西门子S7-200PLC在驱动步进电机中的应用事例
- 格式:pdf
- 大小:248.05 KB
- 文档页数:8

西门子S7-200驱动步进电机心得•作者:不详•供稿:西门子运动控制部•阅读人次:10•发布时间:2010-1-7•应用领域:1 项目简介某公司有多台薄膜卷绕机需要进行自动化控制改造。
原设备采用机械式计数,卷绕动力采用离合器传动,元件卷绕的起动、停止、圈数控制等均由人工操作控制,因此存在产品参数离散性大、产品质量与生产效率因人而异等不足之处。
工艺要求简述:由于卷制材料是10几微米的薄膜,要求卷轴平稳起动,均匀加速,以使用张力平稳;中间在某些位置需要停顿,作一些必要的处理,再继续卷绕;和起动一样,停顿或停止时,必须均匀减速,保持张力平稳;要求最后圈数准确。
2 控制系统构成很自然地想到S7-200PLC应该能够实现项目要求的控制功能。
S7-200CPU本体已含有高速脉冲输出功能,普通型号的CPU脉冲输出频率达20KHz,而224XP(CN)更是高达100kHz,可以用来驱动步进电机或伺服电机,再由电机直接驱动卷绕主轴旋转,完成工艺所要求的动作。
步进电机在成本上具有优势,但是步进电机的运转平稳性不如伺服电机,而两者的定位精度(圈数)的控制,在本工艺里都可以达到要求。
我们考虑先试用步进电机的方案。
步进电机的驱动,实际上是由相应的步进电机驱动器负责的,所以步进电机的相数齿数等等问题由相应的驱动器解决,选择步进电机要考虑的主要是体积、转矩、转速等,不是本文的重点;PLC向驱动器送的仅为代表速度与位置的脉冲,这里要考虑的是步进电机在规定的转速下是否足够平稳,是否适合作为薄膜卷绕的动力。
我们作了一个模型机进行试验,采用细分型的驱动器,在50齿的电机上达到10000步/转,经17:25齿的同步带减速传动(同时电机的振动也可衰减),结果运转很平稳,粗步确定可以达到工艺要求。
于是正式试制一台,也获得成功,性能达到工艺要求,目前已经按此方案批量进行改造。
CPU选择224XPCN DC/DC/DC,系统构成如下:224XP*1、步进电机*2、细分型驱动器*2、TD200*1、LED显示屏*1、编码器*1。
步进电机是工业自动化过程当中经常用到的一种控制传动机构,它是通过接受输入脉冲,然后每个脉冲转动一定的步距(角度)来完成对执行机构的控制传动的。
使用PLC可以通过特殊功能存储器(SM)或者增加EM253位控模块来控制步进电机,但是使用SM需要熟悉每一位的意义,而且编程烦琐。
如果为PLC增加功能扩展模块,无疑会增加产品成本。
鉴于这些原因并结合本人的实践经验,本文利用STEP 7-Micro/WI N 位置控制向导来实现应用PLC控制步进电机的运动功能。
1 操作步骤[2]使用STEP 7——Micro/WIN位置控制向导,为线性脉冲串输出(PTO)操作组态一个内置输出。
启动位置控制向导,可以点击浏览条中的向导图标,然后双击PTO/PWM图标,或者选择菜单命令工具→位置控制向导。
(1)在位置控制向导对话框中选择“配置S7-200 P LC内置PTO/PWM操作”。
(2)选择Q0.0或Q0.1,组态作为PTO的输出。
(3)从下拉对话框中选择“线性脉冲串输出(PTO)”。
(4)若想监视PTO产生的脉冲数目,点击复选框选择使用高速计数器。
(5)在对应的编辑框中输入最高电机速度(MAX_SPE ED)和电机的启动/停止速度(SS_SPEED)的数值。
(6)在对应的编辑框中输入加速和减速时间。
(7)在移动包络定义界面,点击新包络按钮允许定义包络,并选择所需的操作模式。
a)对于相对位置包络:输入目标速度和脉冲数。
然后,可以点击“绘制包络”按钮,查看移动的图形描述。
若需要多个步,点击“新步”按钮并按要求输入步信息。
b)对于单速连续转动:在编辑框中输入目标速度的数值。
若想终止单速连续转动,点击子程序编程复选框,并输入停止事件后的移动脉冲数。
(8)根据移动的需要,可以定义多个包络和多个步。
(9)选择完成结束向导。
2 应用实例本例通过PLC控制步进电机在车轮自动超声探伤中的应用,进一步说明利用STEP 7-Micro/WIN 位置控制向导来实现利用PLC控制步进电机的具体操作过程。
采用S7-200系列PLC进行步进电机的控制作者:杨洋来源:《科技创新导报》 2012年第8期杨洋(沈阳铁路局科学技术研究所辽宁沈阳 110013)摘要:S7-200系列PLC是一种可编程控制器,用于工业环境下的控制。
本文采用S7-200系列PLC产生高速脉冲,通过步进电机驱动器实现对步进电机的控制,能够实现步进电机的正转和反转,同时可以对步进电机的转速进行控制。
该方法操作简单,参数修改方便,并有很好的可靠性和推广价值。
关键词:PLC 步进电机驱动器控制中图分类号:TM57 文献标识码:A 文章编号:1674-098X(2012)03(b)-0055-02可编程序控制器(Programmable Logic Controller,PLC)目前已经广泛应用于各种机械设备和生产过程的自动控制系统中。
PLC以微处理器为基础,综合了计算机技术、自动控制技术和通信技术,编程方法简单易学,功能强大,性价比比较高。
同时,PLC是为适应工业环境下的应用而设计的控制装置,采取了一系列硬件和软件抗干扰措施,可靠性高,抗干扰能力强大。
PLC采用了可编程序的存储器,用来在其内部存储执行逻辑运算、顺序控制、定时、计数和算术运算等操作指令,并通过数字式、模拟式的输入和输出控制各种类型的机械或生产过程。
PLC主要由CPU模块、输入模块、输出模块和编程器组成。
S7-200是西门子公司生产的小型PLC,可以单机运行,用于替代继电器控制系统,也可以进行联网,用于复杂的自动化控制系统。
同时S7-200具有极高的性价比,应用非常的广泛。
步进电机将脉冲信号转换为相应的位移,如果给一个脉冲信号,步进电机就转动一个角度,或前进一步。
步进电机的输出位移量与输入脉冲个数成正比,其转速与单位时间内输入的脉冲数成正比,其转向与脉冲分配到步进电机的各相绕组的相序有关。
对步进电机的控制主要包括三个方面:即步进电机的转速控制、方向控制和步数控制。
通过控制输出脉冲的数量、频率及电机绕组通电的相序,就可以实现对步进电机的控制。
S7—200PLC的PTO在步进电机位置控制中的应用研究了高速脉冲串输出在步进电机位置控制中的应用,包括应用PLS指令、MAP指令库及位置控制指令向导等方法。
给出了系统构成,说明了各种方法的应用。
对步进电机的位置控制有实际意义。
标签:S7-200;步进电机;位置控制;PTO;MAP;PLS引言作为自动控制系统中的执行元件,步进电机的应用十分广泛,主要原因是步进电机有很多优点,其中它的控制方法比较简单。
步进电机的转速、停止的位置只取决于脉冲信号的频率和脉冲个数。
可以通过控制脉冲频率来控制电机转动的速度和加速度,进行调速;可以通过控制脉冲个数来控制角位移量,进行准确定位。
控制步进电机的方法较多,目前流行的是采用PLC通过步进电机驱动器来控制步进电机。
为了配合步进电机的控制,许多PLC都内置脉冲输出功能,并设置了相应的控制指令,可以很好地对步进电机进行控制。
为了实现对步进电机的开环定位控制,可以通过PLC控制输出脉冲来实现。
本文应用SIEMENS公司S7-200PLC来控制步进电机。
SIEMENS公司S7-200PLC 主要提供了以下几种方式的开环定位控制:脉冲串输出(PTO)、EM253位控模块、自由口通信等。
文章主要探讨PTO这种方式。
1 步进电机位置控制系统1.1 硬件系统步进电机位置控制系统由PLC、步进电机驱动器、步进电机和丝杠组成。
系统选择的PLC为SIEMENS公司CPU226DC/DC/DC型。
選用的步进电机是42H2P4812A4的两相混合式步进电机,该型号的步进电机步矩角为1.8°,相电流1.2A,静转矩4.5kg·cm,额定转速400rmp。
选用的驱动器型号为2MA320,该驱动器的供电电压DC12-36V ,驱动电流0.3-2.0A,细分精度1-128细分,可驱动任何2.0A相电流以下两相、四相混合式步进电机。
由于上述步进电机的相电流为1.2A,驱动器的SW1-SW3分别设置为:ON、OFF、OFF,即输出峰值电流为1.5A,SW5-SW7分别设置为ON、ON、ON,即细分设定为200步/圈。
西门子S7-200在步进,伺服脉冲定位、高速计数、PID回路控制中的应用Siemens编程器S7-200系列用在中小型设备上的自动系统的控制单元,适用于各行各业,各种场合中的检测,监测及控制。
在这里,和大家一起来讨论S7-200几个使用方面的情况。
1.步进,伺服脉冲定位控制。
在设备的控制系统中,有关运动控制是很重要的,下面我们来看一看西门子S7-200系列PLC怎样来实现这 个功能。
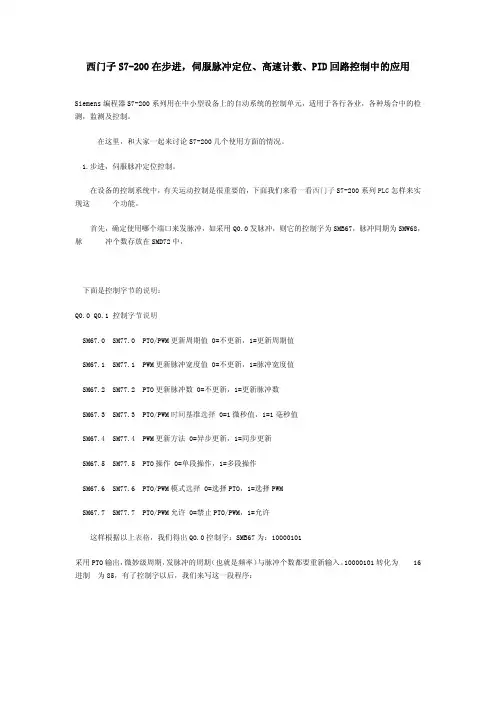
首先,确定使用哪个端口来发脉冲,如采用Q0.0发脉冲,则它的控制字为SMB67,脉冲同期为SMW68,脉 冲个数存放在SMD72中,下面是控制字节的说明:Q0.0 Q0.1 控制字节说明SM67.0 SM77.0 PTO/PWM更新周期值 0=不更新,1=更新周期值SM67.1 SM77.1 PWM更新脉冲宽度值 0=不更新,1=脉冲宽度值SM67.2 SM77.2 PTO更新脉冲数 0=不更新,1=更新脉冲数SM67.3 SM77.3 PTO/PWM时间基准选择 0=1微秒值,1=1毫秒值SM67.4 SM77.4 PWM更新方法 0=异步更新,1=同步更新SM67.5 SM77.5 PTO操作 0=单段操作,1=多段操作SM67.6 SM77.6 PTO/PWM模式选择 0=选择PTO,1=选择PWMSM67.7 SM77.7 PTO/PWM允许 0=禁止PTO/PWM,1=允许这样根据以上表格,我们得出Q0.0控制字:SMB67为:10000101采用PTO输出,微妙级周期,发脉冲的周期(也就是频率)与脉冲个数都要重新输入。
10000101转化为 16进制 为85,有了控制字以后,我们来写这一段程序:根据上面这段程序,我们知道了控制字的使用,同时也知道步进电机的脉冲周期与冲个数的存放位置(对 Q0.0来说是SMW68与SMD72)。
当然,VW100与VD102内的数据不同的话,步进电机的转速和转动圈数就不一样。
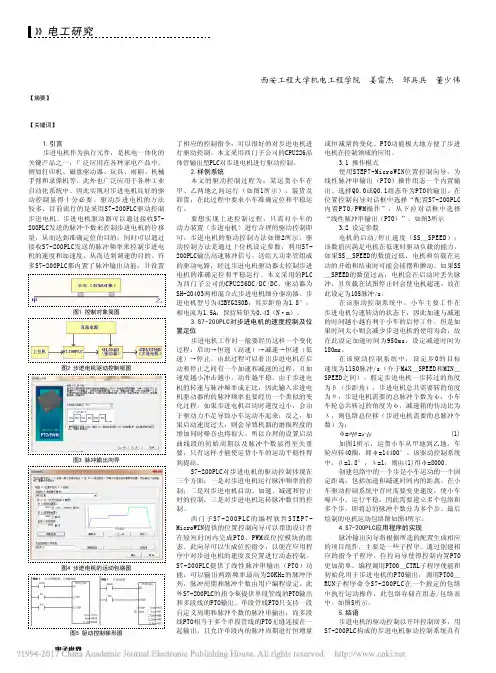
-40-基于S7-200PLC实现步进电机的驱动控制西安工程大学机电工程学院 姜雷杰 邹兵兵 董少伟【摘要】步进电机是一种将电脉冲信号转变为角位移或线位移的的执行元件。
驱动步进电机的方法较多,本文旨在用S7-200PLC通过发送脉冲信号给步进电机的驱动器,由驱动器来驱动步进电机进行工作。
本设计采用S7-200PLC和大功率晶体管实现对步进电机的驱动控制,硬件结构简单可靠,成本较低,实用性较强,具有良好的通用性和应用推广价值。
【关键词】步进电机;S7-200PLC;驱动器;晶体管1.引言步进电机作为执行元件,是机电一体化的关键产品之一,广泛应用在各种家电产品中,例如打印机、磁盘驱动器、玩具、雨刷、机械手臂和录像机等。
此外也广泛应用于各种工业自动化系统中。
因此实现对步进电机良好的驱动控制显得十分必要。
驱动步进电机的方法较多,目前流行的是采用S7-200PLC驱动控制步进电机。
步进电机驱动器可以通过接收S7-200PLC发送的脉冲个数来控制步进电机的位移量,从而达到准确定位的目的;同时可以通过接收S7-200PLC发送的脉冲频率来控制步进电机的速度和加速度,从而达到调速的目的。
许多S7-200PLC都内置了脉冲输出功能,并设置了相应的控制指令,可以很好的对步进电机进行驱动控制。
本文采用西门子公司的CPU226晶体管输出型PLC对步进电机进行驱动控制。
2.样例系统本文的驱动控制过程为:某运货小车在甲、乙两地之间运行(如图1所示),装货及卸货,在此过程中要求小车准确定位和平稳运行。
要想实现上述控制过程,只需对小车的动力装置(步进电机)进行合理的驱动控制即可。
步进电机的驱动控制方法如图2所示。
驱动控制方法是通过上位机设定参数,利用S7-200PLC输出高速脉冲信号,送给大功率管组成的驱动电路,经过步进电机驱动器去控制步进电机的准确定位和平稳运行。
本文采用的PLC 为西门子公司的CPU226DC/DC/DC、驱动器为SH-20403两相混合式步进电机细分驱动器、步进电机型号为42BYG250B,其步距角为1.8°;相电流为1.5A;保持转矩为0.43(N・m)。
西门子S7-200系列PLC在步进电机定位控制中的应用
西门子S7-200系列PLC可以在步进电机定位控制中扮演关键
角色。
步进电机是一种常用于精确位置控制的电机,可以在不使用传感器的情况下实现准确的位置控制。
PLC可以通过控
制步进电机的驱动器,实现对步进电机的定位控制。
PLC可以接收外部输入信号,用于触发步进电机的运动。
这
些信号可以包括启动信号、停止信号、以及指令信号等。
PLC
可以根据不同的输入信号状态,控制步进电机的运动方向和速度。
PLC可以与步进电机控制器进行通信,以发送指令和接收状
态反馈。
PLC通过发送指令,控制步进电机按照指定的步进
角度或者位置移动。
同时,PLC可以接收步进电机控制器的
状态反馈信息,包括是否到达目标位置、是否超出限位等,以便进行适当的控制策略。
PLC可以与外部设备(例如传感器、触发器等)进行联动,
实现更加复杂的步进电机定位控制。
通过接收外部设备的信号,PLC可以根据具体的应用需求,进行逻辑判断和控制操作,
以实现更加灵活和精确的步进电机定位控制。
西门子S7-200系列PLC在步进电机定位控制中具有广泛的应用。
它可以根据各种输入信号状态,控制步进电机的运动方向和速度,实现精确的位置控制。
同时,PLC还可以与步进电
机控制器和外部设备进行通信和联动,实现更加复杂的控制策略。
摘要步进电动机具有快速起停、精确步进和定位等特点,所以常用作工业过程控制及仪器仪表,使用PLC可编程控制器实现步进电动机驱动,可使步进电动机的抗干扰能力强,可靠性高,同时,由于实现了模块化结构,是系统结构十分灵活,而且编程语言简短易学,便于掌握,可以进行在线修改,柔性好,体积小,维修方便。
本设计是利用PLC做进电动机的控制核心,用按钮开关的通断来实现对步进电机正,反转控制,而且正,反转切换无须经过停车步骤。
其次可以通过对按钮的控制来实现对高,低速度的控制。
充分发挥PLC的功能,最大限度地满足被控对象的控制要求,是设计PLC 控制系统的首要前提,这也是设计最重要的一条原则。
本设计更加便于实现对步进电机的制动化控制。
其主要内容如下:1了解PLC控制步进电机的工作原理2掌握PLC的硬件构成,完成硬件选型3设计PLC的控制系统4用STEP 7完成PLC的编程关键词:步进电机;PLC控制;电机正反转;高低速控制AbstractStepper motor has a quick starts and stops, precision stepping and positioning features, commonly used for industrial process control and instrumentation, PLC programmable controller stepper motor drive can stepper motor anti-interference ability, high reliability, at the same time, due to the modular structure, the system structure is very flexible, and programming languages brief to learn, easy to master, can be modified online, good flexibility, small size, easy maintenance.This design is the use of PLC built into the core of the motor control button to switch on and off to the stepper motor is the reverse control, and positive, reverse switch without having to go through the parking step. Followed by the button control to achieve the high and low speed control. Give full play to the functions of PLC as possible to meet the control requirements of the controlled object is the most important prerequisite for the design PLC control system, which is designed to the most important principle. This design is easier to achieve braking control of the stepper motor. Its main contents are as follows:An understanding of PLC control the working principle of the stepper motor2 grasp the PLC hardware structure, the completion hardware selection3 Design of PLC control system4 complete PLC programming with STEP 7Key words: Stepper motor; PLC control; motor reversing; high and low speed control目录摘要 (I)ABSTRACT (II)1 绪论 (1)1.1 PLC步进驱动控制系统研究和意义 (1)1.2 国内外PLC的发展 (1)1.3 国内外步进电机的发展概况 (2)1.4 PLC步进驱动控制系统主要研究工作 (3)2 步进电机及PLC简介 (4)2.1 步进电机简介 (4)2.1.1步进电机的分类 (4)2.1.2步进电机的基本参数 (4)2.1.3步进电机的特点 (5)2.2 步进电机在工业中的应用 (5)2.3 PLC的特点 (6)2.4 PLC技术在步进电机控制中的应用 (6)3 PLC控制步进电机工作方式的选择 (8)3.1 常见的步进电机的工作方式 (8)3.2 步进电机控制原理 (8)3.2.1控制步进电机换向顺序 (8)3.2.2控制步进电机的转向 (8)3.2.3控制步进电机的速度 (8)3.3 PLC控制步进电机的方法 (9)3.4 PLC控制步进电机的设计思路 (10)4 S7-200PLC控制步进电机硬件设计 (12)4.1 S7-200PLC的介绍 (12)4.1.1硬件系统 (12)4.1.2软元件 (13)4.2 步进电机的选择 (14)4.3 步进电机驱动电路设计 (15)4.3.1驱动器的选择 (15)4.3.2步进电机驱动电路 (16)4.3.3驱动电路接口 (16)4.3.4电气原理图 (17)4.4 PLC驱动步进电机 (17)5 S7-200PLC控制步进电机软件设计 (19)5.1 STEP7-MICRO/WIN32概述 (19)5.1.1基本功能 (19)5.1.2运动控制 (19)5.1.3创建调制解调模块程序 (19)5.2 程序的编写 (21)5.3 梯形图程序设计 (22)5.3.1CPU的选择 (22)5.3.2输入输出编址 (22)5.3.3状态真值表 (22)5.4 梯形图程序 (23)6 总结 (30)6.1 全文总结 (30)6.2 不足之处及展望 (30)致谢 (31)参考文献 (32)1绪论1.1 PLC步进驱动控制系统研究和意义基于步进电动机良好的控制和准确定位特性,被广泛应用在精确定位方面,诸如数控机床、喷绘机、工业控制系统、自动控制计算装置、自动记录仪表等自动控制领域。
Plc200控制电机这是网上擂台的题目:一台电动机要求在按下起动按钮后,电动机运行10秒,停5秒,重复3次后,电动机自动停止。
同时设置有手动停机按钮和过载保护。
编写梯形图控制程序。
PLC可以随便选用,要有相关说明。
注意:要有PLC控制电路和I/O分配表。
1、硬件选择:一台PLC(S7-200)、一个交流接触器Z0(控制电机运行)、2个按钮开关(SB1、SB2)及1个过流继电器(FR),电路图如下:(不包括粉色虚线框部分)2、编程:用不同思路,可编出几种不同的控制方案,都可实现该项目要求。
(1)、最简单的编程方案,就是选用5个通电延时定时器:其3个定时10秒,用于电机启动运行,另2个定时5秒,使电机停。
具体编程也有二种方式,见下图:上图中的方案一与方案二,同用5个定时器,完成同样的功能。
方案一是这样编程:按下启动按钮(I0.0),使断开。
在此过程中,M0.0、MO.2、M0.4都是10秒的导通时间,用它们去控制Q0.7,其彼此间隔时间为5秒(即M0.1、M0.3的通导时间)。
?8?1延时?8?1M0.0=1,T101得电开始延时,延时10秒,T101吸合使M0.1=1、M0.0=0,使T101断电,而T102得电开始延时,5秒后T102得电吸合,使M0.2=1,M0.1=0。
直到T105得电方案二是这样编程:按下启动按钮(I0.0),使 M0.0=1,T101得电开始延时,延时10秒,T101吸合,使T102得电开始延时,延时5秒,T102吸合,使T103得电开始延时。
直至T105得电延时,延时10秒后动作,使M0.0=0,M0.0=0使T101—T105皆断开,程序结束。
用M0.0的常开触点与T101的常闭触点串联,用T102的常开触点与T103的常闭触点串联,用T104的常开触点与T105的常闭触点串联,三者再并联后去驱动Q0.7,可达到同样的控制作用,由上图可见,由于编程方法不同,其方案二用的指令比方案一少,显然:方案二优于方案一。
浅议西门子PLC在步进电机控制中的应用发布时间:2021-11-12T06:34:50.381Z 来源:《中国科技人才》2021年第22期作者:钟宜宏[导读] 西门子PLC是西门子公司近年来自主研发设计的高效自动可编程控制器,在我国坭兴陶、石油冶金、化工、出版印刷等行业得到广泛应用。
北部湾职业技术学校广西钦州市 535000摘要:西门子PLC是西门子公司近年来自主研发设计的高效自动可编程控制器,在我国坭兴陶、石油冶金、化工、出版印刷等行业得到广泛应用。
它广泛应用于这些工业生产线,通过完成PLC自动采样数据输入、用户自动执行控制程序、采样输出文件刷新等三个操作阶段的复杂操作,实现对各种设备的有效过程控制。
对于现代工业生产来说,可以有效提高工业生产的工作效率和产品质量。
根据西门子PLC在步进电机设计和控制系统中的实际应用,加强了步进电机的设计控制和开发应用。
关键词:西门子PLC;步进电机;控制引言在目前我国现代工业机械领域中,步进电机作为一种非常重要的自动控制部件,能够自动将上位机的电脉冲控制信号转换为线性角位移或非线性角位移,从而自动控制电机的工作,在目前我国现代工业机械制造领域中起到了重要的引领作用。
然而,在步进电机的实际运行过程中,由于是机电一体化的集成工业产品,控制系统存在一定的技术难点,因此采用步进电机自动控制一直是其实际应用和发展过程中值得探讨的重要技术课题【1】。
PLC是近年来在我国迅速兴起的一种重要的可编程逻辑自动控制器。
具有工作可靠性强、逻辑控制功能强、体积小、可自动控制各种模拟传感器等优异的逻辑性能。
它在我国现代工业控制领域得到了广泛的应用。
广泛应用于各种步进驱动电机的逻辑控制中,能起到很好的实际应用和推广效果。
因此,在步进高压电机在我国自动控制中的应用中,可持续加强控制PLC的综合应用。
一、硬件设计1.1系统概述西门子PLC产品种类繁多,在实际控制过程中可以达到不同的控制效果【2】。
S7-200PLC在步进电机定位控制中的应用1 引言PLC输出的集成脉冲可通过步进电机进行定位控制。
关于定位控制,调节和控制操作之间存在一些区别。
步进电机不需要连续的位置控制,而在控制操作中得到应用。
在以下的程序例子中,借助于CPU214所产生的集成脉冲输出,通过步进电机来实现相对的位置控制。
虽然这种类型的定位控制不需要参考点,本例还是粗略地描述了确定参考点的简单步骤。
因为实际上它总是相对一根轴确定一个固定的参考点,因此,用户借助于一个输入字节的对偶码(Dual coding)给CPU 指定定位角度。
用户程序根据该码计算出所需的定位步数,再由CPU 输出相关个数的控制脉冲。
2 系统结构如图1所示。
3 硬件配置如表1所示。
4 软件结构4.1 PLC的输入信号与输出信号PLC的部分输入信号与输出信号,以及标志位如表2所示。
4.2 系统软件设计PLC的程序框图如图2所示。
4.3 初始化在程序的第一个扫描周期(SM0.1=1),初始化重要参数。
选择旋转方向和解除联锁。
4.4 设置和取消参考点如果还没有确定参考点,那么参考点曲线应从按“START”按扭(I1.0)开始。
CPU有可能输出最大数量的控制脉冲。
在所需的参考点,按“设置/取消参考点”开关(I1.4)后,首先调用停止电机的子程序。
然后,将参考点标志位M0.3置成1,再把新的操作模式“定位控制激活”显示在输出端Q1.0。
如果I1.4的开关已激活,而且“定位控制”也被激活(M0.3=1),则切换到“参考点曲线”参考点曲线。
在子程序1中,将M0.3置成0,并取消“定位控制激活”的显示(Q1.0=0)。
此外,控制还为输出最大数量的控制脉冲做准备。
当再次激活I1.4开关,便在两个模式之间切换。
如果此信号产生,同时电机在运转,那么电机就自动停止。
实际上,一个与驱动器连接的参考点开关将代替手动操作切换开关的使用,所以,参考点标志能解决模式切换。
4.5 定位控制如果确定了一个参考点(M0.3=1)而且没有联锁,那么就执行相对的定位控制。
S7-200PLC控制步进电机设计步进电机的控制和驱动方法很多,按照使用的控制装置来分可以分为:普通集成电路控制、单片机控制、工业控制机控制、可编程控制器控制等几种。
本设计选用西门子S7-200PLC通过控制驱动器来控制步进电机。
1步进电机的选择两相混合式步进电机内部结构如图4.1所示:两相混合式步进电动机的绕组接线如图4.2所示,A、B两相绕组沿径向分相,沿着定子圆圈有8个凸出的磁极,1、3、5、7磁极属于A相绕组,2、4、6、8磁极属于B相绕组,定子每个极面上有5个齿,极身上有控制绕组。
转子由环形磁钢和两段铁芯组成部分,环形磁钢在转子中部,轴向充磁,两段铁芯分别装在磁钢的两端,使得转子轴向分为两个磁极。
转子铁芯上均匀分布50个齿,两段铁芯上的小齿相互错开半个齿距,定转子的齿距和齿宽相同。
线圈1、5、3、7串联组成A相绕组;线圈2、6、4、8串联组成B相绕组。
2 步进电机驱动电路设计步进电机必须有驱动器和控制器才能正常工作。
驱动器的作用是对控制脉冲进行环形分配、功率放大,使步进电机绕组按一定顺序通电,控制电机转动。
2.1 驱动器的选择本设计选用型号为2MA320的驱动器。
该型号驱动器的特点:1)供电电压DC12-36V或AC12-24V2)驱动电流0.3-2.0A3)细分精度1-128细分可选4)光隔离信号输入5)电机噪声优化功能6)可驱动任何2.0A相电流以下两相、四相混合式步进电机7)20KHz斩波频率2.2 步进电机驱动技术接口电路用光电隔离方式将运动控制器和驱动器连接起来,避免驱动器中的大电流干扰信号经地线窜入运动控制器电路。
环形分配器将脉冲及方向信号按设定的节拍方式,转换为功放管的导通和截止信号从而控制各相绕组的通电和断电。
功率放大器将电源功率转换为电机输出功率驱动负载运动。
驱动接口电路如图4.4所示:当两相控制绕组按次序轮流通电,每拍只有一相绕组通电,四拍构成一个循环。
当控制绕组有电流通过时,便产生磁动势,它与永久磁钢产生的磁动势相互作用,产生电磁转矩,使转子产生步进运动。
正文字体大小:大中小PLC对步进电机的快速精确定位控制(2012-09-29 21:01:43)转载▼标签:分类:PLCplc编程plc培训称重传感器PLC对步进电机的快速精确定位控制步进电机是一种将电脉冲转化为角位移的执行机构。
当步进驱动器接收到一个脉冲信号时就驱动步进电机按设定的方向转动一个固定的角度(称为“步距角”),其旋转以固定的角度运行。
可以通过控制脉冲个数来控制角位移量以达到准确定位的目的;同时也可以通过控制脉冲频率来控制电机转动的速度和加速度而达到调速的目的。
步进电机作为一种控制用的特种电机,因其没有积累误差(精度为100%)而广泛应用于各种开环控制。
1 定位原理及方案1.1 步进电机加减速控制原理步进电机驱动执行机构从一个位置向另一个位置移动时,要经历升速、恒速和减速过程。
当步进电机的运行频率低于其本身起动频率时,可以用运行频率直接起动并以此频率运行,需要停止时,可从运行频率直接降到零速。
当步进电机运行频率fb>fa(有载起动时的起动频率)时,若直接用fb频率起动会造成步进电机失步甚至堵转。
同样在fb频率下突然停止时,由于惯性作用,步进电机会发生过冲,影响定位精度。
如果非常缓慢的升降速,步进电机虽然不会产生失步和过冲现象,但影响了执行机构的工作效率。
所以对步进电机加减速要保证在不失步和过冲前提下,用最快的速度(或最短的时间)移动到指定位置。
步进电机常用的升降频控制方法有2种:直线升降频和指数曲线升降频指数曲线法具有较强的跟踪能力,但当速度变化较大时平衡性差。
直线法平稳性好,适用于速度变化较大的快速定位方式。
以恒定的加速度升降,规律简练,用软件实现比较简单,本文即采用此方法。
1.2 定位方案要保证系统的定位精度,脉冲当量即步进电机转一个步距角所移动的距离不能太大,而且步进电机的升降速要缓慢,以防止产生失步或过冲现象。
但这两个因素合在一起带来了一个突出问题:定位时间太长,影响执行机构的工作效率。
西门子S7-200plc脉冲控制步进电机接线及实例程序介绍(实物)江西省南昌市2015-2016学年度第一学期期末试卷(江西师大附中使用)高三理科数学分析试卷紧扣教材和考试说明,从考生熟悉的基础知识入手,多角度、多层次地考查了学生的数学理性思维能力及对数学本质的理解能力,立足基础,先易后难,难易适中,强调应用,不偏不怪,达到了“考基础、考能力、考素质”的目标。
试卷所涉及的知识内容都在考试大纲的范围内,几乎覆盖了高中所学知识的全部重要内容,体现了“重点知识重点考查”的原则。
1.回归教材,注重基础试卷遵循了考查基础知识为主体的原则,尤其是考试说明中的大部分知识点均有涉及,其中应用题与抗战胜利70周年为背景,把爱国主义教育渗透到试题当中,使学生感受到了数学的育才价值,所有这些题目的设计都回归教材和中学教学实际,操作性强。
2.适当设置题目难度与区分度选择题第12题和填空题第16题以及解答题的第21题,都是综合性问题,难度较大,学生不仅要有较强的分析问题和解决问题的能力,以及扎实深厚的数学基本功,而且还要掌握必须的数学思想与方法,否则在有限的时间内,很难完成。
3.布局合理,考查全面,着重数学方法和数学思想的考察在选择题,填空题,解答题和三选一问题中,试卷均对高中数学中的重点内容进行了反复考查。
包括函数,三角函数,数列、立体几何、概率统计、解析几何、导数等几大版块问题。
这些问题都是以知识为载体,立意于能力,让数学思想方法和数学思维方式贯穿于整个试题的解答过程之中。
二、亮点试题分析1.【试卷原题】11.已知A,B,C是单位圆上互不相同的三点,且满足AB?AC,则ABAC?的最小值为()1 41B.? 23C.? 4D.?1 A.?【考查方向】本题主要考查了平面向量的线性运算及向量的数量积等知识,是向量与三角的典型综合题。
解法较多,属于较难题,得分率较低。
【易错点】1.不能正确用OA,OB,OC表示其它向量。
2.找不出OB与OA的夹角和OB与OC的夹角的倍数关系。
S7-200CPU本身带有高速脉冲输出功能,特另是224XP(CN)的高速输出频率达到100k Hz,十分适合作为步进电机的驱动脉冲,配以细分型的驱动器,在某些应用场合,效果逼近伺服电机,取得性能和经济性的最佳平衡。
1 项目简介薄膜卷绕机需要进行自动化控制改造。
原设备采用机械式计数,卷绕动力采用离合器传动,元件卷绕的起动、停止、圈数控制等均由人工操作控制,因此存在产品参数离散性大、产品质量与生产效率因人而异等不足之处。
工艺要求简述:由于卷制材料是10几微米的薄膜,要求卷轴平稳起动,均匀加速,以使用张力平稳;中间在某些位置需要停顿,作一些必要的处理,再继续卷绕;和起动一样,停顿或停止时,必须均匀减速,保持张力平稳;要求最后圈数准确。
2 控制系统构成S7-200PLC应该能够实现项目要求的控制功能。
S7-200CPU本体已含有高速脉冲输出功能,普通型号的CPU脉冲输出频率达20KHz,而224XP(CN)更是高达100kHz,可以用来驱动步进电机或伺服电机,再由电机直接驱动卷绕主轴旋转,完成工艺所要求的动作。
步进电机在成本上具有优势,但是步进电机的运转平稳性不如伺服电机,而两者的定位精度(圈数)的控制,在本工艺里都可以达到要求。
我们考虑先试用步进电机的方案。
步进电机的驱动,实际上是由相应的步进电机驱动器负责的,所以步进电机的相数齿数等等问题由相应的驱动器解决,选择步进电机要考虑的主要是体积、转矩、转速等,不是本文的重点;PLC向驱动器送的仅为代表速度与位置的脉冲,这里要考虑的是步进电机在规定的转速下是否足够平稳,是否适合作为薄膜卷绕的动力。
我们作了一个模型机进行试验,采用细分型的驱动器,在50齿的电机上达到10000步/转,经17:25齿的同步带减速传动(同时电机的振动也可衰减),结果运转很平稳,粗步确定可以达到工艺要求。
于是正式试制一台,也获得成功,性能达到工艺要求,目前已经按此方案批量进行改造。
CPU选择224XPCN DC/DC/DC,系统构成如下:224XP*1、步进电机*2、细分型驱动器*2、TD200*1、LED显示屏*1、编码器*1。
2.1 PTO0(Q0.0)输出一路高速脉冲,负责驱动卷绕主轴的旋转;2.2 PTO1(Q0.1)输出一路高速脉冲,负责驱动主轴的水平直线移动;2.3 一个正交增量型编码器装在主轴上,作为卷绕圈数的反馈;2.4 TD200作为人机界面,用于设定参数2.5 一个LED显示屏用于显示实时的卷绕圈数。
在实际生产中,工人需要时时参考卷绕的进度,LED显示比LCD醒目,所以这里放置了一个自制的LED显示屏。
LED屏和PLC的连接方式,可参考本人在2003年的专家论文集中的文章。
3 控制系统完成的功能3.1 控制系统首先要实现的功能,是卷绕的平稳起动、加速、减速、平稳停止。
在新版的S 7-200中,支持高速输出口PTO0/PTO1的线性加/减速,通过MicroWin的向导程序,非常容易实现。
实际上,以目前的情况,线性加减速只能使用向导生成的程序,Siemens没有公开独立可使用的指令。
3.2 使用位置控制向导生成以下四个子程序(仅限CPU内的PTO,不包括专用模块的情况),以PTO0为例:3.2.1 PTO0_CTRL:每周期调用一次,可以控制PTO0的行为;3.2.2 PTO0_MAN:可以控制PTO0以某一频率输出脉冲,并且可以通过程序随时中止(减速或立即中止);3.2.3 PTO0_RUN:运行(在向导中生的)包络,以预定的速度输出确定个数的脉冲,也可以通过程序随时时中止(减速或立即中止)。
3.2.4 PTO0_LDPOS:装载位置用,本例使用相对位置,所以不必装载。
本例的工艺要求,输出脉冲数可变(圈数可设定),又要在工艺允许的情况下尽可能地按指定的速度运行,也要随时能够减速停止,包括人工手动的停车要求。
直接使用PTO0_MAN 和PTO0_RUN都无法直接满足要求,以下来研究配合辅助手段如何实现。
3.3 精确的位置(圈数)控制3.3.1 PTO0_RUN + 中断卷绕定位与圈数控制,达到0.1圈以内的精度即可,以10000步/转的细分驱动器,0.1圈相当于1000脉冲。
假使PTO正以最高100kHz速度输出脉冲,以1ms的时间响应中断,脉冲的误差约为100个,所以从理论上说,中断方式把脉冲误差控制在1000个以下完全可以。
如何实现?我们来看下面一个PTO0_MAN指令执行的示意图:有恒速阶段无恒速阶段当PTO0_MAN指令RUN=1允许脉冲输出时,脉冲序列从最低速(起始速度,本例设为1 00p/s,很小,可以认为0)线性加速,加到指定速度speed后保持匀速,当收到减速停止RUN=0命令时,线性减速,至最低速后停止。
所以,我们只要在脉冲输出前计算出停止指令执行的位置,并在此位置设置中断以便执行减速停止指令,就可保证输出的序列脉冲个数在要求的误差范围内。
计算过程:本例加速和减速的斜率是相同的,比较简单,如果两个斜率不同,计算稍麻烦一点,原理差不多。
3.3.1.1 用向导生成一个最高速单速包络,从生成的PTO0_DATA中找出加速和减速脉冲数(可以参考3.3.2节的描述),如果加减速斜率相同,这两个数应该是一样的,由于计算精度的关系,差几个脉冲也属正常。
这个数据在程序中可以作为常数使用。
3.3.1.2 如果目标脉冲数大于加速和减速脉冲数之和,表示脉冲输出可以加速到最高速,有恒速阶段,那么中断位置=目标脉冲数-减速脉冲数;3.3.1.3 如果目标脉冲数不大于加速和减速脉冲数之和,无恒速阶段,包络变成一个等腰三角形(两边斜率相同的情况),那么中断位置=目标脉冲数/2。
3.3.1.4 更进一步,水平恒速的速度可变,就象本案的情况,卷绕速度是可设定的,而且这个速度受机械/电机最高限速、薄膜最高线速的限制,取三者中的最小值,然后才能确定加速到该速度所需的脉冲数,通过简单的数学计算即可获得。
3.3.2 PTO0_RUN + 修改包络参数用向导生成一个单一速度包络,我们来研究自动生成的包络数据结构:PTO0_DATA//输出Q0.0 的PTO 包络表VB1000 'PTOA' //VW1004 54 //FREQ VD1006 10240000 //SS_SPEEDVD1010 204800000 //MAX_SPEEDVD1014 16#02000E69 //K_ACCVD1018 16#82FFF197 //K_DECVB10221 //NUMPROFVW1023 25 //OFFS_0 VB1025 4 //包络 0 的 NUM_SEGSVB1026 0 //保留。
VB1027 0 //段 0 的 S_STEPVB1028 16#08 //S_PROPVD1029 +10240000 //SFREQVD1033 49950 //加速的脉冲数VB1037 0 //段 1 的 S_STEPVB1038 16#04 //S_PROPVD1039 +199707040 //SFREQVD1043 98 //恒速的脉冲数VB1047 0 //段 2 的 S_STEPVB1048 16#00 //S_PROP VD1049 -1 //SFREQ VD1053 49951 //减速的脉冲数VB1057 0 //段 3 的 S_STEPVB1058 16#10 //S_PROP VD1059 +10240000 //SFREQVD1063 1 //最终减速的脉冲数VB1067 0 //保留。
VB1068 0 //保留。
VB1069 0 //保留。
可以看出,一个最简单的包络分为4段(VB1025):段0:加速段,加速脉冲数在VD1033段1:恒速段,恒速脉冲数在VD1043段2:减速段,减速脉冲数在VD1063段3:最终减速脉冲数,VD1063。
依我的经验看,这个最终减速脉冲数始终为1。
在向导中,只能生成有限的包络,如果目标脉冲数任意的,我们只好修改包络里面的数据了。
加速段和减速段的脉冲数不方便改,因为线性加减速的指令并不清楚,所以只好修改恒速段的脉冲数。
实践证明,修改恒速段的脉冲数,可以非常容易且准确地控制输出脉冲数。
唯一的限制是,总的脉冲数,必须大于加减速段+最终减速段脉冲数之和,也即恒速段的脉冲不能小于1。
使用步骤:3.3.2.1 在启动PTO0_RUN之前,计算出恒速段的脉冲数=目标脉数数-加减速脉冲数之和-1,填入包络表中的恒速位置;3.3.2.2 启动PTO0_RUN。
3.4 在本项目的设备改造中,主轴卷绕的圈数、中间起停点的变化范围大,使用“PTO0_RU N + 中断”,安排在Q0.0输出;中断是由高速计数器触发的,所以在Q0.0的向导中使能HC0为作脉冲输出内部反馈,在启动PTO0前使能12#中断“HSC0 CV="PV"”,中断程序样例如下:LD SM0.0R M20.4, 1CALL PTO0_MAN, M20.4, PTO0_V, VB290, VD292DTCH 12主轴的水平直线运动,行程比较固定,调节范围小,使用“PTO1_RUN + 修改包络参数”,安排在Q0.1。
4 体会S7-200是一款是非常优秀的微型控制器,许多功能进行深入研究之后可以做到灵活应用,拓宽其在小型控制领域的应用范围,同时保持较低的应用成本。