4三、钢板弹簧的刚度验算 ------------------------------------------------------------------------ 5四、钢板弹簧总成在自由状态下的弧高及曲率半径计算。
------------------------------- 7H ------------------------------------------------------------------------------------ 71.钢板弹簧总成在自由状态下的弧高02.钢板弹簧各片自由状态下曲率半径的确定 -------------------------------------------------------------------------------- 8五、钢板弹簧总成弧高的核算 ---------------------------------------------------------------- 10六、钢板弹簧的强度验算 ---------------------------------------------------------------------- 11二、(修改)确定各片弹簧长度--------------------------------------------------------------- 12三、(修改)钢板弹簧的刚度验算 ------------------------------------------------------------ 14四、(修改)钢板弹簧总成在自由状态下的弧高及曲率半径计算 --------------------- 15五、(修改)钢板弹簧总成弧高的核算 ------------------------------------------------------ 17六(修改)钢板弹簧的强度验算 ------------------------------------------------------------- 18七、钢板弹簧各片应力计算 ------------------------------------------------------------------- 18八,设计结果 ------------------------------------------------------------------------------------- 20九、参考文献 ------------------------------------------------------------------------------------- 21十、附总成图 ----------------------------------------------------------------- 错误!未定义书签。

模具弹簧标准
一、弹簧材料
模具弹簧的材料应采用高品质的合金钢,如65Mn、50CrVA等。
这些材料具有高的弹性模量、抗拉强度和屈服强度,能够保证弹簧的力学性能和耐久性。
二、弹簧尺寸
模具弹簧的尺寸应符合设计要求,弹簧的直径、圈数、节距等参数应符合行业标准或企业标准。
对于不同用途的弹簧,尺寸规格也有所不同,如用于侧向压合模具的弹簧需考虑其压缩长度和弹性。
三、弹簧刚度
弹簧刚度是描述弹簧在单位受力作用下产生变形量的物理量。
在模具设计中,应根据所需弹簧的刚度值进行选择。
一般来说,弹簧刚度越大,产生的弹力越大,适用于大型、厚重的模具;反之,适用于小型、轻型的模具。
四、弹簧承载能力
弹簧的承载能力应满足模具的使用要求。
在选择弹簧时,需考虑其最大负荷能力、工作负荷范围以及疲劳寿命等因素。
对于需要频繁使用或承受较大冲击力的模具,应选择承载能力较高的弹簧。
五、弹簧使用寿命
弹簧的使用寿命取决于其材料、制造工艺、工作环境等因素。
在保证弹簧承载能力和刚度的前提下,应尽量选择使用寿命较长的弹簧。
六、弹簧外观质量
弹簧的外观质量应符合要求,表面应光滑、无裂纹、锈蚀等现象。
此外,弹簧的圈数和节距应均匀,无明显偏差。
七、弹簧性能测试
在生产过程中和成品出厂前,应对模具弹簧进行性能测试,以确保其符合设计要求和使用性能。
测试项目应包括弹簧的弹性模量、抗拉强度、屈服强度、疲劳寿命等指标。
测试方法可参照相关标准或企业标准进行。

一设计内容设计一套如下图所示的零件成型模具二设计要求1.完成详尽的设计说明书一份2.完成模具装配图一份3.完成零件及模具的三维设计三模具设计的意义冲压成型工艺与模具设计是材料成型及控制工程专业的基础课程,通过模具的课程使我们加强对课程知识的理解,在掌握材料特性的基础上掌握金属成型工艺,掌握一般模具的基本构成和设计方法,为我们进一步发展打下坚实的理论实践基础。
四零件工艺性分析一)零件的尺寸精度从零件图上可以看出,零件尺寸全部按照IT14级尺寸精度,查公差尺寸表确定零件各构成尺寸在实际冲压中的公差为:2±、9.5±、5.2±、3±、6±、5±二)零件结构工艺零件外形简单,结构对称,零件中有三处弯曲,一处为L型弯曲,一处为U型弯曲,一处为多弯成型,由图可知,零件为薄型零件,,零件尺寸精度和位置精度只是一般要求,且零件的相对弯曲半径都大于最小相对弯曲半径,以上条件都适合弯曲。
(一)确定工艺方案由图可知,零件冲压生产所需的基本工序有弯曲、落料两种工序,因此,可能的冲压方案有:1:全部单工序生产即:落料,弯曲2:采用级进模生产由于零件尺寸较小,根据零件外形尺寸和坯料厚度,以及生产过程中的操作方便以及精度要求的角度出发,易采用单工序模具生产。
(二)零件坯料展开如图所示(三)零件排样1:根据零件的结构特点:材料较薄,尺寸小,且要求工件纹向为.45,因此采用Q11——3*1200型号剪床(《模具设计手册》)下料,且排样为有废料排样,沿冲件外形冲裁,在冲件周边都有搭边,冲件尺寸完全由冲模来确定,因此模具寿命较长,但材料利用率较低。
2计算条料宽度:根据零件形状,及排样方法,查《冲压模具设计手册》,工件之间搭边值为1.8,工件与侧搭边值为2,条料是有板料裁剪下料而得,为保证送料方便,规定其上偏差为0,下偏差为—△,0max 1(2)B D a ∆∆=+⨯式中Dmax —条料宽度方向冲裁件的最大尺寸;a 1---冲裁件之间的搭边△—板料剪裁下的偏差;(其值查表5)可得△=0.4mmB 0△=00.42222.822422-⎛⨯+⨯+⨯ ⎝⎭=00.422.03-故条料宽度为22.03mm 。


冲压模具弹簧固定座设计文1. 引言冲压模具是制造工业中常用的一种模具,用于将金属或非金属材料加工成所需形状的工艺设备。
在冲压模具中,弹簧固定座是一个关键组件,它用于保持弹簧的稳定位置,确保模具顺利运行。
本文将介绍冲压模具弹簧固定座的设计原理和方法。
2. 设计原理弹簧固定座的设计目标是保证弹簧的稳定性和可靠性。
在冲压模具中,弹簧固定座需要承受冲击和振动,并确保弹簧不会脱落或移位。
为了实现这一目标,以下是一些设计原理需要考虑的要点:2.1 强度和刚度弹簧固定座需要具备足够的强度和刚度,以承受冲击和振动的力。
材料的选择和结构的设计都需要考虑到这些因素。
一般来说,采用高强度和高刚度的材料,并设计合理的结构,可以提高弹簧固定座的性能。
2.2 防止脱落和移位弹簧固定座在使用过程中需要防止弹簧的脱落和移位。
为了实现这一点,可以采用以下设计措施:•增加弹簧固定座和弹簧之间的摩擦力,例如通过使用橡胶垫片或增加固定座的接触面积。
•设计合理的固定结构,包括螺栓、夹紧装置等。
•增加辅助固定装置,如销、销子等。
通过以上措施的合理运用,可以有效防止弹簧的脱落和移位,提高模具的使用寿命和稳定性。
2.3 安装和维护方便弹簧固定座的安装和维护需要足够的方便性,以提高工作效率和降低维护成本。
设计时应考虑以下因素:•设计合理的安装接口,方便安装和拆卸。
•设计易于调整和固定的结构,以便于维护人员进行调试和维护。
3. 设计方法基于以上原理,以下是弹簧固定座的设计方法的一般步骤:3.1 确定工作环境首先,需要明确弹簧固定座的工作环境,包括承受的力和振动情况。
这些信息将有助于选择合适的材料和设计结构。
3.2 选择材料根据工作环境和设计要求,选择适当的材料。
常用的材料包括铸铁、铝合金和钢等。
需要根据具体情况权衡材料的强度、刚度和成本等因素。
3.3 设计结构基于强度和刚度要求,设计合理的结构。
可以采用一些常用的设计原则,如平衡设计、增加结构支撑等。
塑性成形工艺与模具设计课程设计说明书设计题目:压紧弹簧座拉深模具设计班级:机械114班姓名:程旗凯学号: 11550411指导教师:李凝2014年12月目录第1章概述 (1)1.1研究课题的目的和意义 (1)1.2国内外研究概况及发展趋势 (1)第2章冲压件工艺性分析 (4)2.1课题设计 (4)2.2工艺性分析 (5)2.3毛坯形状、尺寸和下料方式的确定 (5)2.3.1毛坯尺寸确定 (5)2.3.2搭边值选取 (6)2.3.3 排样和材料的利用 (6)2.4冲模结构的确定 (8)第3章主要设计计算 (9)3.1拉深工艺规划 (9)3.1.1拉深次数的确定 (9)3.1.2拉深尺寸计算 (10)3.1.3拉深工艺力计算 (11)3.2冲裁工艺规划 (11)3.3压力机吨位确定 (12)3.4压力中心的确定 (13)3.5凸,凹模尺寸计算 (14)第4章模具总体设计 (16)4.1模具类型的选择 (16)4.2定位方式的选择 (16)4.3卸料﹑出件方式的选择 (16)4.3.1 出件方式选择 (16)4.3.2 卸料方式选择 (16)4.4导向方式的选择 (17)4.5拉深凸模结构的设计 (17)4.6凹模结构的设计 (17)4.7凸凹模的的结构设计 (19)第5章模具装配与冲压设备校核 (21)5.1模具装配 (21)5.2冲压设备的选择 (22)5.3模具闭合高度的校核 (22)第1章概述1.1研究课题的目的和意义近年来,由于模具技术的迅速发展,模具设计与制造已成为一个行业越来越来引起人们的重视。
模具是现代工业生产中重要的工艺装备,他在各种生产行业,特别是冲压和塑料成形加工中,应用极为广泛。
我国模具工业总产值中,冲压模具的产值约为50%。
现代模具技术的发展,在很大程度上依赖于模具标准化的程度,优质模具材料的研究,先进的模具设计和制造技术,专用的机床设备及高水平的生产技术管理等等,但其中模具设计是至关重要的一个方面。
利用模具生产零件的方法已成为工业上进行成批或大批生产的主要技术手段,它对于保证制品质量,缩短试制周期,进而争先进入市场,以及产品更新换代和新产品开发都具有决定性意义。
因此德国把模具成为”金属加工中的帝王”,把模具工业视为”关键工业”,美国把模具成为”美国工业的基石”,把模具工业视为”不可估量其力量的工业”,日本把模具说成”促进社会富裕繁荣的动力”把模具工业视为”整个工业发展的秘密”。
由于模具工业的重要性,模具成型工艺在各个工业部门得到了广泛的应用,使得模具行业的产值已经大大超过机床刀具工业的产值。
这一情况充分说明在国民经济蓬勃发展的过程中,在各个工业发达国家对世界市场进行激烈的争夺中,越多越多地采用模具来进行生产,模具工业明显地成为技术经济和国力发展的关键。
从我国的情况来看,不少工业产品质量上不去,新产品开发不出来,老产品更新速度慢,能源消耗指标高,材料消耗量大,这些都与我国模具生产技术落后,没有一个强大的先进的模具工业密切相关。
因此,要使国民经济各个部门获得高速发展,加速实现社会主义四个现代化,就必须尽快将模具工业搞上去,使模具生产形成一个独立的工业部门,从而充分发挥模具工业在国民经济中的关键的作用。
1.2国内外研究概况及发展趋势随着科学技术的不断进步和工业生产的迅速发展,许多新技术、新工艺、新设备、新材料不断涌现,促进了冲压技术的不断革新和发展。
其主要表现和发展方向如下。
⑴冲压成型理论及冲压工艺方面冲压成型理论的研究是提高冲压技术的基础。
目前国内外对冲压成型理论的研究非常重视,在材料冲压性能研究、冲压成型过程应力应变分析、板料变形规律研究及坯料与模具之间的相互作用研究等方面取得了较大进展。
特别是随着计算机技术的飞跃发展和塑性变形理论的进一步完善,近年来国内外已开始应用塑性成型过程的计算机模拟技术,即利用有限元等数值分析方法模拟金属的塑性成型过程,根据分析结果,设计人员可预测某一工艺方案成型的可行性及可能出现的质量问题,并通过在计算机上选择修改相关参数,可实现工艺及模具的优化设计。
这样既节省了昂贵的试模费用,也缩短了制造模具的周期。
⑵冲模设计与制造方面冲模是实现生产的基本条件。
在冲模的设计和制造基础上,目前正朝着以下两方面发展:一方面,为了适应高速、自动、精密、安全等大批量现代化生产的需要,冲模正向高效率、高精度、高寿命及多工位、多功能方向发展,与此相适应的新型模具材料及其表面热处理技术与表面处理,各种高效、精密、数控、自动化的模具加工机床和检测设备以及模具CAD/CAM技术也正在迅速发展;另一方面,为了适应产品更新换代和试制或小批量生产的需要,锌基合金冲模、聚氨酯橡胶冲模、薄板冲模、钢带冲模、组合冲模等各种简易冲模及其制造技术也得到了迅速发展。
⑶冲压设备和冲压生产自动化方面性能良好的冲压设备是提高冲压生产技术水平的基本条件,高精度、高寿命、高效率的冲模需要高精度、高自动化的冲压设备匹配。
近年来,为了适应市场的激烈竞争,对产品质量的要求越来越高,且更新换代的周期大为缩短,冲压生产为适应这一新的要求,开发了多种适合不同批量生产的工艺、设备和模具。
其中,无需设计专用模具、性能先进的转塔数控多工位压力机、激光切割和成型机、CNC折弯机等新设备已投入使用。
特别是近几年在国内外已经发展起来、国内已开始使用的冲压柔性制造单元和冲压柔性制造系统代表了冲压生产的新的发展趋势。
模具是工业生产的基础工业装备,模具的应用体现在我们日常生活的方方面面,在大量、反复生产相同产品时需要使用模具。
简单地说,模具就是一个样件的负面影响,使用模具可以重复生产与原始样件形状、尺寸相同的零件,就像冲洗照片一样。
利用模具成形零件的方法,实质上就是利用材料的塑性进行的一中少切削、无切削、多工序重合的生产方法,采用模具成形的方法加工零件,可以提高生产效率,保证零件质量,减少材料消耗,降低生产成本,因而广泛应用于家用电器、汽车、建筑、机械、电子、五金、农业及航空航天等领域的大批量零件的生产。
因此本课题研究是对该制件进行工艺性分析,然后进行排样设计和工资计算,最后根据相关理论完成多模具的设计。
第2章冲压件工艺性分析2.1 课题设计本次设计题目是压紧弹簧座复合模具设计。
零件结构如图2-1。
零件实体如图2-2。
图2-2压紧弹簧座第一次拉深件结构图材料属性见表2-1。
表2-1 材料属性材料厚度(mm)生产批量抗剪强度)/(MPaτ抗拉强度)/(MPabσ伸长率%)/(δ屈服点)/(MPasσ08AL 2.0 大批量220~310 280~390 15~19 280 2.2 工艺性分析此工件包括落料,拉深工序。
材料具有良好的冲压性能,适合冲裁。
工件相对简单,壁厚为2.0mm,工件的未标注尺寸全部为自由公差,且公差等级为IT14级,普通冲裁完全可以满足要求。
冲裁件的工艺性是指冲裁件对冲裁工艺的适应性,冲裁件的工艺性是否合理,对冲裁件的质量、模具寿命和生产效率有很大影响,在一般情况下,对冲裁件工艺性影响最大的是制件的结构形状、精度要求、形位公差及技术要求等。
良好的冲压工艺性能满足材料较省、工序较少、模具加工较容易、寿命较高、操作方便及产品质量稳定等要求。
本工件工艺分析如下:(1)结构形状、尺寸大小此山字形压紧弹簧座形状相对简单,在平面内的一个方向呈轴对称性。
有两组相等的内孔,孔边距较小。
材料厚度为2mm,厚度适中,平直度要求较高,适合冲裁。
(2)冲裁件的性能压紧弹簧座的强度硬度高、弹性好、塑韧性较低。
在退后的剪强度为:260MPa;抗拉强度为:350MPa。
(3)尺寸精度、粗糙度、位置精度零件图中均未标注尺寸精度和位置精度,粗度也无要求,设计时一般按IT14 级选取公差值。
普通冲裁的精度一般在IT11-IT12 级以下,所以精度能够保证。
2.3 毛坯形状、尺寸和下料方式的确定2.3.1毛坯尺寸确定(1)修边余量约定。
由于板料存在各项异性,实际生产中毛坯和凸、凹模的中心也不可能完全重合,因此拉深件口部不可能很整齐,通常都要有修边工序,以切除不整齐的部分。
为此,在计算毛坯尺寸时应预先留有修边余量,凸缘件的修边余量查表2-1可得为单边3mm。
表2-2 凸缘件的修边余量则条料毛坯的计算按公式计算:D=则:94.077D mm==加修边余量后毛坯初始宽度取值为94mm2.3.2搭边值选取由于该工件是薄壁的压紧弹簧座,最大外径是落料,且生产批量大,所以为了送料方便快速,坯料可以用条料,宽度应比工件的最大直径大两个单边搭边值,两冲裁件也应留一个最小的搭边值,以保证冲裁出完整的工件,避免残缺工件的产生。
提高材料的利用率,提高生产效率和工件质量,最小搭边值查出:11.5a m m=、 1.8a mm=。
条料宽度的尺寸计算还与条料送进时模具上有无侧压装置及是否有侧刃有关,本套模具中没有侧压和侧刃装置,2.3.3 排样和材料的利用排样的方法有:有废料排样,少废料排样和无废料排样三种,一般的冲裁时产生的废料分两种,一种是冲孔的废料和材料尾部余料,这种废料的产生与排样无关,而只与零件的结构有关,称之为结构废料;另一种是料头、前、中、侧面的搭边,与搭边选用及工艺方法有关,称之为工艺废料。
所以要提高材料的利用率就要合理排样,尽可能地减少工艺废料。
设计复合模,首先要设计条料的排样图。
压紧弹簧座的形状具有左右对称的特点,排样时很容易。
如图所示的排样方法,材料的利用率较高。
工件的毛坯如图2-2示:图2-3 排样图材料的利用率按公式: %100⨯=BSnA η η——条料的材料利用率;n ——条料上冲件总数,此取n=1;A ——工件实际面积(mm );B ——条料宽度 (mm ) ;S —— 步距 (mm ) ;则: 100%75.3%η=⨯=毛坯使用面积实际面积2.4 冲模结构的确定首先,从上面已经确定这是一套复合模。
分析这个冲件可知;首先它是一个简单的类似于筒形且是轴向对称的冲件,而且最大直径可直接通过落料得到。
所以总体上应将落料的凸凹模固定在上模座上,而拉深的凸模固定在下模座上。
又由于条料有2mm,而且冲压件较小,质量要求较高,属于普通冲裁,所以可以用弹性卸料装置进行卸料,同时可以利用弹性装置来实现冲裁前凸凹模与卸料板的压力来完成压料动作,以保证工件的平整度。
又由于毛坯以条料的形式送进模具,生产量又大,所以可用导料板和一个挡料销来完成条料送进时的正确定位和均匀正确的送料步距,同时由于冲件结构较简单,冲件又小,所以用手动送料和自动送料均可。
在上下模座的导向方式上,考虑到冲件的结构较简单,尺寸精度要求较一般,而且是大量的生产,应尽量能提高模具的使用寿命,可以用导柱和导套配合的形式来完成上下模正确的冲裁定位。
第3章 主要设计计算3.1拉深工艺规划拉深零件之所以要进行多次拉深,是因为材料每次允许的变形程度是有限制的。