红胶点胶效果检验标准
- 格式:xls
- 大小:1.14 MB
- 文档页数:3
测试报告No. SH7009456/ CHEM Date: Jan. 30, 2007 Page 1 of 3宁波圣之岛焊锡材料有限公司余姚市梨洲街道苏家园村基于委托检验样品贴片胶(红胶)的报告如下:SGS 相关号 : 10244453-1主要成份 : 环氧树脂样品收到日期 : 2007-01-26样品试验日期 : 2007-01-26—2007-01-30试验要求 : 参照RoHS指令2002/95/EC及后续修正指令.试验方法 : (1) 参照IEC 62321 Ed 111/54/CDV, 用ICP方法测定镉的含量(2) 参照IEC 62321 Ed 111/54/CDV, 用ICP方法测定铅的含量(3) 参照IEC 62321 Ed 111/54/CDV, 用ICP测定汞的含量(4) 参照IEC 62321 Ed 111/54/CDV, 采用比色法测定六价铬的含量(5) 参照US EPA 3540C和3550C用GC-MS测定PBBs(多溴联苯)和PBDEs(多溴联苯醚)的含量试验结果 : 见后续页SGS-CSTC 化学实验室授权签字SGS-CSTC 化学实验室授权签字张曜郝金玉高级主管实验室经理根据客户申请,SGS出具了此中文报告;英文版本可根据客户要求提供。
(The Chinese test report is issued according to the applicant’s request. The English version is available from SGS if further needed.)测试报告 No. SH7009456/ CHEM Date: Jan. 30, 2007Page 2 of3化学方法的试验结果 (单位: mg/kg)测试项目:方法 (参见) 1MDLRoHS 限值 镉(Cd)(1) ND 2 100 铅(Pb)(2) ND 2 1000 汞(Hg)(3) ND 2 1000 六价铬(Cr VI)(4)ND 2 1000 多溴联苯之和(PBBs)ND - 1000 一溴联苯ND 5 - 二溴联苯ND 5 - 三溴联苯ND 5 - 四溴联苯ND 5 - 五溴联苯ND 5 - 六溴联苯ND 5 - 七溴联苯ND 5 - 八溴联苯ND 5 - 九溴联苯ND 5 - 十溴联苯ND 5 - 多溴联苯醚之和(PBDEs)(参见备注4)ND - 1000 一溴联苯醚ND 5 - 二溴联苯醚ND 5 - 三溴联苯醚ND 5 - 四溴联苯醚ND 5 - 五溴联苯醚ND 5 - 六溴联苯醚ND 5 - 七溴联苯醚ND 5 - 八溴联苯醚ND 5 - 九溴联苯醚ND 5 - 十溴联苯醚ND 5 - 多溴联苯醚(PBDEs)之和 (一溴到十溴)(5) ND - -(所示结果为烘干样品总重量中的含量)测试部件外观描述: 1. 红色膏体备注 :(1) mg/kg = ppm (2) ND =未检出(3) MDL =检测极限值(4) 一溴联苯醚到九溴联苯醚之和,按照2005/618/EC 十溴联苯醚豁免。
国际标准红胶推力国际标准红胶推力是指在一定条件下,用于测定胶粘剂的黏附力和粘结强度的一种标准测试方法。
红胶推力测试是胶粘剂行业中常用的一种测试方法,用于评估胶粘剂的粘结性能,对于产品的质量控制和技术改进具有重要意义。
首先,红胶推力测试是通过在一定条件下将被测试的胶粘剂涂覆在标准试样上,然后使用特定的红胶推力测试仪器对其进行测试。
测试过程中,通过施加一定的力量,使试样与基材产生粘结,然后通过拉力测试仪器来测定胶粘剂与基材之间的粘结强度。
这一测试方法能够客观、准确地评估胶粘剂的黏附力和粘结强度,为产品的质量控制提供了重要的数据支持。
其次,国际标准红胶推力测试方法的制定是为了使得不同地区和不同厂家之间的测试结果具有可比性。
通过遵循国际标准,不同地区和不同厂家生产的胶粘剂产品可以进行公正、客观的比较。
这对于消费者来说是非常重要的,因为他们可以通过测试结果来选择适合自己需求的产品,同时也促进了全球范围内的胶粘剂产品的质量提升。
此外,国际标准红胶推力测试方法的制定也为胶粘剂行业的技术创新和产品改进提供了重要的依据。
通过测试方法的标准化,不同厂家可以在相同的测试条件下进行产品的比较,从而更好地了解自己产品的优势和劣势,进而进行技术创新和产品改进。
这对于行业的健康发展和技术竞争力的提升具有重要的推动作用。
总之,国际标准红胶推力测试方法的制定对于胶粘剂行业具有重要的意义。
通过遵循国际标准,可以实现不同地区和不同厂家之间的测试结果可比,促进产品质量的提升,同时也为行业的技术创新和产品改进提供了重要的依据。
因此,我们应该高度重视国际标准红胶推力测试方法的制定和实施,以推动胶粘剂行业的健康发展和技术进步。
红胶管理规范书一、引言红胶是一种常见的工业材料,广泛应用于建筑、汽车、电子等行业。
为了确保红胶的质量和安全性,以及有效管理红胶的生产和使用过程,制定了本红胶管理规范书。
本规范适用于所有使用红胶的企业和个人。
二、红胶的分类和标准1. 红胶的分类根据红胶的成分和用途,将红胶分为以下几类:- 丁基橡胶- 丁腈橡胶- 丁苯橡胶- 丁酸橡胶- 丁胶乳液2. 红胶的标准红胶的质量标准应符合国家相关标准或行业标准,包括但不限于以下指标:- 外观:红胶应呈现均匀的颜色和光泽,不得出现异物或杂质。
- 粘度:红胶的粘度应符合规定范围,以确保其在使用过程中的流动性和粘附性。
- 固含量:红胶的固含量应符合规定要求,以确保其在固化后的强度和耐久性。
- 化学成分:红胶的化学成分应符合规定要求,以确保其在使用过程中的稳定性和安全性。
三、红胶的存储和保管1. 存储环境红胶应存放在干燥、通风、阴凉的仓库中,避免阳光直射和高温环境。
仓库应保持清洁,避免与其他化学品混放。
2. 包装和标识红胶应使用符合标准的包装材料进行包装,并在包装上标注以下信息:- 红胶的名称和型号- 生产日期和批号- 净重或净容量- 生产厂家的名称和联系方式3. 储存期限红胶的储存期限应根据具体类型和生产厂家的要求进行确定,过期的红胶不得使用。
四、红胶的使用和处理1. 使用前的准备工作在使用红胶之前,应进行以下准备工作:- 检查红胶的包装和标识是否完好,确认红胶未过期。
- 准备好所需的工具和设备,确保其清洁和可靠性。
- 阅读并理解红胶的使用说明书和安全注意事项。
2. 使用过程中的安全措施- 确保使用红胶的场所通风良好,避免红胶蒸气的积聚。
- 佩戴适当的个人防护装备,如手套、防护眼镜和口罩。
- 避免红胶接触皮肤和眼睛,如有接触应立即用清水冲洗,并寻求医疗帮助。
- 禁止吸烟、明火和静电产生源接近红胶。
3. 红胶的废弃处理废弃的红胶应按照环境保护法规进行处理,包括但不限于以下措施:- 将废弃红胶收集并储存在密封容器中,避免对环境造成污染。
厦门市上进电子科技有限公司文件名称
标准
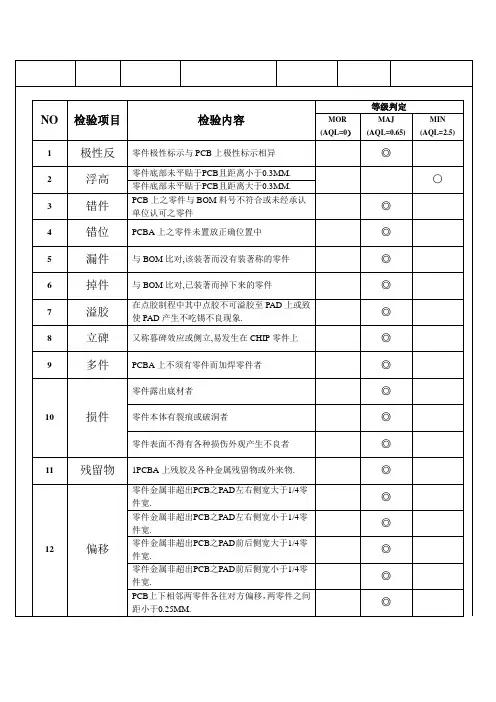
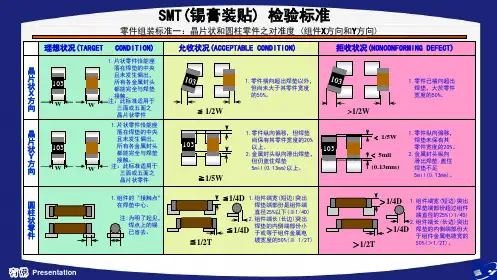
无件无偏移、浮高,
且胶量适中
文件编号版本版次页次
拒收溢胶
WI-09-20 A02 1OF1
拒收溢胶
SMT红胶工艺检验标准
标准
无件无偏移、浮高,
且胶量适中
可接受
无件无偏移、浮高,
没有溢胶
标准
电容无偏移、浮高
可接受
拒收
偏移>1/4元件宽度
拒收溢胶
偏移≤1/4元件宽度
拒收溢胶
标准
电阻无偏移、浮高
可接受
拒收
端偏移>1/4元件电极宽度
拒收
拒收元件浮高>0.5MM
端偏移≤1/4元件电极宽度
元件浮高>0.5MM
标准
可接受
可接受
偏移≤1/4管脚宽度
拒收
拒收
端偏移>1/4管脚宽度偏移>1/4管脚宽度
三极管无偏移、浮高偏移≤1/4管脚宽度
标准
IC无偏移、浮高
可接受
偏移≤1/4管脚宽度
拒收
偏移>1/4管脚宽度
可接受
偏移≤1/4管脚宽度
拒收
端偏移>1/4管脚宽度
批准何开东审核刘速越拟制王辉日期年12月22日。
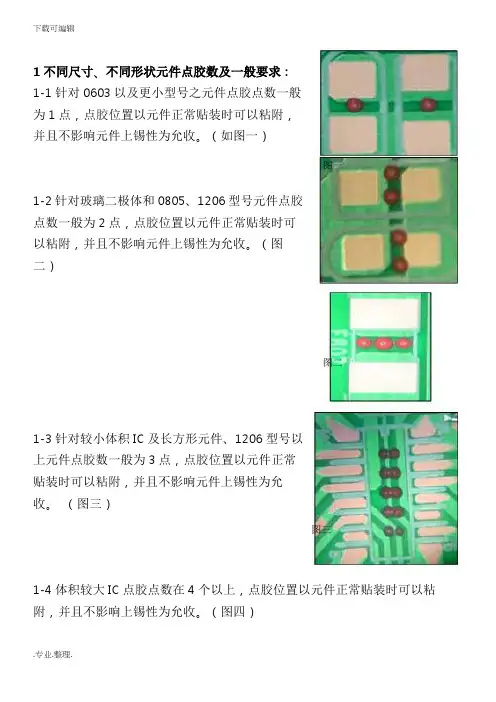
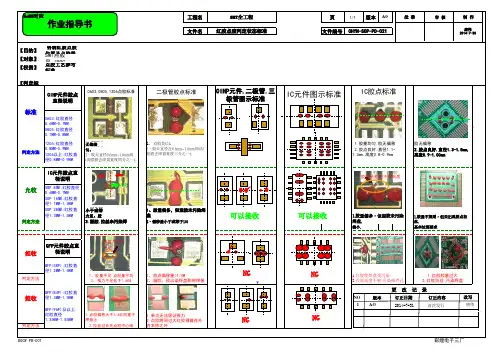
1不同尺寸、不同形状元件点胶数及一般要求:1-1针对0603以及更小型号之元件点胶点数一般为1点,点胶位置以元件正常贴装时可以粘附,并且不影响元件上锡性为允收。
(如图一)图一1-2针对玻璃二极体和0805、1206型号元件点胶点数一般为2点,点胶位置以元件正常贴装时可以粘附,并且不影响元件上锡性为允收。
(图二)图二1-3针对较小体积IC及长方形元件、1206型号以上元件点胶数一般为3点,点胶位置以元件正常贴装时可以粘附,并且不影响元件上锡性为允收。
(图三)图三1-4体积较大IC点胶点数在4个以上,点胶位置以元件正常贴装时可以粘附,并且不影响上锡性为允收。
(图四)2 chip 0603、0805、1206点胶规格示范2-1标准(PREFERRED)2-1-1胶并无偏移。
2-1-2胶量均匀。
2-1-3胶量足,推力满足SMT红胶推力测试SOP。
(图五)2-2允收(ACCEPTABLE)2-2-1 A为胶中心。
B为锡垫中心。
C为偏移量。
P为焊垫宽。
C<1/4P2-2-2 胶量均匀。
2-2-3 胶量足,推力满足SMT红胶推力测试SOP。
(图六)图四五图五图六2-3拒收(NOT ACCEPTABLE)2-3-1胶量不足。
2-3-2两点胶量不均匀。
2-3-3推力不满足SMT红胶推力测试SOP。
(图七)3 CHIP 0603、0805、1206零件贴片规范3-1标准(PREFERRED):3-1-1零件在胶上无偏移。
(图八)3-2允收(ACCEPTABLE):3-2-1 C为偏移量。
W为元件宽图七图八P 为焊垫宽。
横、纵向偏移量C<1/4W 或T<1/4P3-2-2零件引脚延伸至焊盘上的部份的宽度(J)不小于3-2-3零件引脚和焊盘用于吃的空间(T)最少是SMD 零件厚度(H)的 45%.(图九)3-3拒收(NOT ACCEPTABLE ): 3-3-1 P 为焊垫宽 W 为零件宽 C 为偏移量横、纵向C>1/4W 或1/4P(图十)4 SOT 零件点胶规范 4-1标准(PREFERRED ) 4-1-1胶量适中。
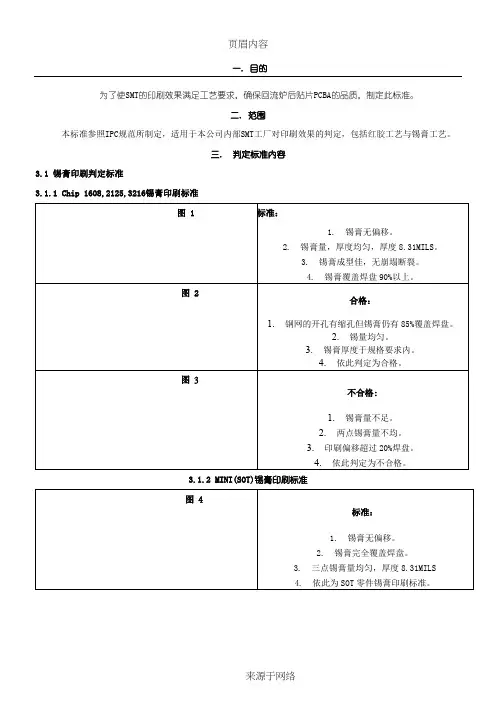
一. 目的为了使SMT的印刷效果满足工艺要求,确保回流炉后贴片PCBA的品质,制定此标准。
二. 范围本标准参照IPC规范所制定,适用于本公司内部SMT工厂对印刷效果的判定,包括红胶工艺与锡膏工艺。
三. 判定标准内容3.1 锡膏印刷判定标准热气宣泄道图 7膏印刷偏移超过20%焊盘图 9 3.1.4 LEAD PITCH=1.25mm零件锡膏印刷标准WW=焊盘宽偏移量<20%WW=焊盘宽偏移大于15%焊盘图12偏移量小于15%焊盘偏移大于15%焊盘A>15%W图 15 3.1.6 LEAD PITCH=0.7MM锡膏印刷标准偏移小于15%焊盘移大于15%焊盘图 18 3.1.7 LEAD PITCH=0.65MM之锡膏印刷标准偏移少于10%焊盘图 20偏移量大于10%W图 21 3.1.8 LEAD PITCH=0.5MM零件锡膏印刷标准锡膏崩塌且断裂不足图 24 3.1.9 Termination Chip & SOT锡膏厚度的标准3.1.10 IC-零件的锡膏厚度标准3.2 点胶标准3.2.1 Chip 1608,2125,3216点胶标准标准规格胶量不均,且不足图 35C<1/4W or 1/4PC>1/4W orWP图 38 3.2.4 MELM圆柱形零件点胶标准溢胶C<1/4W图 46偏移图 47 .3.2.6 MELF,RECT.柱状零件点胶标准溢胶3.2.7 MELM柱状零件点胶标准图 53图 553.2.9 SOIC 点胶零件标准C>1/4T 或1/4PT胶稍多不影响焊接溢胶沾染焊盘及测试孔孔推力足1.5KG图 58孔C>1/4W图 593.2.11 SOIC胶点尺寸外观。
一、目的 给点胶后的PCB 提供规范的检验标准二、适应范围 适应于本公司SMT 点胶工位三、制作依据 参照IPC 标准制作,用来规范本公司的SMT 品质四、红胶点胶规格1. 0603,0805,1206 红胶点胶规范1.1标准0603,0805,1206点胶规格示范1、胶点并无偏移2、胶量均匀。
3、胶量足,过完回流焊后推力在1.5KGF 仍然未掉件。
4、依此为标准规格。
1.2允收允收1、A 为点胶中心。
2、B 为锡垫中心。
3、C 为偏移量。
4、P 为焊垫宽。
5、C<1/4P ,且要推力足、胶点均匀。
6、依此判定为允收。
1.3拒收拒收1、胶量不足。
2、点胶量不均。
3、推力不足,过完回流焊后推力低于1.0KG 会掉件。
4、依此判定为退货。
標準規格图形10603,0805,1206点胶标准C<1/4P A BP图形2 0603,0805,1206点胶允收胶量不均,且不足图形3 0603,0805,1206点胶退货2. 二极管胶点示范:2.1标准标准1、点胶均匀。
2、胶点直径在1.25mm~1.62mm 间。
3、过完回流焊后推力足够大,有1.5kgf。
4、依此应为标准之规格。
2.2允收允收1、依此应为允收。
2、胶量偏多,但溢胶未污染锡垫2.3拒收拒收1、胶点偏移量>1/4W。
2、溢胶,致沾染锡垫影响焊性。
3、依此应为退货。
图4 二极管点胶标准图5 二极管点胶标准溢胶图形二极管溢胶退货变频科技公司程控器工厂页 次3/3 3. IC 胶点示范:3.1标准标准1、胶量均匀。
2、胶点良好。
直径1.00~2.00mm,高度0.92mm。
3、胶无偏移。
4、依此应为标准之规格。
3.2允收允收1、胶量偏多,但溢胶未污染锡垫。
2、依此应为允收。
3.3拒收拒收1、溢胶沾染锡垫。
2、溢胶沾染测试孔。
3、依此应为拒收。
A0编制: 审核: 批准:红胶印刷效果检验标准版 本图形7 IC 点胶标准溢胶沾染锡垫及测试孔胶量稍多,但不影响质量图形8 IC 点胶允收图形9 IC 点胶拒收。
红胶推力标准参考红胶过完回流焊冷却后在PCB上的力度,一般我们用推力计测试.下面为您推荐测试方法及标准:第一种:测试时推力计与PCB是呈30-45度,从元件的宽边去推,力分别是:0603C 1.5KGF0603R 1.8KGF0805C/1206C 1.75KGF0805R/1206R 2.0KGFMELF 2.0KGFSOT/SOPIC 3.5KGF第二种是测试时推力计与PCB水平方向,也是从元件的宽边去推,力分别是:0402 0.8KGF0603 0.85KGFSOT 1.2KGF第三种,是参照IPC-610C)件类型最小推力元件类型最小推力0603 1.2Kg 二极管 2.5Kg0805 1.5Kg 三极管 2.5Kg1206 1.8Kg IC 2.5KgSMT红胶是单一组分常温储藏受热后迅速固化的环氧树脂胶粘剂,其容许低温度固化,超高速微少量涂敷仍可保持没有拉丝、溢胶、塌陷的稳定形状,其“剪切稀化”粘度特性和低吸湿性,非常适合应用于常温孔版印刷的SMT工艺,胶点形状非常容易控制,储存稳定且具有优良的耐热冲击性能和电气性能,使用安全,完全符合环保要求。
二、红胶的性质红胶具有粘度流动性,温度特性,润湿特性等。
根据红胶的这个特性,故在生产中,利用红胶的目的就是使零件牢固地粘贴于PCB表面,防止其掉落。
三、红胶的应用:在印刷机或点胶机上使用:1、为保持贴片胶的品质,请置于冰箱内冷藏(5±3℃)储存;2、从冰箱中取出使用前,应放在室温下回温;3、可以使用甲苯或醋酸乙酯来清洗胶管。
点胶:1、在点胶管中加入后塞,可以获得更稳定的点胶量;2、推荐的点胶温度为30-35℃;3、分装点胶管时,请使用专用胶水分装机进行分装,以防止在胶水中混入气泡。
刮胶:推荐的刮胶温度为30-35℃。
注意:红胶从冷藏环境中移出后,到达室温前不可打开使用。
为避免污染原装产品,不得将任何使用过的贴片胶倒回原包装内。
四、红胶的工艺方式:1、印刷方式:钢网刻孔要根据零件的类型,基材的性能来决定,其厚度和孔的大小及形状。
一、目的
给点胶后的PCB 提供规范的检验标准
二、适应范围
适应于本公司SMT 点胶工位
三、制作依据
参照IPC 标准制作,用来规范本公司的SMT 品质
四、红胶点胶规格
1. 0603,0805,1206 红胶点胶规范
1.1标准
0603,0805,1206点胶规格示范
1、胶点并无偏移
2、胶量均匀。
3、胶量足,过完回流焊后推力在1.5KGF 仍然未掉件。
4、依此为标准规格。
1.2允收
允收1、A 为点胶中心。
2、B 为锡垫中心。
3、C 为偏移量。
4、P 为焊垫宽。
5、C<1/4P ,且要推力足、胶点均匀。
6、依此判定为允收。
1.3拒收
拒收
1、胶量不足。
2、点胶量不均。
3、推力不足,过完回流焊后推力低于1.0KG 会掉件。
4、依此判定为退货。
標準規格图形10603,0805,1206点胶标准
C<1/4P A B
P
图形2 0603,0805,1206点胶允收
胶量不均,且不足图形3 0603,0805,1206点胶退货
2. 二极管胶点示范:
2.1标准
标准
1、点胶均匀。
2、胶点直径在1.25mm~1.62mm 间。
3、过完回流焊后推力足够大,有1.5kgf。
4、依此应为标准之规格。
2.2允收
允收
1、依此应为允收。
2、胶量偏多,但溢胶未污染锡垫
2.3拒收
拒收
1、胶点偏移量>1/4W。
2、溢胶,致沾染锡垫影响焊性。
3、依此应为退货。
图4 二极管点胶标准
图5 二极管点胶标准
溢胶图形二极管溢胶退货
变频科技公司程控器工厂页 次3/3 3. IC 胶点示范:
3.1标准
标准
1、胶量均匀。
2、胶点良好。
直径1.00~2.00mm,高度0.92mm。
3、胶无偏移。
4、依此应为标准之规格。
3.2允收
允收
1、胶量偏多,但溢胶未污染锡垫。
2、依此应为允收。
3.3拒收
拒收
1、溢胶沾染锡垫。
2、溢胶沾染测试孔。
3、依此应为拒收。
A0编制: 审核: 批准:红胶印刷效果检验标准
版 本
图形7 IC 点胶标准
溢胶沾染锡垫及测试孔胶量稍多,但不影响质量图形8 IC 点胶允收
图形9 IC 点胶拒收。