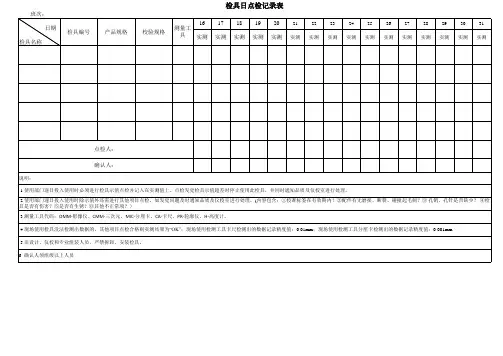
检具检测项目记录表
- 格式:xls
- 大小:219.50 KB
- 文档页数:2
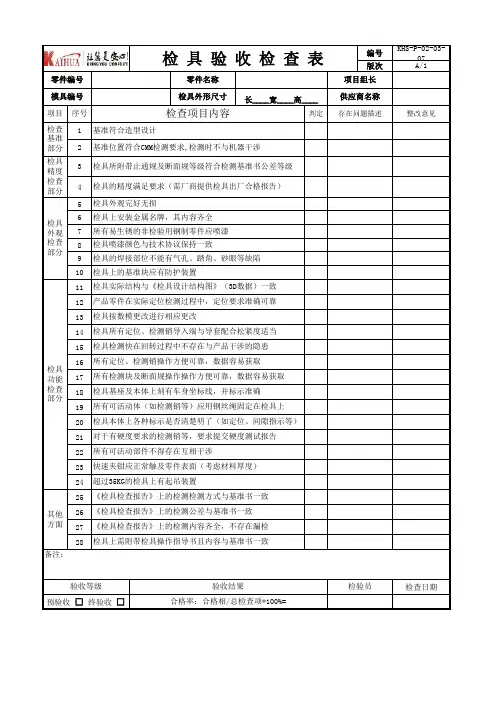
安徽省锦瑞汽车部件有限公司1.目的制定此标准是为了细化工装(检具)验收过程,为了进一步规范公司工装的开发及使用管理,确保工装在产品生产加工过程中保证产品质量的同时,能顺畅使用并满足使用寿命要求,特制订本标准。
2适用范围本标准适用于安徽锦瑞汽车部件有限公司所有产品在加工生产过程中,所使用的外购或外协来的工装,设备,检具等工艺装备验收阶段的参照标准及要求。
3.术语和定义3.1工装:企业制造产品时所用的模具、夹具、检具、辅具、量具、刀具等的总称,在本标准中特指工装、夹具、检具。
3.2外购工装:是指工装设计和制造均委外,我司只负责验收符合产品要求的合格工装。
3.3外协工装:是指自制工装的部分加工工序委外加工或由我司负责工装设计,委外单位根据图纸资料制造,我司根据设计资料验收的工装。
4、总体主要技术要求4.1公司所有的工装在设计、制作过程中必须遵守“保证产品质量,使用操作安全,维护检验方便”的原则,确保设计科学、使用方便、质量保证,从而提升品质和提高生产效率。
4.2为方便公司工装的使用及存放管理,要求所有新开发工装必须进行编号。
工装编号由专门负责编号人员,按要求制定编号;供应商应按相关技术要求在相应位置编号,要求美观大方、清晰易辨认。
编号规则参考公司物料编码规则程序文件;4.3工装设计3d数据及2D图纸经公司相关人员评审后,方能投入制造,供应商在制造过程中如有修改,必须及时通知我司相关人员。
4.4工装、夹具、检具制造完毕后,必须使用我司指定的产品进行试验调整、验证,保证调试产品符合技术要求,且要求工装结构性能可靠且质量稳定,操作安全、方便、经济、合理。
4.5外购的工装(设备)必须与图纸相符,验收完毕后,供应商应将完整、正确无误的图档传给我司存档,以便后续查询使用、更改。
供应商所提供的图档要求包含非标准件的零件详图。
5、夹具主要技术要求5.1振动焊接工装的使用寿命为10万台样件。
5.2夹具设计应充分考虑操作方便和安全可靠、维护修理方便,应保证焊接装卸方便,使焊接件处于最佳焊接位置,并应防止机构压手和松开打手。

材料配件检查记录汇总表1. 前言本文档旨在记录对材料配件进行检查的结果,并对每项检查进行记录和总结,以便于后续的材料管理和质量控制。
每次材料配件的检查都需要填写本文档,并将其归档保存。
本文档的格式为表格,方便查阅和分析。
2. 检查记录汇总表下面是材料配件检查记录的汇总表格,包括对材料名称、材料类型、检查日期、检查结果等项目进行记录。
材料名称材料类型检查日期检查结果材料1 类型1 日期1 结果1材料2 类型2 日期2 结果2材料3 类型3 日期3 结果3…………3. 检查要点说明在进行材料配件的检查时,需要关注以下几个方面:3.1 材料名称填写材料的具体名称,确保与实际使用的材料一致。
3.2 材料类型填写材料属于的类型,如钢材、塑料、橡胶等。
3.3 检查日期记录进行材料检查的具体日期,确保检查的及时性和准确性。
3.4 检查结果填写材料的检查结果,包括合格、不合格、待定等。
如果不合格,需要进一步记录问题的具体描述和原因。
4. 填写示例下面是填写材料配件检查记录的示例:材料名称材料类型检查日期检查结果钢管钢材2022-01-01 合格塑料管塑料2022-01-02 不合格橡胶垫片橡胶2022-01-02 待定5. 结论通过记录和总结材料配件的检查结果,可以及时发现和解决材料质量问题,确保生产过程中的安全性和稳定性。
同时,本文档的使用可以提高材料管理的效率和准确性,为项目的顺利进行提供有力的支持。
(注:以上内容只是示例,请根据实际情况进行具体填写。
)6. 参考文献无。
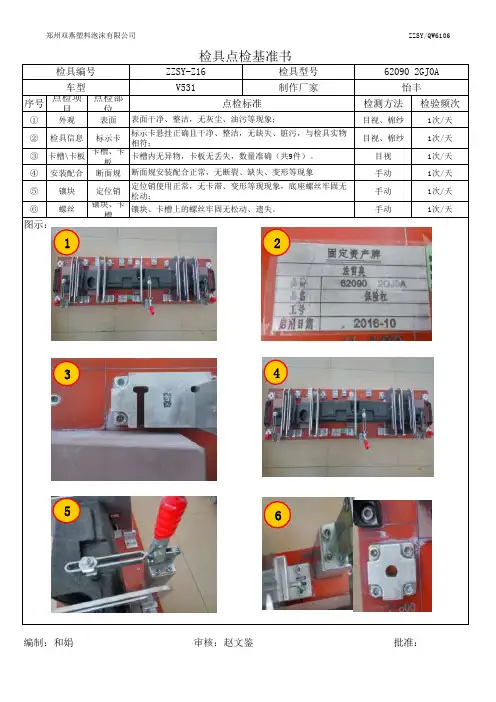
郑州双燕塑料泡沫有限公司ZZSY/QW6106
序号点检项目点检部位
检测方法
检验频次
①外观表面目视、棉纱1次/天②检具信息
标示卡
目视、棉纱1次/天③卡槽\卡板卡槽、卡板目视1次/天④安装配合断面规手动1次/天⑤镶块定位销
手动1次/天⑥
螺丝
镶块、卡槽手动
1次/天
点检标准
表面干净、整洁,无灰尘、油污等现象;
标示卡悬挂正确且干净、整洁,无缺失、脏污,与检具实物相符;
卡槽内无异物,卡板无丢失,数量准确(共9件)。
编制:和娟 审核:赵文鉴 批准:
断面规安装配合正常,无断裂、缺失、变形等现象定位销使用正常,无卡滞、变形等现现象,底座螺丝牢固无松动;
镶块、卡槽上的螺丝牢固无松动、遗失。
图示:
检具编号ZZSY-Z16检具型号62090 2GJ0A
车型
V531
制作厂家
怡丰
2
4
6
13
5。
车型NO.
123456789101112131415161718192021222324252627282930311
2
3
4
5
6
7
8
9图示NO.
1
2
3
4
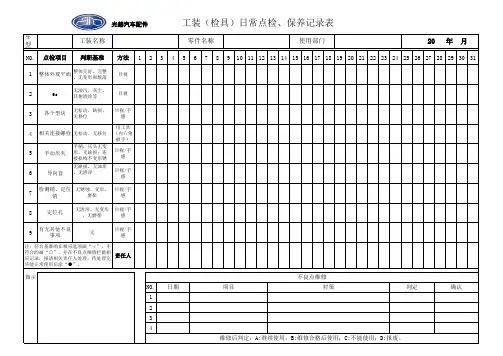
各个型块整体完好、完整、无变形和脱落无油污、灰尘、其他渣滓等无松动、缺损、无移位注:符合基准的在相应选项画“√”,不符合的画“○”,并在不良点维修栏做相应记录,报请相关责任人处理,待处理完毕能正常使用后涂“●”。
责任人无缺损、无油垢、无渣滓无锈蚀、变形、磨损无渣滓、无变形、无磨损无导向套检测销、定位销定位孔有无其他不良
事项 光赫汽车配件 工装(检具)日常点检、保养记录表目视目视目视/手感用工具(内六角扳手)目视/手感无松动、无移位手柄,压头无变形、无缺损;连接机构不变形锈蚀相关连接螺栓手动压夹点检项目判断基准使用部门 20 年 月工装名称零件名称方法整体外观平面6s 目视/手感目视/手感目视/手感目视/手感项目日期不良点维修
维修后判定:A:继续使用;B:维修合格后使用;C:不能使用;D:报废。
对策判定确认。
幼儿园消防工具的详细检查记录表日期: [填写日期]检查员: [填写检查员姓名]1. 灭火器- [ ] 检查灭火器是否过期,标签上的日期是否有效- [ ] 检查灭火器是否装满,是否有损坏- [ ] 确保灭火器安装位置明显且易于到达- [ ] 灭火器是否定期维护和检修2. 灭火器箱- [ ] 灭火器箱是否完好无损- [ ] 灭火器箱是否易于打开和关闭3. 消防栓- [ ] 确保消防栓位置明显且易于到达- [ ] 检查消防栓的阀门是否正常开启和关闭- [ ] 检查消防栓的周围是否有堵塞物4. 灭火器栓带- [ ] 灭火器栓带是否完好无损- [ ] 灭火器栓带是否易于解开和扣紧5. 疏散指示标志- [ ] 确保疏散指示标志的位置明显且易于看见- [ ] 检查疏散指示标志是否清晰可读- [ ] 疏散指示标志是否易于理解和跟随6. 疏散通道- [ ] 确保疏散通道畅通无阻- [ ] 检查疏散通道是否有杂物堆积- [ ] 疏散通道是否易于使用和导航7. 灭火器使用培训- [ ] 确保工作人员已经接受过灭火器使用培训- [ ] 工作人员是否知道如何正确使用灭火器- [ ] 工作人员是否了解灭火器使用的基本原则和注意事项8. 灭火器演练计划- [ ] 确保幼儿园设有灭火器演练计划- [ ] 灭火器演练计划是否定期进行- [ ] 灭火器演练计划是否包括幼儿和工作人员9. 灭火器维护记录- [ ] 确保灭火器维护记录被及时填写- [ ] 灭火器维护记录是否包括维护日期和维护内容- [ ] 灭火器维护记录是否经过审核和签字确认以上是对幼儿园消防工具的详细检查记录表的内容。
检查员应按照检查表上的项目逐一进行检查,并在相应的项目前打勾确认情况。
如发现任何问题或异常情况,应及时采取相应的措施进行修复或报告上级领导。