金属材料成型基础之金属液态成型(ppt 101页)_5572
- 格式:pptx
- 大小:2.02 MB
- 文档页数:100
第一篇金属的液态成形-图文1.金属的液态成形(铸造)1.0概述将金属材料加热到高温熔化状态,然后采取一定的成形方法,待其冷却、凝固后获得所需金属制品,这种制造金属毛坯的过程称为金属的液态成形。
金属的液态成形除了铸造之外,还有液态模锻。
1.0.1铸造的定义铸造是指将液态合金浇注到与零件的形状、尺寸相适应的铸型型腔中,待其冷却凝固后,获得所需形状、尺寸和性能的毛坯或零件的金属液态成形方法。
它是生产机器零件毛坯的主要方法之一。
1.0.2铸造的基本过程铸造生产的基本过程包括以下三个步骤:①根据零件的要求,准备一定的铸型;②把金属液体浇满铸型的型腔;③金属液体在铸型型腔中冷凝成形,获得一定形状和尺寸的铸件。
1.0.3铸造生产的特点铸造的实质就是液态金属(合金)逐步冷凝成形,具有以下特点:优点:①适应性广几乎所有金属及其合金,只要能够熔化成液态便能铸造,尤其是适合生产塑性差的材料。
②工艺灵活性大各种形状、尺寸(壁厚从0.5~1000mm、轮廓从几毫米至几十米)、重量(从几克~几百吨)和生产批量的铸件都能生产,能够制成如机床床身、箱体、机架、支座等具有复杂内腔的毛坯。
某些形状极其复杂的零件只能用铸造方法制造毛坯。
③省工省料铸件毛坯与零件形状相似,尺寸相近,加工余量小,金属利用率高,可以省工省料,精密铸件甚至不需切削加工,就可直接装配。
④生产成本低①铸件内部晶粒比较粗大,组织疏松,容易产生气孔、夹渣等铸造缺陷,机械性能和可靠性不如锻件,尤其是冲击韧性较差,不宜制造受冲击或交变载荷作用的零件。
②生产过程比较复杂,工序多且一些工艺过程难以精确控制,铸件质量不稳定,废品率较高。
③工人劳动强度大,劳动条件差。
1.0.4铸造生产的发展历史我国是世界上最早掌握铸造生产的文明古国之一。
早在三千多年前,青铜铸器已有应用,二千五百多年前,铸铁工具也已相当普遍。
我国劳动人民对世界铸造业的三大贡献(三大铸造技术):泥型铸造(砂型铸造)、铁型铸造(金属型铸造)、失蜡铸造(熔模铸造)。
金属材料加工工艺材料加工工艺基础金属材料加工系刘少平制作第一篇液态金属的铸造成形目录概述第一章液态金属成形过程及控制第二章铸造工艺方案第三章典型铸造方法§1 造型材料§2 砂型铸造方法§3 特种铸造方法教学目的和要求一、铸造生产的特点及重要性铸造是液态金属成形的方法,铸造过程是熔炼金属,制造铸型,并将熔融金属在重力、压力、离心力、电磁力等外力场的作用下充满铸型,凝固后获得一定形状与性能零件和毛坯生产过程。
具有生产成本低,工艺灵活性大,几乎不受零件尺寸大小及形状结构复杂程度限制等特点。
铸件的质量可由几克到数百吨,壁厚可由0.3mm到1m以上。
现代铸造技术在生产中占据重要位置。
铸件在一般机器中占总质量40~80%,但其制造成本只占机器总成本的25~30%。
概述(1)材料来源广;(2)废品可重熔;(3)设备投资低。
铸造生产的特点1、可生产形状任意复杂的制件,特别是内腔形状复杂的制件。
如汽缸体、汽缸盖、蜗轮叶片、床身件等。
(1)合金种类不受限制;(2)铸件大小几乎不受限制。
2、适应性强3、成本低4、废品率高、表面质量较低、劳动条件差。
铸件的生产工艺方法按充型条件的不同,可分为重力铸造、压力铸造、离心铸造等。
按照形成铸件的铸型分可分为砂型铸造、金属型铸造、熔模铸造、壳型铸造、陶瓷型铸造、消失模铸造、磁型铸造等。
传统上,将有别于砂型铸造工艺的其它铸造方法统称为“特种铸造”。
其中砂型铸造应用最为广泛,世界各国用砂型铸造生产的铸件占铸件总产量的80%以上。
二、铸造生产分类三、砂型铸造工艺流程(一)工艺流程图四、国内外铸造生产技术水平比较第一章液态金属成形过程及控制§1 金属的充型过程及流动液态金属充满铸型,获得尺寸精确、轮廓清晰的铸件,取决于充型能力。
合金充型过程中,一般伴随结晶现象,若充型能力不足,在型腔被填满之前,形成的晶粒将充型的通道堵塞,金属液被迫停止流动,于是铸件将产生浇不足或冷隔等缺陷。
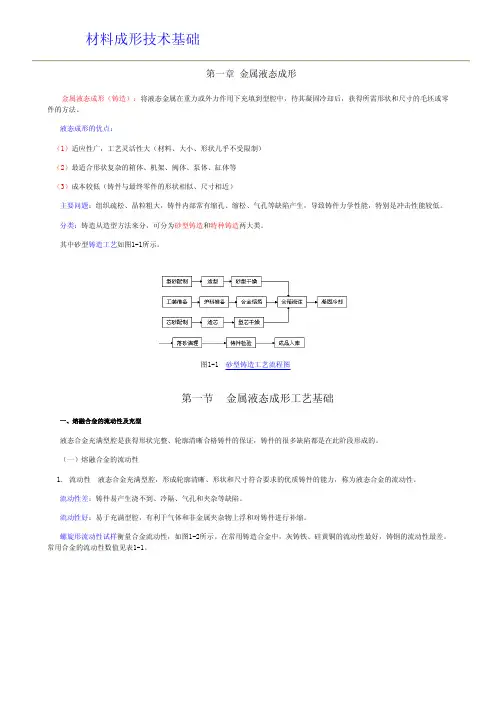
材料成形技术基础第一章 金属液态成形金属液态成形(铸造):将液态金属在重力或外力作用下充填到型腔中,待其凝固冷却后,获得所需形状和尺寸的毛坯或零件的方法。
液态成形的优点:(1)适应性广,工艺灵活性大(材料、大小、形状几乎不受限制)(2)最适合形状复杂的箱体、机架、阀体、泵体、缸体等(3)成本较低(铸件与最终零件的形状相似、尺寸相近)主要问题:组织疏松、晶粒粗大,铸件内部常有缩孔、缩松、气孔等缺陷产生,导致铸件力学性能,特别是冲击性能较低。
分类:铸造从造型方法来分,可分为砂型铸造和特种铸造两大类。
其中砂型铸造工艺如图1-1所示。
图1-1 砂型铸造工艺流程图第一节金属液态成形工艺基础一、熔融合金的流动性及充型液态合金充满型腔是获得形状完整、轮廓清晰合格铸件的保证,铸件的很多缺陷都是在此阶段形成的。
(一)熔融合金的流动性1.流动性 液态合金充满型腔,形成轮廓清晰、形状和尺寸符合要求的优质铸件的能力,称为液态合金的流动性。
流动性差:铸件易产生浇不到、冷隔、气孔和夹杂等缺陷。
流动性好:易于充满型腔,有利于气体和非金属夹杂物上浮和对铸件进行补缩。
螺旋形流动性试样衡量合金流动性,如图1-2所示。
在常用铸造合金中,灰铸铁、硅黄铜的流动性最好,铸钢的流动性最差。
常用合金的流动性数值见表1-1。
表1-1 常用合金的流动性(砂型,试样截面8㎜×8㎜)2. 影响合金流动性的因素(1) 化学成份 纯金属和共晶成分的合金,由于是在恒温下进行结晶,液态合金从表层逐渐向中心凝固,固液界面比较光滑,对液态合金的流动阻力较小,同时,共晶成分合金的凝固温度最低,可获得较大的过热度,推迟了合金的凝固,故流动性最好;其它成分的合金是在一定温度范围内结晶的,由于初生树枝状晶体与液体金属两相共存,粗糙的固液界面使合金的流动阻力加大,合金的流动性大大下降,合金的结晶温度区间越宽,流动性越差。
Fe-C合金的流动性与含碳量之间的关系如图1-3所示。