3种高电流密度离子膜电解槽的性能对比与介...
- 格式:pdf
- 大小:176.78 KB
- 文档页数:4

NCZ和NCH电槽对比说明单元槽结构零极距(NCZ)单元槽的阳极和普通高电流密度电解槽(NCH)一样,和普通自然循环电解槽(NCS)相比,为了保证高电流密度运行时,电槽内部的良好循环,取消了原有的导流管结构,在单元槽的底部增加了盐水进口分布管,中上部增加了一块倾斜的导流板,在上部的气液分离室内增加了除沫装置。
零极距(NCZ)单元槽的阴极和普通高电流密度电解槽(NCH)区别较大。
主要区别在于阴极的结构,其阴极由集电板、弹性体和极网组成,集电板是和NCH(NCS)电槽阴极网一样的镍拉网,但没有活性涂层;弹性体是一种镍材的,近似清洁球一样的材料;极网是由直径为0.2 mm的镍丝编织成的,带有特殊涂层的,且经过特殊加工表面光滑的网。
极网用镍条固定在槽框上,且可拆卸。
因此电解槽阴极不但外凸且具有弹性,所以安装后,阴极、离子交换膜、阳极处于紧贴状态,实际的电极距离只有离子交换膜的厚度。
从而将电极间的距离降至最小,即零极距电解槽膜中的增强网加强了,因为与电极紧贴,这样可延长离子膜交换膜的使用寿操作方法极化整流器是在电解槽充满液,准备循环时,打开气相出口与总管相连时手动投入,送电时自动停止。
停车时当电流降到零或联锁停车时其自动投入。
需要注意的是电解槽停车,循环一定时间准备排液时,必须手动停止极化整流器后方可进行排液操作。
电解槽断电后,循环不能超过40 min,如果40 min内不能再次送电,必须进行排液、水洗。
电解槽排液前需要进行小流量短时间充液,保证所有出口软管完全溢流。
目的是排尽电解槽内的气体,特别是氯气。
在电解槽装离子膜时,因为阴极的弹性,所以每装10张,就要采取固定的措施,目的是防止离子膜脱落。
NCZ电槽由于阴极涂层的特殊性,还必须防止Fe的污染。
要求阴极液的Fe含量小于1×10-6。
因此,在阴极系统的材质选择上必须严格,一般都必须采用Cr25Ni20材质。
就此方面问题再做一定的补充如下:阴极涂层:NCZ电解槽阴极网涂层是氧化钌,主要的特点是电压低、柔软光滑,对离子膜的伤害程度小得多。

国内几种常见的离子膜电解槽槽型结构简介摘要:本文主要介绍了目前国内离子膜电解槽常见的几种槽型结构及特点。
关键词:离子膜电解槽槽型结构国内一、常见的几种离子膜电解槽参数比较二、国内正在使用的几种单极式离子膜电解槽国内正在使用的单极式离子膜电解槽主要有以下几种:1.蓝星北化机BMCA-2.5型单极式离子膜电解槽1.1 阳极单元槽边框采用钛钯合金方管组焊结构,确保阳极单元槽不受含游离氯盐水腐蚀,密封面不产生间隙腐蚀。
1.2 阴极单元槽边框采用材质为3105的不锈钢矩形管组焊结构,确保阴极单元不受腐蚀。
1.3 阳极单元槽采用钛铜复合棒结构导电,确保阳极上电流分布均匀。
1.4 阴极单元槽采用不锈钢复合棒结构导电,确保阴极上电流分布均匀。
2.日本旭硝子AZEC-F2型单极式离子膜电解槽2.1阴阳极液采用自然循环。
2.2离子膜电解槽与槽间铜排相连。
2.3阴极框筋板上设有弹簧,使阴极网安装后有弹性并趋向于阳极侧。
2.4导电铜排配置复杂,相对耗铜量较大[1]。
三、国内正在使用的几种强制循环离子膜电解槽国内正在使用的强制循环离子膜电解槽主要有以下几种[1]:1.蓝星北化机MBC-2.7型离子膜电解槽1.1边框采用不锈钢方管组焊结构,确保槽框在使用寿命期限内不生绣。
1.2阳极室密封面使用钛钯合金板材,确保槽框在使用寿命期限内密封面不发生间隙腐蚀。
1.3阴阳极室密封面采用刚性结构,确保槽框在受挤压力时不易变形。
1.4阳极室下部安装有电解液进液分散板,确保电解室内各位置能及时补充新鲜电解液,保持浓度均匀。
2.日本旭化成FC型离子膜电解槽2.1 阴极室材质为镍,阳极室材质为钛,对相应的电解质均有极强的耐腐蚀性能,因而大大提高了单元槽的寿命。
2.2 阳极为多孔板结构,小孔均匀密布,对膜的损伤较小。
2.3 在单元槽的上部均装有阴极堰板和阳极堰板,减少了气泡效应,防止膜的上部出现干区。
2.4外框架采用碳钢条,整体结构刚性好、加工精度及单元槽关键尺寸易于保证。

浅议影响离子膜电解槽电流效率的因素隋艳【摘要】保持最佳的离子膜电解工艺操作条件是离子膜电解槽的操作关键,它能使离子膜长期稳定地保持较高的电流效率和较低的槽电压,进而稳定直流电耗,延长离子膜的使用寿命.本文详细分析了影响离子膜电解槽电流效率的因素,认为电解槽在运行过程中,要保持高的电流效率应做到:高质量的入槽盐水;适宜的阴极液浓度、阳极液浓度和适宜的电流密度;严格控制阳极液PH值;保持适宜的电解槽温度、电解液流量和稳定的高质量的无离子水供应.【期刊名称】《广州化工》【年(卷),期】2014(042)002【总页数】3页(P140-141,176)【关键词】电流效率;离子膜;电解槽【作者】隋艳【作者单位】牡丹江大学,黑龙江牡丹江157011【正文语种】中文【中图分类】TQ151.2离子膜是膜烧碱生产装置中最关键的组成部分,离子膜电解槽操作的关键是使离子膜长期稳定的保持较高的电流效率和较低的槽电压,从而降低直流电耗,延长离子离子膜的使用寿命[1]。
影响离子膜电解槽电流效率的因素主要有以下几个方面。
1 盐水质量对电流效率的影响离子膜法制碱技术中,进入电解槽的盐水质量是这项技术的关键[2],盐水的质量不仅影响离子膜的寿命,而且是在高电流密度运行时获得高电流效率的重要因素。
盐水中的杂质对离子膜的电流效率的影响主要表现在:(1)盐水中Ca2+、Mg2+等杂质金属离子的存在,导致离子膜电解槽电流效率的降低离子膜电解槽的阳离子交换膜具有选择和透过溶液中阳离子的特性,它能选择和透过盐水中的Na+,而其它的金属阳离子如Ca2+、Mg2+也同样能透过。
但是,当Ca2+、Mg2+等其它二价或三价金属阳离子透过离子交换膜时,与少量的从阴极室反迁移来的OH-生成氢氧化物沉淀,会堵塞离子膜的微孔,使膜电阻增加,从而引起电解槽的槽电压上升,进一步加剧OH-向阳极室反迁移,导致电流效率的下降。
离子膜烧碱装置二次盐水的螯合树脂是采用德国拜耳公司生产的TP-208螯合树脂,经其处理的盐水指标如表1。

离子膜法烧碱电解槽比较和选择作者:李果来源:《中国科技博览》2018年第02期[摘要]烧碱(氢氧化钠)是一种常见的化工产品,可以溶于乙醇和甘油,作为碱性清洗剂进行水处理,也可以与酸类物质发生中和作用,生成水和盐。
烧碱产品的制备方法有很多,离子膜法是比较常用的一种,与其他方法相比有着许多优势,也受到了技术人员的重视。
在离子膜法烧碱中,电解槽是核心设备,做好电解槽的选择,对于烧碱生产效率和产品质量都有着不同忽视的影响。
本文从离子膜法烧碱的内涵和优点出发,以北京化工机械有限公司的电解槽产品为例,对离子膜法烧碱电解槽的槽型以及技术方案进行了比较和选择,希望能够找出最为节能环保的方案。
[关键词]离子膜法;烧碱;电解槽;比较;选择中图分类号:S801 文献标识码:A 文章编号:1009-914X(2018)02-0091-02前言:电解法制烧碱在实际应用中存在着三种比较常见的方法,一是隔膜法,这种方法在电解后得到的碱液浓度过低,而且含有大量盐分,需要进一步经过蒸发、浓缩和除盐后才能形成可以销售的产品,而且纯度不高,无法满足人造纤维等工业生产的需求,能耗高,许多工艺同样面临淘汰,;二是水银法,可以得到高质量的产品,不过能耗偏高,而且环境污染问题严重,已经基本被淘汰;三是离子膜法烧碱,属于最新的制碱工艺,产品纯度好、质量高,生产过程能耗低,也不会产生污染物,是氯碱工业发展的主流方向。
1 离子膜法烧碱概述离子膜法烧碱,是指采用离子交换膜法,通过电解食盐水的方式来制备烧碱(氢氧化钠)。
离子膜法的基本原理,是利用相应的阳离子交换膜本身具备的选择透过性,在允许阳离子顺利通过的情况下,阻挡阴离子和气体,避免了阳极产物与阴极产物混合可能引发的爆炸危险,也可以保证烧碱的纯度。
离子膜法烧碱主要生产流程为:经过精制的饱和盐水进入到阳极室中,加入适量烧碱溶液的纯水则进入阴极室,电解槽通电后,阴极表面放电,电解水生成氢气,阳极室中的钠离子则会穿过离子膜,同样进入阴极室,氯离子则会在阳极表面放电,生成Cl2。
旭化成、氯工程、北化机三种电解装置的比较一、工艺比较目前,旭化成、氯工程、北化机三家最新推出电槽均为高密度、低电耗运行的复极式电槽。
北化机与旭化成工艺上基本一致,比自身以前槽型有很大改进。
单从工艺上讲,这二家在新进工艺中增加了稀盐水程控配制系统,以便电解槽连锁停车后,由原来的浓盐水循环改为稀盐水循环,从而保护离子膜。
北化机和氯工程在每台电解槽上配一台极化整流器,主要用于电解槽开停车来使用,旭化成在极网上采用专有技术喷涂,不需配极化整流器。
氯工程与北化机和旭化成工艺相比在盐水电解前后去除硫酸盐和氯酸根有自己的技术专利,就是电解之前或电解之后,将盐水输送进入一个由阳离子交换膜隔开的电解槽中阳极室然后电解盐水在氯化物离子被分离出来之后,将盐水排出该电解系统之外。
与传统的方法比较,可以减少氯化钠的排出量,而且没有必要采用HCl分解氯酸盐。
北化机和旭化成工艺是在进电解槽盐水中加17% HCl,以去除电解槽中产生氯酸根。
综合以上三家的工艺,它们在工艺上基本相似,局部上氯工程的盐水进电解前后去除硫酸盐和氯酸根的工艺,较北机、旭化成先进。
旭化成极网喷涂技术优于北化机和氯工程。
北化机、旭化成、氯工程在性能上相近。
二、设备比较(一)旭化成离子膜装置特点1.优点(1)槽框结构稳定,密封性好,不泄漏;(2)结构电压低,槽内液体和电流分布均匀使离子膜使用寿命延长;(3)阴阳极电位低,稳定性良好;(4)单元槽保证寿命10年;(5)优异的阳极涂层及活性阴极;(6)单元槽托架采用优质ABS工程塑料制造,绝缘性好;(7)阳极密封面采用钛钯合金;(8)由过去的强制循环改为现在的自然循环,很好的保护了离子膜在突然停车时造成的液体压差波动冲击。
2.缺点旭化成离子膜中所谓“单元槽”是不确切的存在,因为我们所说的“单元”应该为独立存在,在旭化成离子膜装置中没有独立存在的“单元槽”,无论是双头挤压,还是单端头挤压,无论哪一种结构形式,一旦“单元槽”一个出现问题,采取的措施只有全部停车来进行处理,费用维修高,影响生产,同时又破坏了其它离子膜“单元槽”的正常运行。
各种电解槽比较各种电解槽比较从当前世界离子膜电解技术发展来看,采用自然循环复极式电槽、高电流密度、单元面积大型化、零(膜)极距是其方向,故本项目推荐采用自然循环高电流密度复极槽技术。
进口离子膜技术/电槽与北化机技术/电槽的技术性能比较离子膜电解槽是离子膜技术的关键设备。
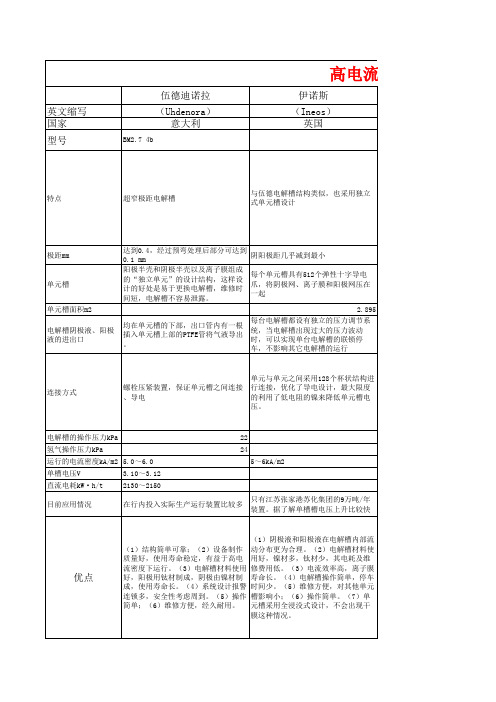
目前世界上拥有离子膜法烧碱生产技术的电槽制造商很多,如德国伍德公司、伍德公司和意大利迪诺拉公司合资的伍德诺拉公司、日本的旭化成、日本氯工程公司CEC、英国INEOS公司以及北京化工机械厂从日本旭化成公司引进技术、经消化吸收和改进并在国内生产的北化机电槽等。
其中,旭化成、氯工程公司和伍德诺拉公司以其在离子膜电解工艺专利技术、高性能电解槽、稳定的质量、较高的性价比及良好的售后服务,在中国的离子膜烧碱项目中得到了较多的合同项目。
A.伍德及伍德诺拉电解槽特点●阳极半壳和阴极半壳以及离子膜组成的“独立单元”设计结构,易于更换电槽,维修时间短,主装好的单元最长存放时间可达2年。
●电槽单元的焊接由激光自动焊接,均匀,电流接触好,使用寿命稳定,有益于高电流密度下运行。
●电解槽材料使用好,阳极用钛材制成,阴极由镍材制成,使用寿命长。
●单元面积2.7 m2,操作电流密度一般为5~6KA/ m2适于高电流密度下运行。
●系统设计报警连锁多,安全性考虑周到。
B.氯工程公司BiTAC®电槽特点●复极式电解装置,结构简单。
●电极波浪式结构,电解液分布和电流分布较均匀,较低的电压降,功率消耗低,高电流密度操作。
●操作压力低,溢流式,操作较安全●电解槽材料好,阳极用钛材制成,阴极由镍材制成,使用寿命长。
●单元面积3.276 m2,操作电流密度一般5~6KA/m2适于高电流密度下运行。
C.日本旭化成复极NCH型电解槽特点旭化成是世界上唯一能同时向客户提供离子膜法电解技术,以及离子交换膜的公司。
●电槽板框为压滤机型(由许多单元槽串联组成),独立组成供电线路。
国内几种常见的离子膜电解槽槽型结构简介摘要:本文主要介绍了目前国内离子膜电解槽常见的几种槽型结构及特点。
关键词:离子膜电解槽槽型结构国内一、常见的几种离子膜电解槽参数比较二、国内正在使用的几种单极式离子膜电解槽国内正在使用的单极式离子膜电解槽主要有以下几种:1.蓝星北化机BMCA-2.5型单极式离子膜电解槽1.1 阳极单元槽边框采用钛钯合金方管组焊结构,确保阳极单元槽不受含游离氯盐水腐蚀,密封面不产生间隙腐蚀。
1.2 阴极单元槽边框采用材质为3105的不锈钢矩形管组焊结构,确保阴极单元不受腐蚀。
1.3 阳极单元槽采用钛铜复合棒结构导电,确保阳极上电流分布均匀。
1.4 阴极单元槽采用不锈钢复合棒结构导电,确保阴极上电流分布均匀。
2.日本旭硝子AZEC-F2型单极式离子膜电解槽2.1阴阳极液采用自然循环。
2.2离子膜电解槽与槽间铜排相连。
2.3阴极框筋板上设有弹簧,使阴极网安装后有弹性并趋向于阳极侧。
2.4导电铜排配置复杂,相对耗铜量较大[1]。
三、国内正在使用的几种强制循环离子膜电解槽国内正在使用的强制循环离子膜电解槽主要有以下几种[1]:1.蓝星北化机MBC-2.7型离子膜电解槽1.1边框采用不锈钢方管组焊结构,确保槽框在使用寿命期限内不生绣。
1.2阳极室密封面使用钛钯合金板材,确保槽框在使用寿命期限内密封面不发生间隙腐蚀。
1.3阴阳极室密封面采用刚性结构,确保槽框在受挤压力时不易变形。
1.4阳极室下部安装有电解液进液分散板,确保电解室内各位置能及时补充新鲜电解液,保持浓度均匀。
2.日本旭化成FC型离子膜电解槽2.1 阴极室材质为镍,阳极室材质为钛,对相应的电解质均有极强的耐腐蚀性能,因而大大提高了单元槽的寿命。
2.2 阳极为多孔板结构,小孔均匀密布,对膜的损伤较小。
2.3 在单元槽的上部均装有阴极堰板和阳极堰板,减少了气泡效应,防止膜的上部出现干区。
2.4外框架采用碳钢条,整体结构刚性好、加工精度及单元槽关键尺寸易于保证。