冶金机械设备安装工程施工及验收规范(液压、气动、润滑)YBJ207-85
- 格式:pdf
- 大小:770.22 KB
- 文档页数:16
昆钢镀锌彩涂工程镀锌机组退火炉施工方案编制:雍雄文审核:批准:中国第十九冶昆明公司机装昆明工程处 2003年12月10日目录一、工程概况.........................................................2 二、编制依据 (2)三、工程特点............................................................2 四、过程内容 (3)五、施工工艺流程......................................................3 六、主要技术措施 (4)七、施工工期安排.................................................9 八、人工计划......................................................9 九、机具计划.........................................................10 十、材料计划 (10)十一、质量保证措施 (11)十二、安全及文明施工 (11)一、工程概况退火炉是昆钢镀锌机组的一个主要设备,其组成主要为炉子支撑钢结构、炉体及管道系统等。
其中炉体沿长度方向分为五段,即预热段(phs)、无氧化加热段(nof)、辐射管加热和均热段(rth)、喷射冷却段(ghs)、转向段(tds)。
管道系统包括冷却水管道、压缩空气管道、氮气管道、nh保护气体管道、助燃空气管道、cog煤气管道和排烟系统管道。
设备制作安装量约为700t。
二、编制依据1、《钢结构制作、安装施工规程》(yb9254-95);2、《钢结构工程施工质量验收规范》(gb50205-2001);3、《冶金机械设备安装工程施工验收规范—液压、气动及润滑系统》(ybj207-85);4、《冶金机械设备安装工程施工验收规范—轧钢设备》—(yb9249-93)5、《冶金机械设备安装工程施工验收规范—通用规定》—(ybj201-83) 6、甲方提供的施工图纸、技术资料及设计变更;7、我方在类似钢结构安装工程上积累的经验,以及现有的技术力量和施工装备。
鲁丽集团有限公司2#1080M3高炉KD-III型液压开口机和炉前液压站技术协议甲方:鲁丽集团有限公司乙方:桂林市同方机械有限责任公司2009年12月27日鲁丽集团有限公司(下简称甲方)桂林市同方机械有限责任公司(下简称乙方)2#1080m3高炉KD-III型分侧式液压开铁口机技术协议双方经过友好协商,就甲方的2#1080m3高炉KD-III(左、右型各1台)矮式全液压开铁口机(开铁口机与液压泥炮分侧布置,背对高炉出铁口,该开铁口机在人所站位置的左、右侧)制作事宜达成如下技术协议:一、KD-III型分侧式液压开铁口机2、工作介质矿物油(N46抗磨液压油)3、制造零件、部件的材质、机加工尺寸等等符合设计图纸和有关标准的规定。
不合格的零件、部件不得进行整机组装,整机组装符合YBJ201-83、YBJ207-85中相应标准的规定;整机出厂前必须进行试车,达到本机的性能指标要求。
5、供方外购件必须是合格产品,并带合格证或质量证明书。
6、资料交付:(随机技术资料)1、KD-III型全液压开铁口机说明书 2套2、KD-III型全液压开铁口机备件目录 2套3、KD-III型全液压开铁口机装配图 2套4、KD-III型全液压开铁口机的合格证 2套7、售后服务7.1设备产品质量“三包”一年(操作失误及易损件除外),质保期内属产品设计、加工等属乙方造成的产品质量问题,乙方免费为甲方更换和维修;(易损件详见备件目录,在随机资料中提供)7.2所供设备到甲方后,根据甲方开炉或安装的需要,提前派出技术人员1~2名免费到甲方现场指导安装与调试设备,出现问题及时解决,并免费培训维修人员,待设备运行正常且出铁水一周后,才撤回所派人员。
8、合同生效10日内,乙方返回设计方设备总图和基础布置图(电子版和蓝图)。
二、炉前液压系统技术协议1、液压系统技术要求:1.1油泵选用进口力士乐A10V071恒压柱塞变量油泵6台;分为三台一组,每组控制一个铁口,油泵工作为二用一备;电机功率为45KW×6,每台油泵最大工作流量为105L/min。
天津钢管集团720热轧管工程机电设备安装施工组织设计中冶天工钢管工程项目经理部2019年12月3日目录1. 概述 (1)1.1 编制依据 (1)1.2工程概述 (4)1.4生产工艺简述 (5)1.5本次安装工程的关键和难点 (7)2 施工总体方案 (8)2.1指导思想、目标和承诺 (8)2.2 施工总体部署 (9)3 施工总进度网络计划 (11)3.1 施工总进度计划 (11)3.2保证施工进度计划的措施 (11)3.3工期延误时采取的补救措施 (15)4施工劳动力计划 (17)5施工机具计划 (18)5.1 大型施工机械需用计划 (18)5.2 主要施工机具、量具需用计划 (18)6.工程施工准备 (20)6.1技术准备 (20)6.2劳动力组织准备 (21)6.3物资准备 (22)6.4机具准备 (23)7.1 基础验收及施工测量 (24)7.2.设备安装垫板和灌浆料 (28)7.3 零部件的清洗和装配。
(29)7.4 机械设备的调整 (29)7.5地脚螺栓孔灌浆及二次灌浆 (31)7.6 设备检查、验收及保管工作 (31)8.主要工艺设备安装 (31)8.1多功能穿孔机机组安装: (31)8.2热扩机机组的安装: (35)8.4五架定径机安装: (36)8.5冷床的安装 (37)8.6矫直机安装 (38)8.7附属设备安装: (39)8.8炉窑施工 (40)9.管道及液压系统施工 (47)9.1介质管道施工 (47)9.2液压润滑系统安装 (50)10.电气施工方法 (56)10.1施工准备及安装工艺流程 (56)10.2电气设备安装 (57)10.3电气调试 (68)11自动化仪表安装及调试 (77)11.2施工方法 (77)11.3仪表调试及试运转 (84)12、质量保证措施 (87)12.1质量方针及目标 (87)12.2质量保证体系 (87)12.3质量保证措施 (88)13安全保证措施 (92)13.1安全施工方针、目标 (92)13.2安全保证体系 (93)13.3安全保证措施 (93)14 文明施工(含治安保卫、消防、环保、防汛、成品保护) (99)14.1 文明施工目标及管理体系 (99)14.2 文明施工管理措施 (100)14.3 治安保卫、消防措施 (105)14.4 环境保护措施 (108)15 服务及工程保修 (111)15.1 施工准备阶段的服务 (111)15.2 施工阶段的服务 (111)15.3 竣工验收阶段的服务 (112)15.4 工程保修期的服务 (113)1. 概述1.1 编制依据1.1.1中冶京诚工程技术有限公司《天津钢管公司φ720旋扩管工程施工图方案》。
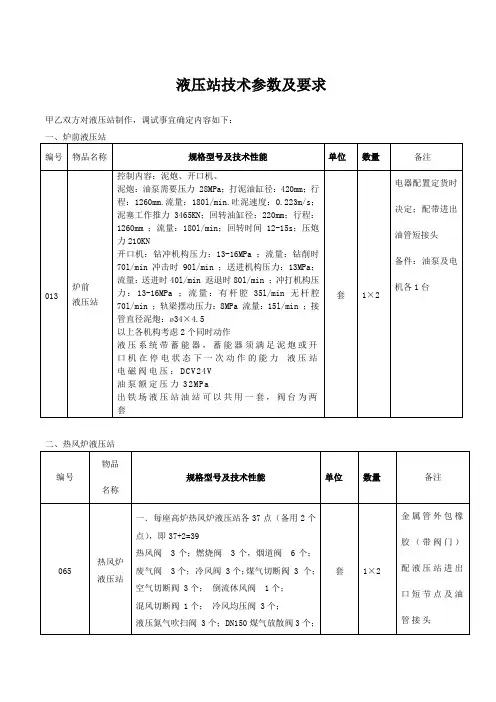
液压站技术参数及要求甲乙双方对液压站制作,调试事宜确定内容如下:三、矿槽液压站四、炉顶液压站六、设备组成和供货范围液压泵站、控制阀组及其支架、蓄能器组、站内液压配管、站内电气控制柜、站内所有电气接线七、设计及资料的交付乙方免费为甲方设计,设计要充分考虑,有利于甲方维修,保证满足甲方生产工艺要求,合同签定15日内,有关技术资料以正式盖章蓝图及AutoCAD电子版2种形式返给甲方,由甲方确认后方可生产。
包括液压原理图(含元件明细表);液压系统布置图须根据设计院提供的《泵站、控制阀台、蓄能器组的相对位置图》进行设计布置;液压系统布置图中应有液压泵站、控制阀组、蓄能器组三大件装配图;液压站预埋钢板位置,预埋板尺寸;液压站电气预埋管位置,预留口尺寸;站内设备载荷;系统参数表(包括液压系统参数,冷却介质参数及接口尺寸,接口位置。
);电气资料(包括电控柜外形尺寸、电气原理图,电控柜端子图,阀台端子图等);仪表资料(包括电气原理图,电控柜端子图);液压系统说明书,调试说明书。
设计参照规范GB3766-83液压系统通用技术条件GB786.1-93液压及气动图形符号GB7935-87液压元件通用技术条件YBJ207-85 冶金机械设备安装工程施工及验收规范液压、气动和润滑系统JB/T58027-93 液压系统总成检验标准JB/ZQ4587-86 油箱总体设计及制造依据ISO4406:1987 液压传动-油液-固定颗粒污染等级代号法(或NAS1638)GB3323-82 钢熔化焊对接接头射线照相及质量分级JB/T5000,3-98焊接件通用技术要求本单位制造的零件、部件的材质、机加工尺寸等符合设计图纸和标准的规定。
外购件按乙方转化后的图纸明细购买,不能降低外购件的质量。
乙方的外购件必须是合格产品。
机械部分安装执行冶金机械设备安装工程施工及验收规范通用规定(YBJ201-83)。
液压系统安装执行冶金机械液压设备安装工程施工及验收规范通用规定(YBJ201-85)。
冶金机械设备安装工程施工及验收规范通用规定YBJ 201-83本标准规定了选矿、烧结、焦化、炼铁、炼钢 、轧钢等各专业的冶金机械设备安装施工及验收的通用技术条件。
冶金机械设备安装及验收的专业的技术条件,尚应符合上述各专业冶金设备安装施工及验收规范的规定。
对安装工程有特殊要求的冶金机械设备,其安装工程施工及验收的技术条件应符合设备技术文件的规定。
注:(1)特殊要求系指设备技术文件有关规定而本标准未规定或设备技术文件的规定与本标准规定不一致的技术条件。
(2)设备技术文件系指设备的说明书、制造图(包括零件图和装配图)和技术要求。
1 设备基础检查1.1 设备基础应有确认基础已具备安装条件的资料。
1.2 设备基础的尺寸极限偏差和水平度、铅垂度应符合表1的规定。
1.3 设备基础表面及预留孔内应清洁,预埋地脚螺栓的螺纹和螺母应防护完好。
2 基准线和基准点2.1 基准线和基准点应根据设计、安装和检修的需要确定.2.2 设备安装平面位置的标高偏差的检测,除有指定的依据外,均应以基准线和基准点为依据。
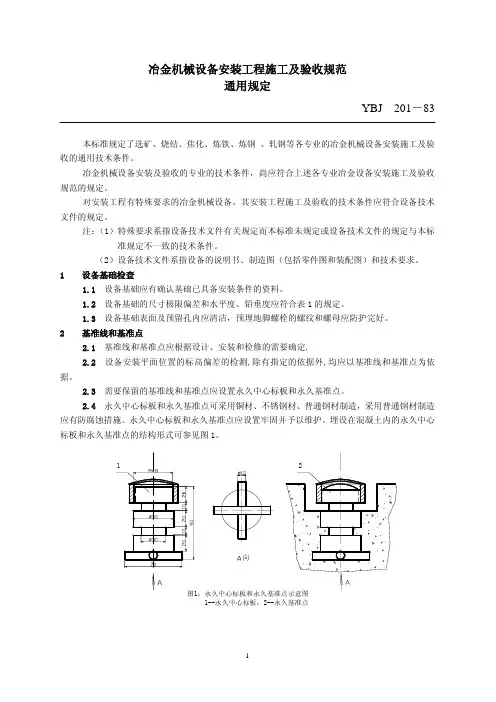
2.3 需要保留的基准线和基准点应设置永久中心标板和永久基准点。
2.4 永久中心标板和永久基准点可采用铜材、不锈钢材、普通钢材制造,采用普通钢材制造应有防腐蚀措施。
永久中心标板和永久基准点应设置牢固并予以维护。
埋设在混凝土内的永久中心标板和永久基准点的结构形式可参见图1。
1--永久中心标板;2--永久基准点表1 设备基础的尺寸极限偏差及水平度、铅垂度公差 mm项次 项 目 极限偏差 公差1 基础坐标位置(纵、横向轴线) ±202 基础各不同平面的标高 0~-20基础上平面外形尺寸 ±20 3凸台平面外形尺寸 0~-20凹穴尺寸 +20~0基础上平面的水平度(包括地坪上需要安装设备的部分):4每米 5全长 10铅垂度:5每 米 5全 长 20预埋地脚螺栓:6标高(顶端) +20中心距(在根部和顶部两处测量) ±2预留地脚螺栓孔:中心距 ±10 7深度 +20~0孔壁的铅垂度 10预埋活动地脚螺栓锚板标 高 +20~0 8中心距 ±5水平度(带槽的锚板) 5水平度(带螺纹孔的锚板) 22.5 设备安装单位应绘制永久中心标板和永久基准点布置图,在图中表明永久标榜和永久基准点的编号、设置位置及其实测坐标或标高。
20tLF+VD/VOD精炼炉招标技术要求一、招标内容项目名称:招标人:项目概述:20tLF+VOD精炼炉成套的设计、制造、安装调试至验收合格。
注1、上述项目为交钥匙工程,即:从设备的设计、制造、运输、安装调试至验收合格交付使用。
因此,投标方须仔细阅读招标文件,核准工程量。
2、报价要分别列出:部件名称、数量、规格、重量(结构件)、外购件厂家、单价、总价。
3、附:承担此项目主要设计人员名单及相关业绩,及企业资质。
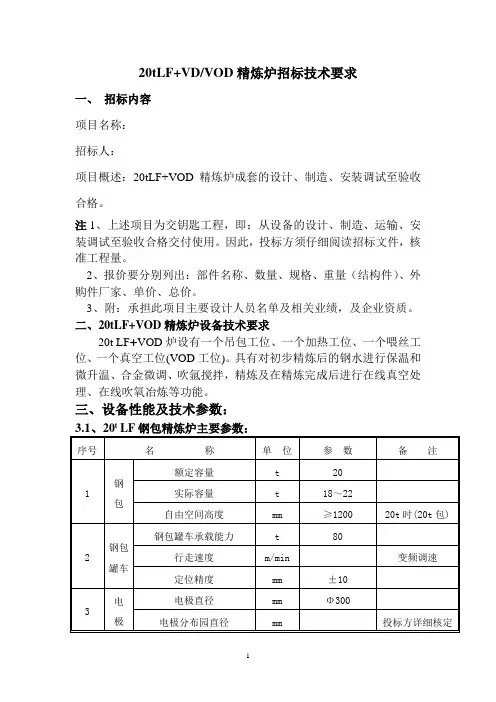
二、20tLF+VOD精炼炉设备技术要求20t LF+VOD炉设有一个吊包工位、一个加热工位、一个喂丝工位、一个真空工位(VOD工位)。
具有对初步精炼后的钢水进行保温和微升温、合金微调、吹氩搅拌,精炼及在精炼完成后进行在线真空处理、在线吹氧冶炼等功能。
三、设备性能及技术参数:t工艺流程图3.2、机械技术要求:3.2.1钢包1)、滑动水口钢包体由Q345R钢板制造,钢包高度沿材料轧制方向下料,钢板横向不得有接缝,钢包桶体按照国标、行业标准设计。
(钢包设计图需招标方确定)钢包底部配滑动水口及底吹氩口。
滑动水口由液压驱动。
液压站共配3套均为双缸。
滑动水口机构及驱动液压站选用宜兴耐火材料有限公司产品。
精炼炉配钢包型号为20t单滑动水口钢包设备主要组成(钢包本体5台,包括VOD专用包2台,LF包3台,吊具2台)单台钢包主要组成:钢包本体1套滑动水口装置1套底吹氩口装置1套吊具1套材质Q345R主要技术参数最大容量25t最小容量15t钢包自由空间(mm):≥1200 按20tVOD时计算2)、投标方按照国标、行业标为招标方配15t塞杆包若干,塞杆包不在LF精炼炉使用。
(钢包设计图需招标方确定)15t塞杆包需配钢包本体5台,吊具2台单台15t塞杆包主要组成:塞杆1套钢包本体1套吊具1套材质Q345R15t钢水电动倾转包(钢包本体1台)钢包本体1套材质Q345R3.2.2、钢包罐车及拖缆装置(一套)钢包罐车应设计合理实用,车体采用优质钢材焊接结构。
液压站防火设计规范篇一:液压系统的设计(标准型)第一章液压系统的设计步骤液压系统的设计步骤与设计要求液压传动系统是液压机械的一个组成部分,液压传动系统的设计要同主机的总体设计同时进行。
着手设计时,必须从实际情况出发,有机地结合各种传动形式,充分发挥液压传动的优点,力求设计出结构简单、工作可靠、成本低、效率高、操作简单、维修方便的液压传动系统。
1.1 设计步骤液压系统的设计步骤并无严格的顺序,各步骤间往往要相互穿插进行。
一般来说,在明确设计要求之后,大致按如下步骤进行。
(1)确定液压执行元件的形式;(2)进行工况分析,确定系统的主要参数;(3)制定基本方案,拟定液压系统原理图;(4)选择液压元件;(5)液压系统的性能验算;(6)绘制工作图,编制技术文件。
1.2 明确设计要求计要求是进行每项工程设计的依据。
在制定基本方案并进一步着手液压系统各部分设计之前,必须把设计要求以及与该设计内容有关的其他方面了解清楚。
(1)主机的概况:用途、性能、工艺流程、作业环境、总体布局等;(2)液压系统要完成哪些动作,动作顺序及彼此联锁关系如何;(3)液压驱动机构的运动形式,运动速度;(4)各动作机构的载荷大小及其性质;(5)对调速范围、运动平稳性、转换精度等性能方面的要求;(6)自动化程序、操作控制方式的要求;(7)对防尘、防爆、防寒、噪声、安全可靠性的要求;(8)对效率、成本等方面的要求。
1.3 制定基本方案(1)制定调速方案液压执行元件确定之后,其运动方向和运动速度的控制是拟定液压回路的核心问题。
方向控制用换向阀或逻辑控制单元来实现。
对于一般中小流量的液压系统,大多通过换向阀的有机组合实现所要求的动作。
对高压大流量的液压系统,现多采用插装阀与先导控制阀的逻辑组合来实现。
速度控制通过改变液压执行元件输入或输出的流量或者利用密封空间的容积变化来实现。
相应的调整方式有节流调速、容积调速以及二者的结合——容积节流调速。
节流调速一般采用定量泵供油,用流量控制阀改变输入或输出液压执行元件的流量来调节速度。
三、轧机油膜轴承的润滑油膜轴承属滑动轴承一族,在工作条件下,处于全流体润滑状态。
油膜轴承是利用流体的动压润滑原理,即靠轴与轴承元件的相对运动,借助于润滑油的粘性和油在轴承副中的楔型间隙形成的流体动压作用,而形成承载油膜的轴承。
承载油膜又称之为压力油膜,它起到平衡负载、隔离轴颈与轴套,将金属间的固体摩擦转化为液体内部的分子摩擦,将摩擦磨损降至最低限度,因而能在最大范围内满足承载压力、抗冲击力、变换速度、轧制精度、结构尺寸与使用寿命等要求。
根据雷诺方程设计,将轧制压力、轧制速度、轴承间隙和润滑油粘度四要素相匹配,形成不间断的稳定承载油膜,实现液体动压润滑,以满足轧机在不同运转状态下的摩擦与润滑;即在起动、停机、正转、反转变换时处于半干摩擦和边介摩擦的润滑,在冲击负荷或大量进水的混合摩擦的润滑,在正常运转和满负荷,连续作业时的液体摩擦与润滑。
所以油膜轴承润滑,常以下面三种形式表现:(1)起动或停机时,尽管轴与轴承间有润滑油,但由于运动速度等于零或趋近于零,流体动压润滑尚未形成或逐渐消失,轴与轴承必然直接接触,此时处于边介润滑甚至是半干摩擦状态。
(2)轧机操作中,由于产生震动或进水过多或供油不足或油质有问题都可能产生混合润滑。
(3)轧机运转正常平稳时,呈流体润滑。
因此,油膜轴承的润滑特点是上述三种情况交替存在的混合润滑。
为适应钢铁企业高速、重载、自动化、大型化和高产的需要,解决轧机油膜轴承的润滑要求,满足日趋苛刻的工况条件,轧机油膜轴承所用的润滑油--油膜轴承油应运而生。
油膜轴承油的使用性能要求轧机油膜轴承的润滑特点,决定了油膜轴承油必须满足其使用性能要求,方可保障轧机的正常运转和连续生产,因此,油膜轴承油需具备:(1)优良的粘温性能(高粘度指数),在轴承温度大幅度变动时,仍能实现各个润滑部位的正常润滑。
(2)优越的抗乳化性能(即分水性),在长期使用中能迅速分离油中水份。
(3)良好的抗磨及极压性能,运转时油中混入少量水分时,仍能形成油膜保持重载和抗磨性能。
液压站技术参数及要求甲乙双方对液压站制作,调试事宜确定内容如下:三、矿槽液压站四、炉顶液压站六、设备组成和供货范围液压泵站、控制阀组及其支架、蓄能器组、站内液压配管、站内电气控制柜、站内所有电气接线七、设计及资料的交付乙方免费为甲方设计,设计要充分考虑,有利于甲方维修,保证满足甲方生产工艺要求,合同签定15日内,有关技术资料以正式盖章蓝图及AutoCAD电子版2种形式返给甲方,由甲方确认后方可生产。
包括液压原理图(含元件明细表);液压系统布置图须根据设计院提供的《泵站、控制阀台、蓄能器组的相对位置图》进行设计布置;液压系统布置图中应有液压泵站、控制阀组、蓄能器组三大件装配图;液压站预埋钢板位置,预埋板尺寸;液压站电气预埋管位置,预留口尺寸;站内设备载荷;系统参数表(包括液压系统参数,冷却介质参数及接口尺寸,接口位置。
);电气资料(包括电控柜外形尺寸、电气原理图,电控柜端子图,阀台端子图等);仪表资料(包括电气原理图,电控柜端子图);液压系统说明书,调试说明书。
设计参照规范GB3766-83液压系统通用技术条件GB786.1-93液压及气动图形符号GB7935-87液压元件通用技术条件YBJ207-85 冶金机械设备安装工程施工及验收规范液压、气动和润滑系统JB/T58027-93 液压系统总成检验标准JB/ZQ4587-86 油箱总体设计及制造依据ISO4406:1987 液压传动-油液-固定颗粒污染等级代号法(或NAS1638)GB3323-82 钢熔化焊对接接头射线照相及质量分级JB/T5000,3-98焊接件通用技术要求本单位制造的零件、部件的材质、机加工尺寸等符合设计图纸和标准的规定。
外购件按乙方转化后的图纸明细购买,不能降低外购件的质量。
乙方的外购件必须是合格产品。
机械部分安装执行冶金机械设备安装工程施工及验收规范通用规定(YBJ201-83)。
液压系统安装执行冶金机械液压设备安装工程施工及验收规范通用规定(YBJ201-85)。