吉他谱《80%完美的日子》陈绮贞吉他弹唱简单易学原版果木浪子编配
- 格式:pdf
- 大小:61.56 KB
- 文档页数:2
西驿中心小学秩序册2012 年秋组长:康新德副组长:陈世红陈爱军王祝华叶生权石定红总裁判长:陈海波田赛裁判长:陈建军(李向文代)裁判员:陈世红邱家进管黄英龚启文径赛裁判长:张华山(发令)裁判员:陈爱军(发令)石定红(计时)张昭(计时)陈荷英(组织)曹治(组织)总记录:叶生权记录员:王祝华(汇总)宣传报道:龚昇昇陈楚格汤梦颖安全保卫组长:王祝华副组长:陈海波组员:各班主任后勤组长:叶生权组员:江世华时间安排表11月22日8:30 ――9:00 开幕式径赛田赛9:00 ――11:00 100M 接力写字投乒乓球11:00 ――12:00 200M (男)二人三足(三人四足)2:00 ――3:00 200M (女)往返坐气球跳绳3:00 ――4:30 400M 800M 抬花轿11月23日8:00 ――11:00 小白兔运磨菇跳远11:00 ――12:00 往返背人2:00 ――4:00 拔河4*100M接力西驿中心小学2011年秋季运动会方案一、活动目的为丰富学生体育活动,创设文明,健康,活泼、和谐的校园文化生活。
让学生投身到积极,健康的户外活动中去,做一个健康向上,充满活力的小学生。
二、时间:二0一二年十一月二十二日---二十三日。
三、地点:西驿中心小学田径场。
四、参赛班级:全校班级。
五、参赛项目及组别:1、一年级:100M、投乒乓球、二人三足、小白兔运磨菇、往返坐气球、抬花轿、100M×4接力2、二年级:100M、200M、投乒乓球、小白兔运磨菇、往返坐气球、抬花轿、100M×4接力3、三、四年级:100M、200M、400M(男)、投乒乓球、小白兔运磨菇、三人四足、接力写字、往返背人、拔河、100M×4接力、跳绳(女)4、五、六年级:100M、200M、400M、800M(男)、跳绳(女)、跳远、投乒乓球、小白兔运磨菇、三人四足、接力写字、往返背人拔河、100M×4接力六、计分办法及奖励:1、个人项目:①每班5人参加的项目取前4名,并分别计本班5分、3分、2分、1分。
![一种减少竹锟损失的竹材高压蒸煮工艺[发明专利]](https://uimg.taocdn.com/4e0d811a657d27284b73f242336c1eb91a3733ea.webp)
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201611173345.2(22)申请日 2016.12.18(71)申请人 福建神采新材料科技有限公司地址 362200 福建省泉州市晋江市陈埭镇奄上桥头劲发商务楼09号(72)发明人 温书名 (51)Int.Cl.D21C 5/00(2006.01)D21C 7/00(2006.01)(54)发明名称一种减少竹锟损失的竹材高压蒸煮工艺(57)摘要本发明公开了一种减少竹锟损失的竹材高压蒸煮工艺,该高压蒸煮工艺为:将竹片装入到蒸煮仓;由喷嘴将含有脱胶软化剂的液体喷洒到输送带上面的竹片;由加热装置对高压蒸煮锅中的蒸汽发生仓加热;第一阶段蒸煮,使蒸煮仓里面的温度控制在120℃至130℃,压力控制在0.4Mpa至0.5Mpa,持续加热120min至180min;第二阶段蒸煮,使蒸煮仓里面的温度控制在130℃至140℃,压力控制在0.5Mpa至0.7Mpa,持续加热30min至60min;在第一阶段蒸煮时,每隔20min至40min开启一次喷嘴,将含有脱胶软化剂的液体喷洒到竹片上;加热完成后,取出后蒸煮后的竹片冲洗干净,即可获得含有高含量的竹锟粗竹纤维。
本发明的工艺能够快速的蒸煮竹片,有利于减少竹片当中的竹锟损失,获取高含量的竹锟粗长竹纤维。
权利要求书2页 说明书7页 附图2页CN 106801355 A 2017.06.06C N 106801355A1.一种减少竹锟损失的竹材高压蒸煮工艺,其特征在于包括以下步骤:步骤一:打开高压蒸煮锅(1)进料口(2)处耐压罩(3),将竹片装入到进料口(2),由输送带(4)将进料口(2)处的竹片输送到蒸煮仓(5),然后,关闭进料口(2)处的耐压罩(3);步骤二:打开喷嘴(6),由喷嘴(6)将含有脱胶软化剂的液体喷洒到输送带(4)上面的竹片当中,使竹片完全湿润;步骤三:开启加热装置(7),由加热装置(7)对高压蒸煮锅(1)中的蒸汽发生仓(8)加热,使蒸汽发生仓(8)里面的水沸腾产生蒸汽,进入到蒸煮仓(5),蒸煮输送带(4)上面的竹片;第一阶段蒸煮,使蒸煮仓(5)里面的温度控制在120℃至130℃,压力控制在0.4Mpa至0.5Mpa,持续加热120min至180min;第二阶段蒸煮,使蒸煮仓(5)里面的温度控制在130℃至140℃,压力控制在0.5Mpa至0.7Mpa,持续加热30min至60min;步骤四:在第一阶段蒸煮时,每隔20min至40min开启一次喷嘴(6),将温度在90℃至110℃的含有脱胶软化剂的液体喷洒到竹片上;步骤五:加热完成后,待高压蒸煮锅(1)里面的压力消失,温度降低到40℃至55℃时,打开出料口(9)处的耐压罩(3),通过输送带(4)将蒸煮过后的竹片输送到出料口(9),取出后冲洗干净,即可获得含有高含量的竹锟粗竹纤维。
切割操作工作业指导书职责三规一制岗位标准应急事故处理操作流程及标准三规一制岗位职责:1、做好生产准备工作,检查好工具,做到割把完好、氧带、乙炔带无漏气现象,减压器,仪表能正常使用和显示。
2、当火焰切割机发生故障时,通知维修人员及时修理,并用事故割枪进行人工切割。
3、做好开浇头坯、尾坯、换水口及漏钢预报铸坯处理工作,做到人工切割尺寸无误差。
4、负责火焰切割机处的料斗清理工作,做到交接班料斗干净。
5、负责废钢斗和去毛刺机料斗的清理工作,保证每天清理一次。
6、负责工作区域范围和指定地点的环境清理工作及设备卫生。
生产操作人员安全职责1、认真学习和严格遵守各项规章制度,遵守劳动纪律,不违章作业,对本岗位的安全生产负直接责任。
2、精心操作,严格执行工艺纪律和操作纪律,做好各项记录。
交接班时必须交接安全情况,交班要为接班创造良好的安全生产条件。
3、正确分析、判断和处理各种事故苗头,把事故消灭在萌芽状态。
在发生事故时,及时地如实向上级报告,按事故预案正确处理,并保护好现场,做好详细记录。
4、按时认真进行巡回检查,发现异常情况及时处理和报告。
5、正确操作,精心维护设备,保持作业环境整洁,搞好文明生产。
6、上岗必须按规定着装,妥善保管、正确使用各种防护器具和灭火器材。
7、积极参加各种安全活动、岗位技术练兵和事故预案演练。
8、有权拒绝违章作业的指令,对其他人违章作业加以劝阻和制止。
全体职工安全职责1、安全生产人人有责,每个职工都应该在自己的岗位上,认真履行各自的安全职责,认真学习和严格遵守各项规章制度,对本岗位的安全生产负直接责任。
2、提高安全意识,严肃认真的做好各项工作。
3、正确分析、判断和处理各种事故隐患,把事故消灭在萌芽状态,如发生事故,要正确处理,并及时、如实向上级报告,保护好现场,做好详细记录。
4、严格遵守本岗位的安全操作规程,严格遵守劳动、操作、工艺、施工和工作纪律。
5、认真学习并执行安全用火、安全检修、设备作业等直接作业环节的安全管理制度和规定,不违章作业。
For personal use only in study and research; not forcommercial use第二章铁芯制造工艺第一节裁剪一、剪切剪切是指用剪床和剪刀加工工件的工作。
按照剪刀的安装方法,分为平口剪和斜口剪两种。
平口剪的上下剪刃平行,一般用于剪切窄而厚的材料。
斜口剪的上刀刃相对下刀刃有一个斜角。
用于剪切宽而薄的板料。
由于斜口剪上剪刃只有一点与板材接触,随着上刀刃下降,逐渐将板材剪成两部分;而平口剪剪刀全部与板材接触,在全宽范围内一下剪成两部分,因而斜口剪比平口剪省力,所以现在几乎全部采用斜口剪。
由于斜口剪上剪刃与下剪刃有斜角φ,因而在侧向产生一个推力,所以角第一不宜过大,一般在10°~15°;第二在剪切时,在剪刃开口的一边加一挡料板,其用途有两点;一是档料和抵消推力,二是用作剪切定位,如图1-1a所示。
图1-1 斜口剪切示意图a)斜口剪切示意图b)剪刃形状及有关角度图1-1b所示为剪刃形状的有关角度,其中δ角称为剪刃角,它是直接影响刀刃的强度、锐利程度、剪切力大小和剪切质量好坏的重要因素。
剪切硅钢片时,根据剪刀材质的不同,可在75°~85°之间选择。
为了减少剪刃上部与材料之间的摩擦,在上下剪刃靠近材料一侧,磨出一个1.5°~3°的后角α。
为了减少剪刃与剪切后的材料见的摩擦起见,在垂直材料的方向上,对上下刀刃各磨出一个1°~1.5°的前角γ。
刃角δ为β角和前角γ之差。
由于卷料硅钢片的问世,原有的一般剪床已无法加工,因而产生了用圆盘滚刀来进行剪切,这就是滚剪。
滚剪刀具理论上后角α=0°,前角γ=0°。
实际在刃磨时,后角α=0°,前角γ=1°,上下刃重合度为板厚的50%~70%,间隙为板厚的2.5%~5%。
剪切可按剪切刃与冷轧钢带的轧制方向的相对位置来分。
![[基础]rna提取注意事项](https://uimg.taocdn.com/3fdb7b35492fb4daa58da0116c175f0e7cd119c9.webp)
RNA提取注意事项一些RNA提取方法,在进行具体实验时,应根据研究对象的性质,提取核酸的用途而对上述方法在操作步骤和试剂使用量上作一定的修改。
1、在核酸提取时,为了增加细胞的裂解度,增加核蛋白复合体破碎度,以释放更多的游离核酸,在操作中常要用到溶菌酶和蛋白酶K,在确保没有核酸水解酶存在的前提下,酶反应时间越长越好。
2、有时在使用蛋白酶时,为了抑制核酸水解酶的降解作用,可在蛋白酶缓冲液中用终浓度5mM的EDTA代替NaCL,并且可将反应温度提高到50-60℃,并将反应时间缩短到15-25min,但酶用量必须提高10-20倍。
溶菌酶使用时缓冲液中需加EDTA,因游离金属离子对酶有抑制。
3、许多植物材料中富含酚,在细胞破碎时,在多酚氧化酶作用下,被氧化成有色的锟类物资,影响核酸的提取及降低提取质量,在提取液中加入PVP和巯基乙醇对降低酚类的干挠可能有所帮助。
PVP将与酚形成复杂的聚合体,在提取时将酚从核酸成分中游离。
且PVP与巯基乙醇作为强还原剂可防止多酚的褐变。
另外作为还原剂的这些成分在一定程度上可抑制核酸水解酶的作用。
4、许多生物材料在提取核酸时,都会遇到多糖的污染问题,具体表现为有机溶剂沉淀时,沉淀很多,但复溶时,大量沉淀不溶,电泳观察时核酸含量很低。
克服多糖污染可采用以下一些办法1) CTAB多次抽提。
2) 在有机溶剂沉淀时先稀释样品浓度(可到10倍左右),对低浓度样品再进行沉淀。
3)在有机溶剂沉淀时选用异丙醇和5MNaCL作为沉淀溶剂,此时氯化钠的用量可用到1/5-1/2的体积,异丙醇可用到0.6-1的体积。
异丙醇沉淀核酸时,高浓度盐存在将使大量多糖存在在溶液中,从而可达到去多糖的作用。
但高浓度的盐存在会影响核酸的进一步操作,因此必须用乙醇多次洗涤脱盐。
5、在核酸提取时,酚与氯仿均起到变性的作用。
酚的变性能力强于氯仿,但酚与水有一定的互溶,因此酚抽后,除可能损失部分核酸外,水相中还会残留酚,而酚的存在将对核酸的酶反应产生强的抑制,因此在操作中可单用氯仿作变性剂、也可用酚/氯仿混合变性,也可用单一酚作变性己,但用单一酚后在有机溶剂沉淀时一定要用氯仿从抽提。
天津荣钢精品高线大断面圆坯大压缩比轧制工艺技术达到国际先进水平最近,由我院研发的“天津荣钢精品高线大断面圆坯大压缩比轧制工艺技术”通过冶金行业科技成果鉴定。
专家一致认为,由我院研发的“荣钢精品高线大断面圆坯大压缩比轧制工艺技术整体达到国际先进水平,在大断面圆形连铸坯一火轧制成材工艺方面达到国际领先水平。
”目前,我国在高品质线材的生产方面,传统最佳工艺大多采用两火成材工艺,即用大断面连铸坯,经过初轧开坯后,再轧制成线材产品,尽管传统工艺能保证产品质量,但生产成本和能源消耗显著增加。
我院研发的“大断面圆坯大压缩比轧制工艺技术”采用大断面圆形连铸坯一火成材直接轧制成线材产品。
该工艺既充分利用圆形大断面连铸坯良好的金属结晶特性,减少了连铸坯缺陷,又加大了轧材的压缩比,所用坯料断面是常规高线用坯料断面的2.2倍,提高了轧材的质量和力学特性。
天津荣钢采用该技术生产出的产品质量,全部达到了传统两火成材工艺产品的水平。
比如生产的82B(钢帘线)产品自然时效10天即可进行下游拉拔生产,其拉拔速度达到了6.5m/s,这些参数均达到了传统工艺两火成材生产的高端产品水平,远远超过采用150×150mm断面连铸坯生产的线材产品性能,而且大幅度降低了生产成本。
目前,采用该工艺技术的荣程精品高线厂月产量已达到5.5万吨,产品合格率达到99.8%,成材率达到98%,创造出良好的经济效益。
这一工艺技术的创新,为我国以较低的生产成本和能源消耗,生产高质量的线材产品,推进节能减排新工艺技术,迈进一大步。
特殊钢棒线材轧制工艺的发展趋势陆波摘要通过对世界特殊钢主要生产国家的棒材生产品种、规模、坯料断面、产品质量和发展方向等研究,对我国特殊钢厂的引进和改造提出建议关键词棒线材特殊钢发展Developed Trend of Bar-Wire Rolling Process for Special SteelLu Bo(Beijing Central Iron and Steel Design Institute, Beijing 100053)Abstract Based on the variety, capacity, billet dimension, product quality and development trend for bar-wire production in main developed countries, the suggestion for importing and reforming of special steel plants in China are pointed out in this paper.Material Index Bar-Wire Product, Special Steel, Development当今世界特殊钢工业生产技术发展十分迅速,工业发达国家相继开发了许多新工艺、新技术和新设备,特殊钢的棒线材轧制工艺也发生了质的飞跃。
写历史人物的作文我有一个愿望,它跟随我有七八年了,而且从来就没变过,那就是和历史上的某些人物对话。
我知道这个愿望是基本上办不到的,但我依然保留着这个愿望,直到我有一天看完《中国历史通史》后。
我疲惫得躺在了床上,迷迷糊糊的想要睡一觉,这时已然是深夜了,万籁俱寂中我隐隐听到有人在叫我的名字。
我掀起了被,一起身穿上了衣服,站起来后四下寻找起来,那个声音是来自阳台的方向,我好奇地走了过去。
我离阳台越近,越有一种感觉,那就是那声音听起来充满了神秘的力量,我刚想转身回到我的卧室,但身体却像不受控制一样,两条腿带着我的身体径直奔向了阳台。
我的双手打开了阳台的门,仰望天空好像有一颗星在不停召唤我,我的冷汗直冒,深夜的冷风一吹好像被冻住了一样。
我想要叫,但是我的喉咙却发不出任何声音,我的双腿竟然一弹跳了起来,我从来就没跳过这么高。
我的身体一跃出了阳台,在空中转了两个圈后,直线的向下坠落。
我的心脏剧烈的跳动,我感觉冷风迎面打来,像刀子在割一样。
我即使再没常识,但我一百七八十斤的体重,从二十三楼跳下来,不摔成肉泥才怪。
我心里的恐惧完全无法用语言来形容,我虽然看过不少怪诞的小说,但这种事情突然发生在自己身上,换了是谁都接受不了。
就在千钧一发的时刻,我的身体好像忽然变轻了,冷风一吹我竟飞向了那颗星星。
我的思维被这种非正常的现象所扰乱了,我的眼前呈现出各种诡异的图像,这时刚才那个呼唤我的声音再次在我耳边响起:张继锟,今天我就让你的愿望成真,现在我赐予你穿越时空地能力,当你心中默念时空之神带我到我想去的时空吧!你就可以到达你想要的时空,但如果你一旦回到现代后,就会失去这能力。
记好了,我现在就把你发到春秋战国时期去。
我的思绪一阵混乱,但真实的现实却没有给我太多的时间考虑,只见眼前一花,我就已经到达了一个我不认识的地方。
我惊奇的发现:我临时套上的运动服,已经变成一件古代的衣服;我的身体不但没有任何损伤,反而变得比以前灵活多了。
我大步跑了几步,一个穿的破破烂烂的人和我撞了一个满怀,我连忙道歉对方说:此皆吾之过也,非君之过。
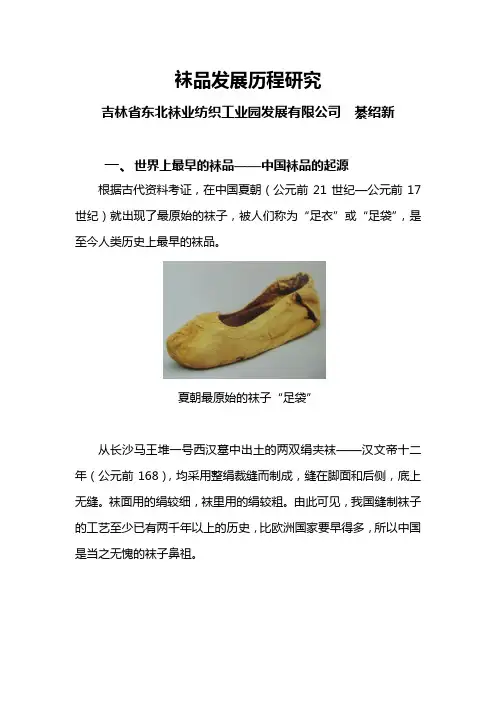
袜品发展历程研究吉林省东北袜业纺织工业园发展有限公司綦绍新一、世界上最早的袜品——中国袜品的起源根据古代资料考证,在中国夏朝(公元前21世纪—公元前17世纪)就出现了最原始的袜子,被人们称为“足衣”或“足袋”,是至今人类历史上最早的袜品。
夏朝最原始的袜子“足袋”从长沙马王堆一号西汉墓中出土的两双绢夹袜——汉文帝十二年(公元前168),均采用整绢裁缝而制成,缝在脚面和后侧,底上无缝。
袜面用的绢较细,袜里用的绢较粗。
由此可见,我国缝制袜子的工艺至少已有两千年以上的历史,比欧洲国家要早得多,所以中国是当之无愧的袜子鼻祖。
长沙马王堆一号西汉墓中出土的两双绢夹袜秦汉时期(公元前221年到公元220年),袜子是用熟皮和布帛做成,富贵人家可穿丝质的袜子。
袜高一般一尺有余,上端有带,穿时用带束紧上口,其色多白,但祭祀时着用红色。
袜者最精者用绢纱,并绣有花纹。
袜子形制多为袜头齐,靿后开口,开口处并附袜带,用绢、纱制成。
袜为双层,袜面用较细的绢,袜里用稍粗的绢。
整个袜子可用一块布制成。
湖北江陵凤凰山西汉墓出土的女袜湖北江陵凤凰山西汉墓出土的另一双女袜以麻制成,素而无绣,底长约22厘米。
这一时期见于史载的还有锦袜、绫袜、纻袜、绒袜、毡袜等名目。
凤凰山168号汉墓出土的麻夹袜东汉时(公元180-220年)织袜技术较为高超,如新疆民丰大沙漠1号墓出土的东汉的足衣珍品,其所用之锦需要75片提花综才能织成。
足衣作戊长筒状,足指部分收口呈圆形,长39厘米、宽14厘米。
锦用绛紫、白、宝蓝等色织成菱形四方连续纹和“阳”字铭文。
菱纹“阳”字锦袜(新疆民丰东汉墓出土实物)唐宋时期唐代(公元618年-907)年贵族的袜子多用锦织成。
1995年,都兰热水古墓出土宝相团花织锦袜一只。
袜底、袜面、袜筒是由三种色泽、图案、质地各不相同的绵缎制成,色彩亮丽斑驳,显得十分高雅华贵,工艺非常考究,保存完好,品相大大超过了马王堆汉墓的绢袜。
唐宋时期袜品宋代(公元960-1297年)出现了裤袜,从江西德安出土的绸女裤袜来看,这种袜子一般呈圆头形,靿后开口,并钉有两根丝带,袜脚下缘缝有一周环绕的丝线,中间用丝线织成袜底。
北冥有鱼,其名为鲲,鲲之大,不知其几千里也,化而为鸟,其名为鹏,鹏之大,不知其几千里也。
i关于鲲鹏的传说,主流有两种。
1.先要从五方天帝的五位臣子说起,中央天帝皇帝轩辕氏的臣子土神后土,手中拿一根绳子,掌管四方。
东方天帝太昊伏羲氏的臣子春神兼木神的句芒,掌管春天。
南方天帝神农氏的臣子夏神兼火神的祝融,居住在南冥,也就是南海,掌管夏天。
西方天帝少昊金天氏的臣子蓐收,兼秋神,刑杀神,掌管秋天。
还有最后一个,北方天帝的高阳氏的臣子瑜强(又叫玄冥),兼冬神,北海神,北风神,兼管冬季。
这个冬神,居住在北冥,也是北海,体型十分巨大,人面鱼身,可以化作大鱼,也可以化为大鸟。
经后人考证,北冥的锟和鹏就是玄冥的两种化身。
2.在佛家还没有传入中土的时候,中国最原始的神话中,世间生物分为人,巫妖。
人为女娲,盘古,然后是五方天帝…..。
而鲲鹏则为第一批神兽祖龙元凤始麒麟中,凤凰族的族长皇元凤的嫡长子!最善于变化,通灵万物。
传说中速度最快的生物,一翅伸开有180万里,双翼展开有365万里。
鷇(kou 发音四声)音九声,始风赐名为“九天鲲鹏”。
鲲鹏可上天入海,食龙族长大,在凤凰克龙中,起着很重要的作用。
奈何,鲲鹏在不周山欲杀幼年大日天龙时,也就是祖龙的嫡长子,龙族的皇太子,被东皇太一以真身打成重伤。
被迫在北冥疗伤。
巫妖大战后,九天鲲鹏夺得河图洛书,逃到北海,由于河图洛书关系到天皇伏羲的证道,元始天尊亲自降尊于北海,收服九天鲲鹏。
封其为“护法神禽”,准其休息在昆仑山山的建木之顶。
从此,九天鲲鹏为元始天尊的护法神禽。
天皇伏羲。
目录1 总则2 术语、符号2.1术语2.2符号3 仪器设备4 操作规程4.1 一般规定4.2 钢筋力学性能检测4.3 钢筋焊接力学性能检测4.4 钢筋机械连接力学性能检测1 总则1.1 为贯彻建设部颁发的建设工程质量检测管理办法,结合我省实际情况,进一步提高和统一全省建筑工程材料见证取样检测中钢筋(含机械连接)的检测项目和试验操作程序,特制定本规程。
1.2 本规程适用于建筑工程材料见证取样检测中钢筋原材(如钢筋混凝土用热轧带肋钢筋、混凝土用热轧光圆钢筋、低碳钢热轧圆盘条、冷轧带肋钢筋、冷轧扭钢筋、冷拔螺旋钢筋等)、钢筋焊接(包括电阻点焊、闪光对焊、电渣压力焊、埋弧压力焊、电弧焊、气压焊等)以及钢筋机械连接的常规力学性能试验规程。
1.3 本规程涉及的钢筋(含机械连接)取样需由监理单位或建设单位认可,并采取切实有效的封样措施或同委托单位共同送至检测机构。
1.4 本规程规定的抽样数量应不小于该种产品应检测数量总和的30%,并至少不小于1组。
1.5 承担见证取样检测的机构必须同时具备以下条件:A.必须是取得省级以上技术监督部门计量认证的独立机构;B.检测机构应与所检工程的设计单位、监理单位、施工单位无隶属关系或其他利害关系;C. 必须具有健全、有效的管理体系和质量保证体系;D.必须有足够并且满足标准要求的仪器设备;E.必须有足够的并且持有山东省建设工程质量检测试验员上岗证书的人员。
1.6 钢筋(含机械连接)检测操作时,除遵守本规程外尚应符合国家和地方的现行有关技术标准的规定。
2.术语、符号2.1 术语2.1.1 标距:测量伸长用的试样圆柱或棱柱部分的长度。
2.1.2 原始标距(L0):施力前的试样标距。
2.1.3 断后标距(Lu):试样断裂后的标距。
2.1.4 平行长度(Lc):试样两头部或两夹持部分(部带头试样)之间平行部分的长度。
2.1.5 伸长:试验期间任一时刻原始标距(L0)的增量。
2.1.6 伸长率:原始标距的伸长与原始标距(L0)之比的百分率。
钢铁企业热轧车间浊环水系统主要供给出炉辊道、轧机先后工作辊、四辊轧机、矫直机前辊、分段剪后辊道、矫直机矫直辊身冷却,高压水除磷,出炉辊道等冷却用水。
浊环水中含有较多的润滑油脂,粗、细氧化铁皮、泥砂等杂质,特殊是油与金属粉尘及泥砂等杂质粘合在一起,形成为了具有较大粘性的“油泥”,油泥很容易粘附在水处理设备及管道上,特殊是会使高速过滤器内的滤料阻塞、板结,给循环水带来了很大危害,严重影响生产正常运行。
目前,国内热轧车间浊环水处理流程大部份为三段式,并采用机械设备除油。
其流程见图1。
通过国内调研,采用三段式处理流程可以去除大部份氧化铁皮和泥砂,使用机械设备除油,只能去除浮油,不能去除乳化油,而热轧车间浊环水中却含有部份乳化油,如果不去除,也会造成过滤器内滤料阻塞、板结,严重的影响生产。
因此,根据国内企业的运行状况,最后确定酒钢中厚板轧机浊环水处理采用二段式处理工艺流程加旁流化学除油设计方案,其流程见图 2。
该工程设计循环水量:轧线各设备为 1617m3/h,冲氧化铁皮为336m3/h,均通过铁皮沟进入旋流沉淀池,总回水量为 1948m3/h。
处理前 SS500 ~700mg/L、油≤15~20mg/L,处理后SS≤50mg/L,油 5~ 10mg/L。
该工艺的特点是流程简单、投资省、占地小、管理方便。
以自清洗过滤器和化学除油装置代替机械设备除油流程中的二次沉淀池和压力过滤器。
既能去除浮油,又能去除乳化油,同时也能去除悬浮物,达到除油泥双重目的。
磁混凝器设计采用高效能磁混凝技术,即污水经过永磁絮凝器磁化,使细小的氧化铁皮微粒聚合成团,大大增加颗粒沉淀范围和沉降速度,从而使一些难以沉降的细小颗粒得以沉降,进一步提高了沉淀效率。
这种永磁絮凝器有不用电、安全可靠、经久耐用、易于维修等优点。
自清洗过滤器目前国内热轧车间浊环水处理系统大部份采用高、中速过滤器,在实际运行中由于受到水中的油和悬浮物影响,使滤料阻塞和板结。
LINK180单元描述名称:LINK180—三维有限应变杆(或桁架)单元有效产品:MP ME ST PP EDLINK180单元说明:LINK180单元是有着广泛工程应用的杆单元,它可以用来模拟桁架、缆索、连杆、弹簧等等。
这种三维杆单元是杆轴方向的拉压单元,每个节点具有三个自由度:沿节点坐标系X、Y、Z方向的平动。
就像铰接结构一样,本单元不承受弯矩。
本单元具有塑性、蠕变、旋转、大变形、大应变等功能。
默认情况下,无论进行何种分析,当使用命令NLGEOM,ON 时,LINK180单元的应力刚化效应开关打开。
同时本单元还具有弹性、各向同性塑性硬化、动力塑性硬化、Hill(各向异性塑性)、Chaboche(非线性塑性硬化)以及蠕变等性能。
其详细的特性请参考《ANSYS. Inc. Theory Reference 》。
仅受拉或仅受压杆单元详见LINK10。
图180.1 LINK180三维杆单元输入数据图180.1给出了本单元的几何图形、节点坐标及单元坐标系。
该单元通过两个节点、横截面面积(AREA)、单位长度的质量(ADDMAS)及材料属性来定义。
单元的X轴是沿着节点I到节点J的单元长度方向。
单元的荷载描述见Node and Element Loads(节点荷载和单元荷载)。
温度可以作为单元在节点处的体荷载来输入。
节点I处的温度T(I)缺省为TUNIF,节点J处的温度T(J)默认值为T(I)。
LINK180单元允许通过改变截面积来实现轴向伸长功能。
缺省时,单元的截面积改变然而体积保持不变,即使变形后亦如此,缺省值适合用于弹塑性分析。
也可以通过设置KEYOPT(2)使截面积保持不变或刚性。
KEYOPT(10)=1被用来从用户子程序读入初始应力。
用户子程序的详细情况见ANSYS Guide to User Programmable Features。
单元输入摘要见下面的Input Summary(输入摘要),单元输入的一般性描述见Element Input(单元输入)。
180°翻转机动力滚筒线计算在机械制造和物料搬运领域,滚筒线(Conveyor)是一种常见的输送设备,用于将物料从一个地点移动到另一个地点。
当我们需要在机动力滚筒线上翻转物料180°时,通常采用以下几种方法来计算和设计。
首先,我们需要了解滚筒线的基本构造和工作原理。
滚筒线主要由滚筒、输送带、支承架和驱动装置等组成。
物料通过滚筒的旋转和输送带的运动,实现了对物料的输送和搬运。
当我们需要对物料进行翻转时,可以通过改变滚筒线部分的布局和设计实现。
一种常见的方法是采用180°翻转机构。
这种机构通常由两个平行的滚筒组成,通过传动装置使两个滚筒运动产生相对运动,从而将物料翻转180°。
在计算和设计这种机构时,我们需要考虑以下几个关键因素。
首先,需要确定物料的类型、尺寸和重量等参数。
不同类型的物料对滚筒线的要求有所不同,因此在设计时需要综合考虑这些参数。
另外,物料的尺寸和重量也会影响翻转机构的工作效果和负荷能力。
其次,需要考虑滚筒线的长度和高度。
翻转机构通常会占据一定的空间,在计算和设计时需要考虑滚筒线的长度和高度,以确保翻转机构的有效运行和物料顺利通过。
然后,需要确定驱动装置和传动装置的类型和参数。
翻转机构的运动依赖于驱动装置和传动装置,因此需要根据物料的要求和滚筒线的条件选择适当的驱动装置和传动装置。
常见的驱动装置包括电机、减速机和链条传动装置等,而传动装置通常是通过链条、皮带等将驱动力传递到滚筒上。
最后,需要考虑翻转机构的安全性和可靠性。
滚筒线在工作中需要承受一定的压力和负荷,因此翻转机构的设计和制造需要具备足够的强度和可靠性,以确保工作的安全和稳定。
在计算和设计滚筒线的180°翻转机构时,我们需要综合考虑以上几个因素,并根据具体的要求和条件进行合理的选择和设计。
通过合理的计算和设计,可以确保滚筒线的工作效果和负荷能力,提高物料的输送效率和品质。
冷弯成型轧辊角度计算公式冷弯成型是一种常见的金属加工方法,通过轧辊对金属板材进行弯曲成型,可以制作出各种形状的金属构件,广泛应用于船舶、桥梁、建筑等领域。
在冷弯成型过程中,轧辊的角度是一个重要的参数,它直接影响到成型后的产品质量和形状。
因此,正确计算轧辊角度是非常重要的。
一般来说,冷弯成型轧辊的角度计算公式可以根据成型要求和材料特性来确定。
下面我们就来介绍一些常见的冷弯成型轧辊角度计算公式。
1. 简单弯曲成型的轧辊角度计算公式。
在进行简单的弯曲成型时,可以使用以下的轧辊角度计算公式:Θ=180-((180-α)/2-φ)。
其中,Θ为轧辊的实际角度,α为成型后工件的角度,φ为轧辊的弯曲变形角度。
这个公式适用于一些简单的弯曲成型,可以帮助我们快速计算出轧辊的角度,从而进行成型操作。
2. 复杂弯曲成型的轧辊角度计算公式。
在进行复杂的弯曲成型时,轧辊的角度计算就会更加复杂。
一般来说,可以使用以下的轧辊角度计算公式:Θ=180-((180-α)/2-φ-δ)。
其中,Θ为轧辊的实际角度,α为成型后工件的角度,φ为轧辊的弯曲变形角度,δ为材料的弹性回弹角度。
这个公式考虑了材料的弹性回弹,能够更准确地计算出轧辊的角度,从而保证成型后的产品质量。
3. 不同材料的轧辊角度计算公式。
不同的材料在冷弯成型时,其弯曲变形角度和弹性回弹角度也会有所不同,因此需要针对不同材料使用不同的轧辊角度计算公式。
一般来说,可以使用以下的轧辊角度计算公式:Θ=180-((180-α)/2-φ-δ-ε)。
其中,Θ为轧辊的实际角度,α为成型后工件的角度,φ为轧辊的弯曲变形角度,δ为材料的弹性回弹角度,ε为材料的塑性回弹角度。
这个公式考虑了材料的塑性回弹,能够更全面地计算出轧辊的角度,从而更好地满足不同材料的成型要求。
在实际应用中,我们可以根据具体的成型要求和材料特性选择合适的轧辊角度计算公式,从而确保成型后的产品质量和形状。
同时,还需要结合实际操作经验和试验数据进行调整,以达到最佳的成型效果。
螺旋管机组成型参数计算一、成型参数计算大桥成型角:β=arccon(B/πD中)——B-板宽、D-管径;H-2#辊至地基面距h-1#\3#辊旋转中心至地面距a-1#\3#辊旋转中心至管中心方向的基面成型内外辊角度:β内=arctg〔πD内sinβ/B〕β外=arctg〔πD外sinβ/B〕钢管螺距:L螺=B/sinβ(mm)钢管周长范围:π(D外+δ正)≥S≥π(D外+δ负)δ正、δ负由执行标准决定。
1#\3#辊仰角α:α=arccos〔(H-h+D/2)/L+D/2〕1#\3#辊距基准距离X:X=sinα(L+D/2) -aK值=1#辊与中心距离+3#辊与中心距离二、各机组实际参数φ170成型辊(φ1620机组):H=590h1=360h3=389L1=260L3=260a1=175a3=175φ170成型辊(φ4020机组):H=590h1=350h3=372L1=260L3=260a1=175a3=175φ150成型辊(φ920机组):H=550h1=335h3=365L1=243L3=245a1=175a3=175滑台中心:800-S/2S—螺距φ110成型辊(φ820机组):H=335(生产φ219时)H=340h1=180h3=210L1=185L3=185a1=120a3=120滑台中心:600-S/2S—螺距将以上固定参数代入:一、φ170成型辊(φ4000机组):1#\3#辊仰角α:α1=arccos〔(H-h1+D/2)/L1+D/2〕=arccos〔(240+D/2)/(260+D/2)〕α3 =arccos〔(218+D/2)/(260+D/2)〕φ170成型辊(φ1620机组):1#\3#辊仰角α:α1=arccos〔(H-h1+D/2)/L1+D/2〕=arccos〔(230+D/2)/(260+D/2)〕α3 =arccos〔(201+D/2)/(260+D/2)〕1#\3#辊距基准距离X:X1=sinα1(L1+D/2) –a1= sinα1(260+D/2) –175X3=sinα3(L3+D/2) –a3= sinα3(260+D/2) –175二、φ150成型辊(φ920机组):1#\3#辊仰角α:α1=arccos〔(H-h1+D/2)/L1+D/2〕=arccos〔(215+D/2)/(243+D/2)〕α3 =arccos〔(185+D/2)/(245+D/2)〕1#\3#辊距基准距离X:X1=sinα1(L1+D/2) –a1= sinα1(243+D/2) –175X3=sinα3(L3+D/2) –a3= sinα3(245+D/2) –175三、φ110成型辊(φ820机组):1#\3#辊仰角α:α1=arccos〔(H-h1+D/2)/L1+D/2〕=arccos〔(155+D/2)/(185+D/2)〕α3 =arccos〔(130+D/2)/(185+D/2)〕1#\3#辊距基准距离X:X1=sinα1(L1+D/2) –a1= sinα1(185+D/2) –120X3=sinα3(L3+D/2) –a3= sinα3(185+D/2) –120。