焊接基础知识133-MAG MIG焊-低热输入熔滴过渡形式的发展
- 格式:pdf
- 大小:396.79 KB
- 文档页数:4
焊接基础知识培训教材MIG 焊接篇铝不锈钢株式会社DAIHEN(OTC)焊机新干线车厢内部的MIG 焊接 不锈钢容器的MIG 焊接株式会社DAIHEN(OTC)焊机焊接基础知识培训教材由以下各篇组成:DAIHEN(OTC)MIG焊接讲座教材目录1.MIG焊接原理 1 1-1序言 11-2MIG焊接原理 2 2.MIG焊接的主要特点 2 3.MIG焊接现象 3 3-1溶滴过渡现象 33-1-1射流过渡 43-1-2大滴状过渡 43-1-3短路过渡 43-1-4复合过渡(亚射流过渡) 53-1-5适应的溶滴过渡方式 5 3-2脉冲MTG焊接 63-3溶滴过渡与溶深的形状 63-4清洁作用7 4.MIG焊机8 4-1MIG焊接电源8-94-2逆变控制及模糊控制方式的MIG焊机的特点9-114-3MIG焊机的主要构成以及作用11 4-3-1MIG焊机的构成114-3-2焊枪124-3-3送丝装置12-13 5.影响MIG焊接结果的主要原因13 5-1焊接电流145-2电弧电压155-3焊接速度165-4焊枪的操作17 6.MIG焊接材料18 6-1铝及其合金186-2不锈钢196-3铜及铜合金20 7.有关MIG焊接的主要用语及解说21-231.MIG 焊接原理1-1序言MIG 焊接是“Metal Inert Gas Welding ”的简称。
1948年开发成功了利用基本与母材同一材料的焊丝作电极的MIG 焊接法。
在日本大阪变压器公司最先进行MIG 焊机的开发,从1956年以“SIGMA Shield Inert Gas Metal Arc ”的名称进行销售以来,其MIG 焊机得到了广泛的应用。
在此以后,大阪变压器公司开发了特种的脉冲电弧焊接法,从1965年销售了以“PULSE AUTO ”的名称受到青睐的MIG 焊机以来,从顾客处得到了买MIG 焊机要到大阪变压器的好评。
并保持其不动地位至今。
1-2 MIG 焊接的原理MIG 焊接的基本原理与CO2/MAG 焊接一样,所不同的是作为保护气体MIG 焊接时所用的保护气体为氩气等惰性气体。

MAG 焊接- 原理和特点1. 原则和特性MAG 焊是一种熔化焊丝和工件之间的电弧形态的气体金属弧焊(GMAW)方法,通过加热将焊丝和工件融化焊接在一起。
焊丝根据焊机设置以一个恒定的速度自动供给。
在焊接过程中,从气体钢瓶供给保护气体保护焊接区,隔绝大气中的气体,如氮和氧。
如果这些气体接触电极、电弧或焊接金属,可能会导致熔化缺陷、孔隙率和焊接金属脆化。
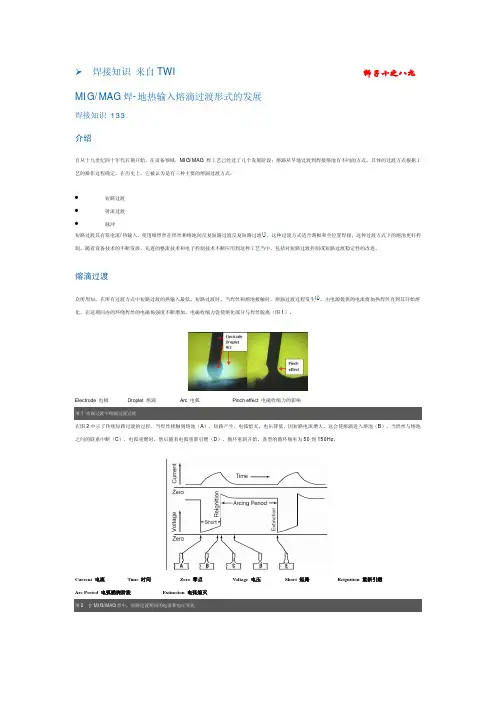
二氧化碳气体保护焊是唯一的熔滴过渡过程,被称为“短路法”。
焊接薄板时,往往会出现变形、燃烧等问题。
为了防止这样的现象,需要减少热量输入。
下面说明的短路法可保持薄板最佳焊接的低穿透深度。
短路焊接中的熔滴过渡传递:焊丝末端是由于电弧加热而熔化。
这使得熔滴接触工件,造成短路,它会短暂熄灭电弧。
当短路发生时,高电流通过,直到熔池的表面张力将熔融金属熔珠从电极嘴拉下。
然后电弧重新启动一次,大约每秒重复 100 次这个过程。
MAG 焊特性:通过减少变形和燃烧的风险,使得薄板可被焊接。
?简单易学。
焊接质量不依赖于焊工的技术水平。
?熔融金属温度低,流动性小,全方位焊接均具有高操作性。
?产生的焊渣非常少,所以没有必要清除。
?由于保护气体必须保持在焊接区域周围,所以不适合在室外焊接或在强通风口处焊接。
?注意:?-M AG 焊接金属活跃气体焊接是运用的纯二氧化碳(CO2)保护气体,或包含二氧化碳(CO2)和其它气体的混合气。
它被认为是活性的,是因为CO2与熔焊焊池进行了有限的反应。
MAG 焊温度达到约2732 °F (1500 °C)。
-M IG 焊接金属惰性气体焊接是运用如 100%的氩(Ar)的保护气体。
因为氩是惰性的,它不与焊接熔池反应。
-M IG 铜焊金属接合法是在比 MAG 焊接温度低很多度的情况下,使用填充材料将工作件接合在一起,约1742 °F (950 °C)。
基本金属保持在低于会削弱 UHSS 的温度,如 1,500 MPa 钢。
与普通MIG/MAG焊相比,脉冲MIG/MAG焊接有何特点
2011-09-19 15:23
普通MIG/MAG焊的主要熔滴过渡形式是射流过渡。
而脉冲MIG/MAG焊的熔滴过渡特点是每个电流脉冲过渡一个熔滴,就其实质而言属于射滴过渡。
这时主要特点如下:
1)脉冲MIG/MAG焊的最佳熔滴过渡形式是一个脉冲过渡一个熔滴。
这样通过调节脉冲频率就能够改变单位时间内熔滴过渡的滴数,也就是焊丝熔化速度。
2)由于一脉一滴的射滴过渡,熔滴直径大致与焊丝直径相等,则熔滴电弧热较低,也就是熔滴温度低(与射流过渡和大滴过渡相比)。
所以提高了焊丝的熔化系数,也就是提高了焊丝的熔化效率。
3)因熔滴温度低,所以焊接烟雾少。
这样一方面降低了合金元素的烧损,另一方面改善了施工环境。
4)焊接飞溅小,甚至无飞溅。
5)弧长短,电弧指向性好,适于全位置焊接。
6)焊缝成形良好,熔宽较大,指状熔深特点减弱,余高小。
7)扩大了MIG/MAG焊射流过渡的使用电流范围。
脉冲焊时焊接电流从射流过渡的临界电流附近一直到几十安的较大电流范围内均可实现稳定的射滴过渡。
钢的熔化极气体保护焊(MIG/MAG焊)适用的熔滴过渡方式2012-02-19 13:58:33钢的MIG/MAG焊通常为短路过渡、射流过渡和脉冲射流过渡。
不锈钢的短路过渡MIG焊通常使用φ0.8-φ1.2mm细焊丝和ψ(Ar)95%-75%+ψ(C02)5%-25%的富氩混合气体,用于薄板和打底层焊接。
使用混合气体的效果(无论工艺性能或焊缝成形)要好于使用纯氩。
不锈钢的中厚板焊接可采用射流过渡或脉冲射流过渡,使用氧化性比短路过渡时要小的富氢混合气体,如ψ(Ar)99%-98%+ψ(CO2)1%-2% 、ψ(Ar)95%-90% +ψ(CO2)5%-10%,要求更高时还可采用氩-氦混合气休,如ψ(Ar)70%-50%+ψ(He)30%-50%脉冲射流过渡常使用ψ1.6mm以下的细焊丝,使用小于临界电流的平均电流进行焊接,不仅电流稳定,而且可通过调整脉冲规范以调节焊缝成形,细化组织并提高其抗裂性。
低碳钢和低合金钢的短路过渡MIG焊以使用富氢混合气体保护为宜。
通常使用二元混合气体ψ(Ar)85% -75% +ψ(CO2)15%-25%,氧化性更强的混合气体会导致钨极烧损。
细丝短路过渡MIG焊适用于低碳钢和低合金钢薄板及空间位置焊缝的焊接,焊接电流一般不超过250A。
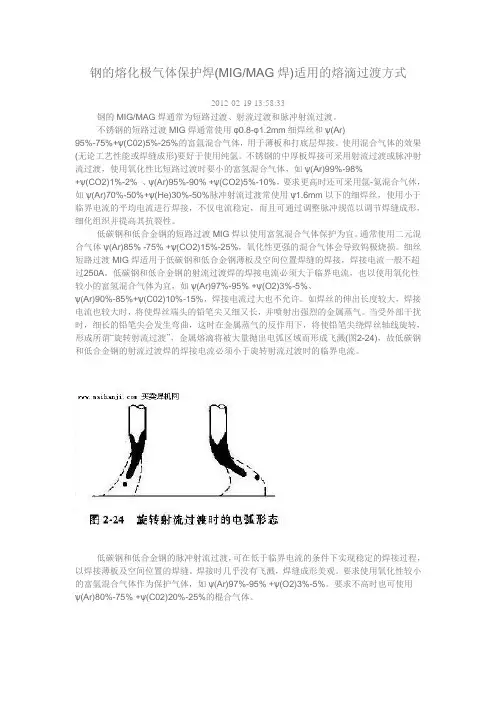
低碳钢和低合金钢的射流过渡焊的焊接电流必须大于临界电流,也以使用氧化性较小的富氢混合气体为宜,如ψ(Ar)97%-95% +ψ(O2)3%-5%、ψ(Ar)90%-85%+ψ(C02)10%-15%,焊接电流过大也不允许。
如焊丝的伸出长度较大,焊接电流也较大时,将使焊丝端头的铅笔尖又细又长,并喷射出强烈的金属蒸气。
当受外部干扰时,细长的铅笔尖会发生弯曲,这时在金属蒸气的反作用下,将使铅笔尖绕焊丝轴线旋转,形成所谓“旋转射流过渡”,金属熔滴将被大量抛出电弧区域而形成飞溅(图2-24),故低碳钢和低合金钢的射流过渡焊的焊接电流必须小于旋转射流过渡时的临界电流。


MAG、MIG焊药芯焊丝气保焊一、熔化极氩弧焊(MAG焊)的原理及特点1.熔化极氩弧焊的原理及特点(1)熔化极氩弧焊的原理.(见右图)熔化极氩弧焊按操作方式分为:熔化极半自动氩弧焊;熔化极自动氩弧焊。
(2)熔化极氩弧焊的特点(与CO2焊、钨极氩弧焊相比)①焊缝质量高:采用惰性气体保护,气体不溶解于金属也不与金属反应,合金元素不会烧损,保护效果好,飞溅极少,能获得较为纯净及高质量的焊缝。
②焊接范围广:几乎所有金属都能进行焊接,特别适宜焊接化学性质活泼的金属和合金。
近年来,碳钢和低合金钢等黑色金属,多采用熔化极活性混合气体保护焊,因此,熔化极氩弧焊主要用于铝、镁、钛、铜及其合金和不锈钢、耐热钢的焊接。
有时也用于打底焊。
能焊薄板也能焊厚板,特别适用于中等和大厚度焊件的焊接。
③焊接效率高:以焊丝为电极,克服了钨极氩弧焊钨极熔化和烧损的限制,焊接电流大大增加,熔深大,熔敷速度高。
④主要缺点:无脱氧去氢作用,对油、锈敏感,易产生气孔等缺陷,要求对焊丝和母材表面严格清理。
氩气和氦气价高,焊接成本高。
2. 熔化极氩弧焊的熔滴过渡形式采用短路过渡或颗粒过渡焊接时,飞溅严重,电弧复燃困难,焊件熔化不良容易产生焊缝缺陷。
所以熔化极氩弧焊多采用喷射过渡的熔滴过渡形式。
熔滴过渡:焊丝(条)端头的金属在电弧热作用下被加热熔化形成熔滴,并在各种力的作用下脱离焊丝(条)进入熔池,称之为熔滴过渡。
影响熔滴过渡状态的因素:熔滴过渡状态是指焊条熔化后滴入熔池的状态。
对熔滴过渡产生影响的因素包括保护气体的种类和成分,焊接电流和电压,焊丝(条)的成分和直径等。
临界电流:由大滴过渡向喷射过渡转变的最小电流称为喷射过渡临界电流。
短路过渡小电流、低电压。
熔滴长大受到空间限制而与母材短路,在表面张力及小桥爆破力作用下脱离焊丝。
熔滴过渡的形式大颗粒过渡电弧长度较长,熔滴可自由长大,直至下落力大于表面张力时,脱离焊丝落入熔池。
细颗粒过渡CO2焊时,电流超过一定值,过渡颗粒变小,飞溅小焊缝成型好。
MIG焊、MAG焊、CO2焊比较
焊接方法MIG焊MAG焊CO2焊
定义使用熔化电极的惰性
气体保护焊,简称
“MIG”焊
使用熔化电极
的活性气体保
护焊,简称
“MAG”焊
使用熔化电极CO2气体保护焊,称CO2气体保护焊,简称CO2
焊
保护气体以惰性气体为主,适
当加入其它气体,如
Ar+He或He
惰性气体Ar与
少量氧化性气
体,一般O2为
2%~5%、CO2
为%%~20%
以CO2气体作为保护气体
0 电弧燃烧我能顶,熔
滴过渡平稳安定,无
激烈飞溅
在整个电弧燃烧过程
中,焊丝连续等速送
保护气体具有
氧化性,在惰
性气体中混入
少量氧化性气
体,目的是在
基本不改变惰
CO2体积质量比空气大,所以在平焊时从焊枪中喷出的CO2
气能良好地覆盖在熔池上,且CO2气体分解时其体积膨胀1.5
倍,有利于增强保护效果;同时也存在一些辅助作用影响电
弧稳定性。
熔滴过渡方式焊接过程中,消耗电极(焊丝,焊条)熔滴过渡方式1)短路过渡使受电弧热熔化的消耗电极(焊条)前端与母材熔池短路,边重复进行燃弧,短路熔滴边过渡的形态叫短路过渡式,这种形式在CO2焊接与MIG 焊接的小电流,低电压区焊接时尤为显著,被应用于熔深较浅的薄板焊接。
电极前端的熔融部分逐渐变成球状并增大形成熔滴,与母材熔池里的熔融金属相接触,借助于表面张力向母材过渡。
短路过渡在采用低电流装置和较小焊丝直径的条件下产生,短路过渡易形成一个较小的、迅速冷却的熔池,适合于焊接留较大根部间隙的横梁结构,适合于全位置焊接。
焊丝通过电弧间隙时没有熔滴过渡发生,当接触到焊接熔池时才会发生熔滴过渡。
以下对一个完整的焊接工艺过程进行分析,短路过渡工艺过程的示意见下图A 当电弧正常工作时,母材和焊丝都处于高温状态,送丝机构稳定的送进焊丝。
当焊丝接触到熔池时,同时伴随着如下3个过程发生。
①较大的焊接电流通过焊丝进入焊缝和母材,使焊丝末端开始熔化。
②在图中短弧区,焊接电流迅速提高。
③当初始焊接电弧较短时,电弧电压值降低,电弧熄灭。
B 采用平特性焊接电源可以使电流持续增加,主要是为了保持焊接电压稳定并提高电弧电压。
此时电弧保持稳定,熔化的焊丝继续向焊接熔池熔敷金属。
C 当焊接电流与电压继续增加时,焊丝在焊缝上形成一个圆锥形区域,通过持续的送丝过程,将更多的焊丝送进该圆锥形区域中。
D 随着焊接电压和电流继续增加,更多焊丝的送进,锥形区域不断扩大,接着焊丝在锥形顶部开始产生缩颈,为下一步的剪切作准备。
电磁剪切力主要是焊接电流通过焊丝与焊缝熔敷金属之间的短路过渡产生的,电磁剪切力沿着焊丝的方向向内辐射。
E 从D开始,焊丝与焊缝上部形成的锥形区域分离,电弧再引燃,电流开始降低,电压从短路过渡电压升高到电弧电压,熔滴停止向焊缝中过渡。
F 电弧对焊丝和焊缝进行加热。
G 在电弧区,利用电弧热清除锥形区域,使之熔入焊缝中,增加焊缝和焊丝的热量,为下一个焊接周期作准备。