轴承检查仪器型表示方法
- 格式:docx
- 大小:13.98 KB
- 文档页数:3

轴承测量仪B 系列跳动测量仪B系列跳动测量仪是用于成套轴承径向跳动、端面跳动测量的机械式测量仪器。
B002 测量深沟球轴承的内外圈径向跳动及内圈端面的跳动;B02 系列用于测量深沟球轴承、圆锥轴承内圈径向跳动及端面跳动;B01系列用于深沟球轴承外圈径跳及端面跳动的测量;B72 系列用于测量圆锥滚子轴承内圈径跳及端跳;B71 系列测量圆锥滚子轴承外圈径跳及端跳;B20 系列用于圆柱滚子轴承的跳动测量。
主要技术参数单位:mm型号名称测量范围示值误差示值变动性端跳± 0.002B002 深沟球轴承跳动测量仪内径d3-25径跳± 0.00150.002径跳± 0.002 径跳0.002B023B 深沟球轴承内圈跳动测量仪外径D30-62端跳± 0.005 端跳0.005径跳± 0.002 径跳0.002B024B 深沟球轴承内圈跳动测量仪外径D62-100端跳± 0.005 端跳0.005B912 B002B204B023C系列轴承垂直度测量仪C系列轴承垂直度测量仪系比较法机械式轴承套圈轴心线对端面垂直度仪器。
出于习惯列入C 系列的还有圆柱、圆锥滚子、端面圆跳动测量仪。
主要技术参数单位:mm型号名称测量范围示值误差示值变动性C442 圆柱滚子端面跳动测量仪Dw20-100 ±0.001 0.001C443 圆柱滚子端面跳动测量仪Dw20-40 ±0.001 0.001C742 圆锥滚子端面跳动测量仪Dw6-25 ±0.001 0.001C912轴承外圈轴心线对端面垂直度测量仪外径30-90 ±0.001 0.001C913轴承外圈轴心线对端面垂直度测量仪外径30-70 ±0.001 0.001C922轴承内圈轴心线对端面垂直度测量仪内径13-17 ±0.001 0.001C923轴承内圈轴心线对端面垂直度测量仪内径d17-70 ±0.001 0.001C924轴承内圈轴心线对端面垂直度测量仪内径d70-150 ±0.001 0.001C925 轴承内圈轴心线对端面垂直度内径d140-260 ±0.001 0.001C443C912测量仪D系列轴承直径测量仪D系列轴承直径测量仪为比较法机械式测量器,多用于不同类型轴承的套圈(垫圈)、滚动体直径及相关参数的测量。
如何测量轴承一、二、概念轴承(Bearing)音译又称啤令,是机械中的固定机件,当其他机件在轴上彼此产生相对运动时,用来保持轴的中心位置及控制该运动的机件。
三、四、分类按照相对运动的接触形式大致分为:滚珠轴承、滑动轴承、挠性轴承、空气轴承、磁悬浮轴承、圆锥滚珠轴承、宝石轴承、滚针轴承、含油轴承等。
按照被支撑物之间的相对运动关系分为:旋转轴承、线性轴承、复合轴承等。
三、轴承测量元素轴承检测一般分为3个部分。
外观检测如外径尺寸、内径尺寸、轴承高度、同轴度、同心度、内外径跳动等;探伤检测一般用声波、电磁等手段进行内部检测;振动检测。
今天主要探讨外观检测。
四、五、轴承测量方法1、2、机械式仪器机械式仪器测量采用表头进行显示,分辨率低,显示分辨率在1mm左右,主观误差较大,一般检测参数单一,但成本低、可靠性高,普及面广。
如轴承行业现在使用的D系列内、外径仪、H系列高度仪、W系列沟位置仪、B系列摆差仪等。
3、4、光电一体化仪器光机电一体化仪器一般采用传感器测量、数字显示,分辨率高,显示分辨率一般比机械式仪器高一数量级,示值准确,动态性能好。
如激光粗糙度仪、标准测长机、基准游隙仪、摩擦力矩仪、主动测量仪、振动测量仪、在线内径测量机、机外检测机等。
这里要特别强调影像测量仪,因为在光电一体化仪器里它是测量轴承的最佳测量仪器。
天准公司生产的VMU、VMC及VMG系列全自动影像测量仪兼顾了机械式仪器的功能还具备智能化仪器的综合分析判断、数据存储、统计分析等功能,自动影像测量仪能够完成在线批量检测,这样一来就可以节省购买其他配套设备的成本且能够大幅提升测量效率。
5、6、智能化仪器智能化仪器一般采用传感器测量,计算机分析处理测量数据,一般具有消除测量安装误差、综合分析判断、数据存储、统计分析、网络管理接口等功能,具有分辨率高、示值准确、显示直观、人机对话良好、动态性能好等特点。
但智能化仪器太过专一,测量轴承时往往要几个一起仪器配合使用,这样不光提升成本也降低效率。
目录第一章国外滚动轴承部件的检测方法一、滚动轴承套圈沟道表面质量的检查方法 (1)二、轴承套圈内表面伤痕的检查方法 (2)三、用频谱分析法评定滚动表面的波纹度 (4)四、用干涉仪测量球轴承滚道表面轮廓 (8)五、陶瓷球超声波探伤法 (11)六、采用振动测量技术确定球与滚子的柔量 (12)七、电机轴承部件的使用故障 (15)第二章滚动轴承异常的检测方法一、用电测法检查滚动轴承缺陷 (18)二、几种诊断滚动轴承疲劳剥落的发生位置 (19)三、用振动标定滚动轴承异常的方法 (22)四、用声发射法诊断滚动轴承的异常 (24)五、用声传感器监视滚动轴承的损伤 (27)六、用应变仪检测故障的方法 (28)七、用复合传感器检测轴承的异常 (29)八、利用振动分析检测 (33)九、滚动接触亚表面疲劳裂纹的AE检测技术 (34)十、FAG应用信号处理和频率分析技术检测轴承 (36)十一、用手提式润滑脂铁粉浓度计测量轴承磨损状态 (38)十二、借助振动和声发射诊断滚动轴承的失效 (40)十三、模式识别在线检测轴承局部缺陷 (43)十四、轴承异常的逐次模糊诊断 (50)十五、近几年普遍应用的检测滚动轴承异常的方法 (50)十六、燃气涡轮发动机转子支承轴承的诊断 (53)第三章滚动轴承其它方面检测方法一、径向负荷下轴承力矩的测量方法 (55)二、滚动轴承非重复性旋转精度的动态测量 (57)三、测量轴承负荷的方法 (60)四、滚动轴承主轴径向旋转精度评定方法 (62)五、滚动轴承工业状态的振动与噪音监测技术对比 (65)六、超声波测试硬度的方法 (70)第四章国外滚动轴承检测的先进设备一、国外几种轴承振动测量仪简介 (70)二、前苏联研制的几种测量装置 (73)三、球轴承用径向游隙测量机 (76)四、瑞典SKF公司研制的检测设备 (77)五、飞机发动机轴承钢球的检测设备 (78)六、表面粗糙度测量仪 (78)七、大型轴承测量装置 (78)八、其它几种轴承检测仪器及装置 (79)、八、-前言近年来,人们对各种零件性能的要求,尤其是对滚动轴承性能的要求有了很大的提高。

轴承检查仪用于同步环圆度检测
使用说明
一.结构简图
1. 指示表
2.指示表紧固螺钉
3.限位螺钉
4.测力调整螺钉
5.紧固螺钉
6.微调螺钉
7.活动测头
8.固定测头
9.工作台面
10.活动测头调整螺钉
二.测量时示意图
1
2 3
4
5 6
1
7
1
8
8
产品
三个测头
三.使用说明
1.调整限位螺钉3,使活动测头7在一定范围内移动.
2.调整测力调整螺钉(测量内径时旋入,测量外径时旋出),使测量支点产生足够的
压力(10±0.3)N。
3.把齿环安放到工作台面9上,在直径上调整两个固定测头8和活动测头7的位置,
使其三个测头大致在齿环内锥直径上;
4.锁紧固定测头8,将活动测头的调整螺钉10向内移,移动活动测头7与齿环内锥
面接触,锁紧活动测头。
5.松开坚固螺钉5,调整微调螺钉6,使测头与指示表1接触,并使指示表上的指针
移到表盘大致中间的位置。
6.调整指示表上的螺钉,使表盘上刻度移动,对准一个零位。
7.转动齿环一圈,指示表上指针的变动量为△x,注意三个测头与油槽接触时的示值
不能计算在内;
产品圆度=△x-0.015
说明:此公式是30件产品分别用圆度仪,三坐标和轴检仪检测,对比检测数据
得到。
通用轴承仪器编号办法仪器型号的形式,如D903有四个字组成,D为第一个字,3为第四个字第一个字表示仪器的测量参数,用汉语拼音字母表示。
第二个字表示被测轴承的类型。
第三个字表示被测轴承的零件。
第四个字表示用于同一测量参数,同一轴承类型,同类零件的仪器不同规格由小尺寸到大尺寸的顺序号。
第二、三、四个字均用阿拉伯数字表示。
第一个字表示的意义;G—高度。
包括宽度、平行度、油沟深度、弯曲度、孔深。
G903、G803。
D—直径。
包括各种直径,如外径、内径、沟径、球和滚子自径。
D712、D713。
C—垂直差或端面侧摆。
C742。
J—角度。
J703,正玄仪测量仪,测量圆锥滚子轴承角度。
B—成品轴承的各种摆动。
包括径向、轴向或端面摆动。
B013 X—成品轴承的轴向或径向游隙。
X092、X094。
W—沟位置和短圆柱基准挡边厚度和滚道宽度。
W013、W014H—套圈的壁厚、三角。
H904。
L—棱面度。
JW054,轴承计重检测仪。
M—摩擦力矩。
MZK—1,内径主动测量仪(电感)。
第二个字表示的意义。
0—向心球轴承。
1—向心球面球轴承。
2—向心短园拄滚子轴承。
3—向心球面滚子轴承。
4—长园拄滚子轴承及滚针轴承。
5—螺旋滚子轴承及关节轴承。
6—向心推力球轴承。
7—圆锥滚子轴承。
8—推力球轴承及推力滚子轴承。
9—各类轴承通用。
第三个字表示的意义0—内、外圈或紧、活圈1—外圈或活圈2—内圈或紧圈3—保持架4—滚子5—钢球9—成品第四个字表示的意义第四个字表示用于同一测量参数,同一轴承类型,同类零件的仪器不同规格由小尺寸到大尺寸的顺序号。
例:D012—表示测量0类型轴承外圈沟径的第二种仪器。
我公司仪器使用情况1外圈G905—高度,D901,D902 —外径垂直差,高度。
D915—外径尺寸、椭圆。
D713—外沟尺寸、角度、垂直差。
两沟偏心H904—外径三角(圆度)。
2内圈H903—内圈三角(圆度)、壁厚。
D724—内沟尺寸、角度、垂直差。

轴承的振动检查和温度检查一、引言轴承是机械设备中常见的零部件之一,其正常运行对于设备的稳定性和寿命有着重要的影响。
为了确保轴承的正常运行,需要进行振动检查和温度检查。
本文将详细介绍轴承的振动检查和温度检查的标准格式,以便工程师和技术人员能够准确进行检查和评估。
二、轴承的振动检查1. 检查设备和工具准备在进行轴承振动检查前,需要准备以下设备和工具:- 振动测量仪器:如加速度计、振动传感器等。
- 数据记录设备:如数据采集器、计算机等。
- 其他辅助工具:如扳手、螺丝刀等。
2. 检查点的选择根据轴承的类型和应用场景,选择合适的检查点。
常见的检查点包括轴承外圈、内圈和保持架等。
3. 检查方法(1)安装振动传感器:将振动传感器安装在选择的检查点上,确保固定牢固。
(2)启动设备:启动设备,并使其正常运行,记录下基准振动数据。
(3)记录振动数据:使用振动测量仪器记录振动数据,包括振动的幅值、频率等。
(4)数据分析与评估:将记录的振动数据进行分析和评估,判断轴承的运行状态是否正常。
4. 振动数据评估标准根据不同的轴承类型和应用场景,可以参考以下标准进行振动数据的评估:- ISO 10816-3:机械设备的振动评估标准。
- ANSI/ASA S2.75:机械设备的振动评估指南。
三、轴承的温度检查1. 检查设备和工具准备在进行轴承温度检查前,需要准备以下设备和工具:- 红外测温仪:用于非接触式测量轴承的温度。
- 温度计:用于接触式测量轴承的温度。
- 其他辅助工具:如扳手、螺丝刀等。
2. 检查点的选择根据轴承的类型和应用场景,选择合适的检查点。
常见的检查点包括轴承外圈、内圈和保持架等。
3. 检查方法(1)选择测温方式:根据实际情况选择合适的测温方式,可以使用红外测温仪进行非接触式测量,也可以使用温度计进行接触式测量。
(2)测量轴承温度:将测温仪或温度计对准选择的检查点,进行温度测量。
(3)记录温度数据:记录测得的轴承温度数据,包括时间、位置等信息。
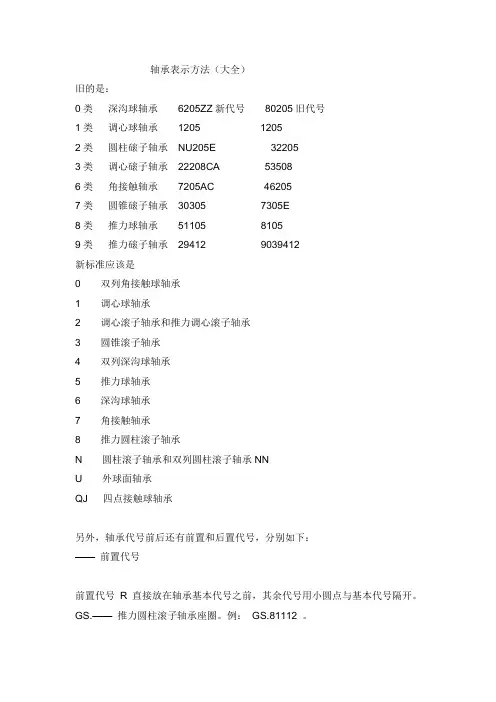
轴承表示方法(大全)旧的是:0类深沟球轴承6205ZZ新代号80205旧代号1类调心球轴承1205 12052类圆柱磙子轴承NU205E 322053类调心磙子轴承22208CA 535086类角接触轴承7205AC 462057类圆锥磙子轴承30305 7305E8类推力球轴承51105 81059类推力磙子轴承29412 9039412新标准应该是0 双列角接触球轴承1 调心球轴承2 调心滚子轴承和推力调心滚子轴承3 圆锥滚子轴承4 双列深沟球轴承5 推力球轴承6 深沟球轴承7 角接触轴承8 推力圆柱滚子轴承N 圆柱滚子轴承和双列圆柱滚子轴承NNU 外球面轴承QJ 四点接触球轴承另外,轴承代号前后还有前置和后置代号,分别如下:——前置代号前置代号R 直接放在轴承基本代号之前,其余代号用小圆点与基本代号隔开。
GS.——推力圆柱滚子轴承座圈。
例:GS.81112 。
K.——滚动体与保持架的组合件。
例:推力圆柱滚子与保持架的组合件K.81108R——不带可分离内圈或外圈的轴承。
例:RNU207——不带内圈的NU207 轴承。
WS——推力圆柱滚子轴承轴圈。
例:WS.81112.——内部设计——外形尺寸及变形设计——密封——保持架——公差——游隙——热处理——特殊设计——机床主轴轴承——低噪省轴承——后置代号后置代号置于基本代号的后面。
当具有多组后置代号时,应按轴承代号表中所列后置代号的顺序从左至右排列。
某些后置代号前用小圆点与基本代号隔开。
后置代号—内部结构A 、B 、C 、D 、E——内部结构变化例: 角接触球轴承7205C 、7205E 、7205B ,C—15 °接触角,E-25 °触角,B—40 °接触角。
例:圆柱滚子、调心滚子及推力调心滚子轴承N309E 、21309 E 、29412E——加强型设计,轴承负载能力提高。
CA 可任意(同向串对,面对面或者背靠背)CB 配对安装的单列角接触球轴承CC 背靠背或者面对面排列时,轴向安装前内部间隙与正常值之比较:小(CA),正常(CB),较大(CC)G 可任意(同向串连,背靠背,面对面)配对安装的单列角接触轴承。
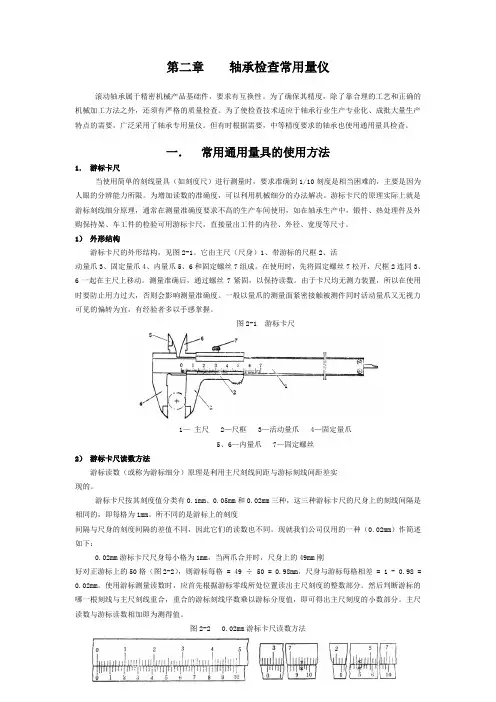
第二章轴承检查常用量仪滚动轴承属于精密机械产品基础件,要求有互换性。
为了确保其精度,除了靠合理的工艺和正确的机械加工方法之外,还须有严格的质量检查。
为了使检查技术适应于轴承行业生产专业化、成批大量生产特点的需要,广泛采用了轴承专用量仪。
但有时根据需要,中等精度要求的轴承也使用通用量具检查。
一.常用通用量具的使用方法1.游标卡尺当使用简单的刻线量具(如刻度尺)进行测量时,要求准确到1/10刻度是相当困难的,主要是因为人眼的分辨能力所限。
为增加读数的准确度,可以利用机械细分的办法解决。
游标卡尺的原理实际上就是游标刻线细分原理,通常在测量准确度要求不高的生产车间使用,如在轴承生产中,锻件、热处理件及外购保持架、车工件的检验可用游标卡尺,直接量出工件的内径、外径、宽度等尺寸。
1)外形结构游标卡尺的外形结构,见图2-1。
它由主尺(尺身)1、带游标的尺框2、活动量爪3、固定量爪4、内量爪5、6和固定螺丝7组成。
在使用时,先将固定螺丝7松开,尺框2连同3、6一起在主尺上移动。
测量准确后,通过螺丝7紧固,以保持读数。
由于卡尺均无测力装置,所以在使用时要防止用力过大,否则会影响测量准确度。
一般以量爪的测量面紧密接触被测件同时活动量爪又无视力可见的偏转为宜,有经验者多以手感掌握。
图2-1 游标卡尺1—主尺 2—尺框 3—活动量爪 4—固定量爪5、6—内量爪 7—固定螺丝2)游标卡尺读数方法游标读数(或称为游标细分)原理是利用主尺刻线间距与游标刻线间距差实现的。
游标卡尺按其刻度值分类有0.1mm、0.05mm和0.02mm三种,这三种游标卡尺的尺身上的刻线间隔是相同的,即每格为1mm。
所不同的是游标上的刻度间隔与尺身的刻度间隔的差值不同,因此它们的读数也不同。
现就我们公司仅用的一种(0.02mm)作简述如下:0.02mm游标卡尺尺身每小格为1mm,当两爪合并时,尺身上的49mm刚好对正游标上的50格(图2-2),则游标每格 = 49 ÷ 50 = 0.98mm,尺身与游标每格相差 = 1 - 0.98 = 0.02mm。
轴承测振仪的使用方法一、简介轴承测振仪是一种用于检测轴承运行状态的仪器设备。
它通过测量轴承的振动信号,可以得到轴承运行的状态,并判断轴承是否存在故障。
本文将介绍轴承测振仪的使用方法。
二、准备工作使用轴承测振仪之前,需要进行以下准备工作:1.确认测振仪的电池电量是否充足,如果不足应及时充电。
2.准备一份轴承参数表,记录轴承的型号、规格等信息。
3.检查测振仪的传感器是否完好,如有损坏应及时更换。
三、使用步骤1.将测振仪打开,并根据仪器上的按钮或菜单选择测量模式。
通常测振仪会提供多种模式,如速度模式、加速度模式等,选择适合的模式进行测量。
2.根据轴承参数表,设置测振仪的参数。
这些参数包括轴承的型号、转速范围等。
正确设置参数可以提高测量结果的准确性。
3.将测振仪的传感器安装到轴承上。
传感器应紧密贴合在轴承表面,并确保传感器与轴承之间没有杂质。
4.开始测量。
启动轴承运转,观察测振仪的显示屏或指示灯,记录测量结果。
通常测振仪会显示轴承的振动频率、幅值等信息。
5.分析测量结果。
根据测振仪提供的结果,结合轴承参数表,进行故障判断和分析。
常见的故障包括振动过大、频率异常等。
根据判断结果可以采取相应的维修措施。
6.定期校准测振仪。
为了确保测量结果的准确性,应定期校准测振仪。
校准可参照测振仪的使用说明书或请专业人员进行。
四、注意事项在使用轴承测振仪时,需要注意以下事项:1.避免将测振仪接近强磁场或高温场所,避免对测振仪的正常工作产生干扰。
2.定期清洁测振仪的传感器和接口,保持设备的良好状态。
3.在进行测量时,应保证工作区域的安全性,避免发生意外事故。
4.如果测振仪出现故障或异常情况,应停止使用并及时进行维修。
五、总结轴承测振仪是一种用于检测轴承状态的重要工具。
通过正确使用轴承测振仪,可以及时发现轴承的故障,并采取相应的修复措施,避免因轴承故障导致设备停机和生产损失。
在使用轴承测振仪时,需要注意合理设置参数、正确安装传感器,并进行定期的校准工作,保证测量结果的准确性。
检查轴承内孔的方法
检查轴承内孔的方法主要有以下几种:
1.测微计测量法:对于轴承大型内孔的测量,可使用螺旋测微计
进行测量。
测微计的操作需要注意量程范围,将测微计调整到最准确的量程范围。
如果使用的是机械测微计,需要检查测轴承内孔的测针是否卡进,如果是数字测微计,需要进行清零操作。
2.内径千分尺测量法:使用内径千分尺进行测量时,需要注意使
用合适的千分尺进行测量。
当千分尺完成贯穿轴承内孔时,仪器显示数值为零时即为轴承内孔直径。
3.数字游标卡尺测量法:数字游标卡尺是一种常用的测量工具,
可以用于测量轴承的内孔直径。
使用卡尺时,应将其打开并将读数归零。
然后,将轴承放在卡钳的内部测量侧,滚动卡尺到轴承允许的范围内,并记录显示的测量值。
为了获得最准确的测量结果,应在轴承内圈内摆动卡钳,确保它们位于最宽的部分。
这些方法都需要一定的专业知识和技能,如果操作不当可能会对轴承或测量工具造成损坏。
因此,在进行这些操作时,应确保按照正确的步骤和注意事项进行操作。
如果可能的话,最好由专业人员进行这些测量。
轴承检查检测工作作业指导书汇编一B002型深沟球轴承成品跳动测量仪版本:A 更改:0次作业指导书B002型深沟球轴承成品跳动测量仪作业指导书测量项目:向心球轴承(或圆柱滚子轴承)成品内圈径向圆跳动Kia、外圈径向圆跳动Kea、内圈基准端面对滚道的跳动Sia、外圈基准端面对滚道的跳动Sea、内圈基准端面对内径的跳动Sd适用仪器:B002一、仪器调整1、检查仪器的“检定标签8”是否在有效期内,仪器的重要部件是否齐全,各部位相互作用应灵活自如,没有阻滞和跳动现象(见图一)。
2、根据“被测轴承6”的内径尺寸,选取与内径尺寸相同的“心轴5”(心轴带锥度以外径尺寸小的一端先入轴承内径)。
3、将“被测轴承6”装入心轴,以手推不动为止。
将心轴装卡在仪器的两“顶尖4、7”之间,松紧程度以用手拨动心轴在两顶尖间能旋转自由无卡死现象为准,若有间隙可调整仪器左边的微调螺丝,调整到无间隙为最佳。
4、将被测轴承移动到“测点10、11、12”附近后(见图二),左手按下仪器左边“导轨锁紧手柄9”,使“心轴5”可在导轨上自由移动,右手推动仪器右边手柄,将心轴推到使轴承端面接触到“测点10、11”,然后锁住导轨。
(见图二)B002型深沟球轴承成品跳动测量仪版本:A 更改:0次作业指导书二、产品的测定测定方法:1、调整完毕后,转动心轴一周以上,“指示表1、2、3”的最大值与最小示值之差分别为内圈基准端面对内径的跳动量Sd,被测轴承的内圈的径向圆跳动量Kia和内圈端对滚道的跳动量Sia。
(见图三)2、转动轴承外圈一周以上“指示表2、3”的最大值与最小示值之差分别为被测轴承外圈的径向跳动量Kea和外圈端面对滚道的跳动量Sea。
(见图三)三、仪器维护保养及注意事项(一)、维护保养1、仪器在清洁、干燥、无腐蚀物质的条件下存放。
2、在调整和使用仪器时不得敲打、撞击。
3、仪器使用完,应擦拭干净,滑动部分应涂油防锈。
(二)、注意事项·测量时仪器、产品均要求放置平稳。
德国FAG轴承型号说明FAG公司的轴承代号由基本代号,前置代号和后置代号构成。
基本代号表示轴承的基本类型,结构和尺寸。
前置代号表示轴承零件置于基本代号之前。
后置代号表示轴承结构形状,尺寸,密封,保持架,公差,游隙,热处理,包装,技术要求等有改变时,在轴承基本代号后添加的补充代号。
1 前置代号前置代号R直接放在轴承基本代号之前,其余前置代号用小圆点与基本代号隔开。
GS—推力圆柱滚子轴承座圈。
例:GS.81112K –-滚动体与保持架的组合件。
例::推力圆柱滚子与保持架的组合件K.81108。
R –-不带可分离内圈或外圈的轴承。
例:RNU207-不带内圈的NU207轴承。
WS—推力圆柱滚子轴承轴圈。
例:WS.81112。
2 后置代号后置代号置于基本代号的后面.当具有多组后置代号时,应按轴承代号表中所列后置代号的顺序从左至右的排列。
某些后置代号前用小圆点与基本代号隔开。
(1) 内部结构A,B,C,D,E内部结构变化例1:角接触球轴承7205C,7205E,7205B,C-15度接触角,E-25度接触角,B-40度接触角。
例2:圆柱滚子,调心滚子及推力调心滚子轴承N309E,21309E,29412E-加强型设计,轴承负载能力提高。
VH-滚子自锁的满滚子圆柱滚子轴承(滚子的复圆直径不同于同型号的标准轴承)。
例:NJ2312VH(2)轴承的外形尺寸及外部结构DA-带双半内圈的可分离型双列角接触球轴承。
例:3306DADZ-圆柱型外径的滚轮轴承。
例:ST017DZK-圆锥孔轴承,锥度1:12。
例:2308K。
K30-圆锥孔轴承,锥度1:30。
例:24040K30。
2LS-双内圈,两面带防尘盖的双列圆柱滚子轴承。
例:NNF5026C.2LS.V-内部结构变化,双内圈,两面带防尘盖,满滚子双列圆柱滚子轴承。
N-外圈上带止动槽的轴承。
例:6207N。
NR-外圈上带止动槽和止动环的轴承。
例:6207NR。
N2-外圈上带两个止动槽的四点接触球轴承。
轴承的振动检查和温度检查一、引言轴承是机械设备中常见的关键部件之一,其工作状态的良好与否对设备的运行稳定性和寿命有着重要影响。
为了确保轴承的正常运行,需要进行振动检查和温度检查。
本文将详细介绍轴承振动检查和温度检查的标准格式及操作步骤。
二、轴承振动检查的标准格式轴承振动检查是通过测量轴承的振动水平来评估其工作状态。
以下是轴承振动检查的标准格式:1. 检查项目:- 轴承型号和规格- 检查位置- 检查设备2. 检查仪器:- 振动测量仪- 加速度传感器3. 检查方法:- 安装加速度传感器在轴承上- 运行设备并记录振动数据- 分析振动数据,包括振动幅值、频率等指标- 比较振动数据与标准值,判断轴承的工作状态4. 检查结果:- 轴承振动水平(单位:mm/s)- 振动频率(单位:Hz)- 振动幅值(单位:mm)- 振动数据与标准值的比较结果- 轴承工作状态的评估5. 结论:- 正常:振动水平低于标准值,轴承工作良好- 异常:振动水平高于标准值,轴承可能存在故障三、轴承温度检查的标准格式轴承温度检查是通过测量轴承的温度来评估其工作状态。
以下是轴承温度检查的标准格式:1. 检查项目:- 轴承型号和规格- 检查位置- 检查设备2. 检查仪器:- 温度计3. 检查方法:- 将温度计接触轴承外圈表面- 运行设备并记录轴承温度- 持续记录轴承温度直至稳定- 比较轴承温度与标准值,判断轴承的工作状态4. 检查结果:- 轴承温度(单位:摄氏度)- 温度数据与标准值的比较结果- 轴承工作状态的评估5. 结论:- 正常:轴承温度低于标准值,轴承工作良好- 异常:轴承温度高于标准值,轴承可能存在故障四、操作注意事项1. 在进行振动检查和温度检查前,确保设备处于停止状态,并采取相应的安全措施。
2. 使用合适的仪器和传感器进行测量,并确保其准确性和稳定性。
3. 根据设备的使用情况和工作环境,确定适当的标准值。
4. 进行检查时,注意观察异常情况,如异常噪音、异味等,及时记录并报告。