五金件常用缺陷说明
- 格式:doc
- 大小:75.00 KB
- 文档页数:4
精密五金冲压件不良品常见问题及解决办法
答:精密五金冲压件在生产过程中会遇到许多问题,不良品的产生是常有的事情,冲压加工件常见的品质问题有毛刺、凸米、缺料等,方法总比问题多,诚瑞丰冲压厂的工程师经验丰富,熟悉各种冲压五金产品的解决办法,下面就来一起探讨一下。
1.毛刺问题。
毛刺的定义是金属片边缘产生金属丝残留,未能彻底处理干净,
阻碍与其他物件的组装,或者影响外部美观。
首先分析工序,金属片与模具刃口的接触最频繁,假如刃口不够锋利,就不能将产品彻底裁切,例如刃口有缺损,毛刺就会在同一位置反复出现,而磨损较严重时,接触面积增大,还会产生弹料的现象。
所以要将模具拆卸下来,多两边的刃口进行打磨。
2.凸米问题。
属于五金件表面凹凸的现象,具体表现是各种小坑、凸包等症状,
属于不良品的棘手问题,经过丰富的生产案例积累,你会发现这种原因来自于模具间隙,只有把间隙调节合理之后才能解决,拆模重组是一个较好的解决办法。
3.缺料问题。
五金件的部位缺失,不同于上述两个问题,这种情况会直接使产
品报废,无法修复。
所以应该立即停机,待问题处理完之后才能继续量产。
从缺料的角度,不难发现是冲床或者模具错位,使冲切的位置偏移,造成此现象,要及时纠正冲床的位置。
以上就是诚瑞丰冲压厂为您分析的3个问题,精密五金冲压件的应用领域非常广泛,包含大部分金属外壳、内部结构件等,如有冲压五金的产品需求,欢迎咨询合作。
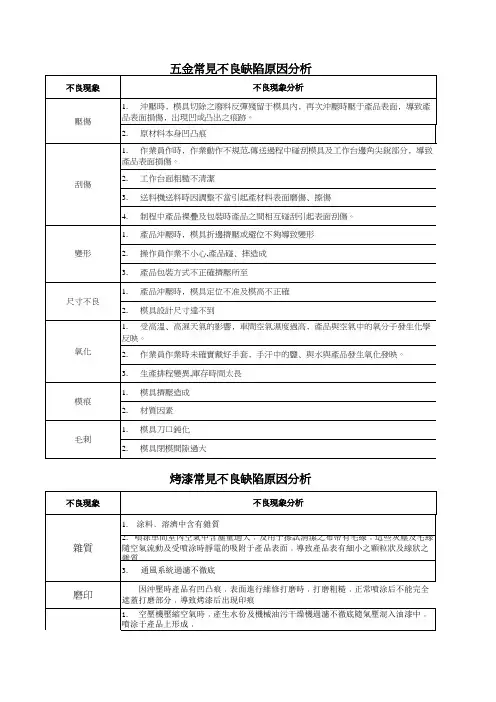
五金件外观不良缺陷定义
a)刮伤:表面可见的擦痕,凹痕或划痕。
原因:在冲压(不当操作)时由于外来物造成或零件之间的碰撞而导致。
b)压伤:材料表面形成的斑驳陆离点状凹坑或凸起。
原因:模具内废屑未消除或夹冶具定位梢等部位避空不当顶压产品形成。
c)开裂:材料基体撕裂,破损或开裂。
原因:材料加工时超过拉伸比率,太小的折弯半径,不当的材料韧度或边缘切割毛刺。
e)脏污:零件表面污染物(类似油膜或金属颗粒)
f)毛刺:剪切边缘粗糙且不致。
原因:模具间隙过大或模具刀口磨损。
g)表面粗糙:素材表面粗糙度整体或局部颜色不均。
原因:喷砂制程或模具磨损导致的表面不均匀或原材料受到损伤引起。
h)变形:零件弯曲,凹陷、凸起、扭曲。
原因:生产时模具不良或作业不良造成。
i)漏抛:产品局部或全部需抛光的部位未进行抛光作业。
原因:操作时漏抛光作业。
j)过抛:产品表面,转角,字符等处抛光过度,改变了产品原有外形结构。
原因:操作员抛光手法不正确。
k)斑点:局部的脏污。
原因:基体材料不干净或被腐蚀,或点状水印在产品表面形成的黑色或白色的点。
l)色差:整个表面或局部区域与规定的颜色不一致。
原因:原材料本身或清洗深,镭射焊接,喷砂等异常。
m)麻点:材料基体表面形成的黑点斑点。
原因:原材料本身存在,抛光时显现出来。
二十种五金件喷漆作业中常见的缺陷及处理方法,收藏备查!由于喷漆作业的工序较多,漆面出现问题的几率还是很高,通常是由于腻子层或底漆层处理不当,喷漆过程缺乏控制,工作环境差,以及油漆成分偏差等造成。
如果在喷漆过程中发现问题,可以停止作业并立即采取适当的措施,根据出现的问题不同,也可以等喷漆过程结束后再进行处理。
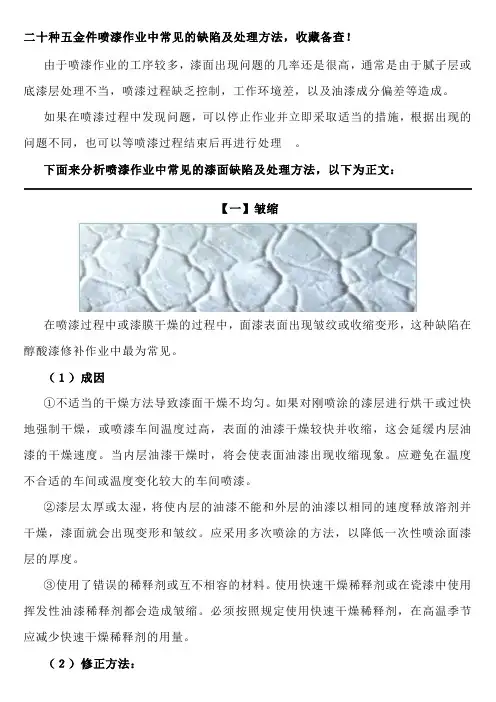
下面来分析喷漆作业中常见的漆面缺陷及处理方法,以下为正文:【一】皱缩在喷漆过程中或漆膜干燥的过程中,面漆表面出现皱纹或收缩变形,这种缺陷在醇酸漆修补作业中最为常见。
(1)成因①不适当的干燥方法导致漆面干燥不均匀。
如果对刚喷涂的漆层进行烘干或过快地强制干燥,或喷漆车间温度过高,表面的油漆干燥较快并收缩,这会延缓内层油漆的干燥速度。
当内层油漆干燥时,将会使表面油漆出现收缩现象。
应避免在温度不合适的车间或温度变化较大的车间喷漆。
②漆层太厚或太湿,将使内层的油漆不能和外层的油漆以相同的速度释放溶剂并干燥,漆面就会出现变形和皱纹。
应采用多次喷涂的方法,以降低一次性喷涂面漆层的厚度。
③使用了错误的稀释剂或互不相容的材料。
使用快速干燥稀释剂或在瓷漆中使用挥发性油漆稀释剂都会造成皱缩。
必须按照规定使用快速干燥稀释剂,在高温季节应减少快速干燥稀释剂的用量。
(2)修正方法:在油漆充分干燥后,清除皱缩漆面,重新进行喷漆。
【二】隆起也称为浮皱。
在喷漆过程中或漆膜干燥的过程中,由于漆面膨胀而在部分区域形成的隆起,可能呈现出不同的形状。
(1)成因①使用了错误的稀释剂。
在瓷漆中使用挥发性油漆稀释剂会促进内部油漆层的隆起,最终导致面漆层的隆起。
②使用了互不相容的原料。
新喷涂的漆层与原有漆层发生了化学反应,或原有漆层的缺陷没有被妥善处理,漆层之间脱离从而造成面漆层的隆起。
③底层没有进行彻底地清洁,例如底层表面的油脂或蜡质物没有彻底清除,由于夹层效应的影响,导致再喷涂的油漆无法附着。
④二次喷涂的间隔时间太短,没有给予底层油漆充分的干燥时间,导致湿漆面中的溶剂侵蚀中涂底漆或面漆使之变软。

五金冲压缺陷分析五金冲压是一种常见的金属成形加工方式,广泛应用于汽车、电子、家电、建筑等行业。
在五金冲压过程中,由于材料、工艺、设备等诸多因素的影响,可能会导致一些缺陷的产生。
本文将从材料、工艺和设备三个方面分析五金冲压缺陷,并提出相应的解决方案。
一、材料方面的缺陷分析1.材料硬度不足:五金冲压过程中,如果材料硬度不足,容易导致变形过度或者撕裂。
解决方案可以是选用材料硬度更高的材料,或者通过对原材料进行热处理来提高硬度。
2.材料韧性不足:材料韧性不足可能导致冲裁件断裂或者出现裂纹。
此时可以通过添加合适的合金元素来提高韧性,并进行适当的热处理以增加材料的延展性。
3.材料厚度不均匀:材料厚度不均匀容易导致冲裁件形状不准确以及冲孔和切割过程中发生卡刀等问题。
解决方案可以是在冲压过程中增加对材料厚度的检测,及时调整材料厚度的控制。
4.材料含杂质:材料中含有杂质会影响材料的成形性能,导致冲裁件出现毛刺或者表面不光滑的问题。
解决方案可以是加强对原材料的筛选和检查,确保材料的纯净度。
二、工艺方面的缺陷分析1.冲裁件尺寸不准确:冲裁件尺寸不准确可能是由于工艺参数设置不当导致的,如冲裁压力、冲裁速度等。
解决方案可以是优化冲压工艺参数,确保冲裁件的尺寸满足要求。
2.裂纹、断裂:由于冲裁压力过大或者冲裁件的形状设计不合理,可能会导致冲裁件出现裂纹或者断裂。
解决方案可以是调整合适的冲裁压力和速度,并优化冲裁件的形状设计。
3.表面不光滑:冲裁过程中可能会出现毛刺和划痕等表面缺陷。
解决方案可以是优化冲裁模具的设计,避免刺激到材料的表面,同时可以在冲压过程中添加润滑剂,减少摩擦。
三、设备方面的缺陷分析1.模具磨损:由于长时间使用或者工作条件不合理,冲压模具可能会出现磨损问题。
解决方案可以是定期对冲压模具进行维护和检查,及时更换磨损严重的模具。
2.设备不稳定:设备本身的不稳定性可能导致冲裁过程中发生偏移、错位等问题。
解决方案可以是定期对设备进行维护和调整,保证设备的稳定性。
五金冲压缺陷分析
金属冲压是金属制品加工工艺中非常常见的一种加工,其加工的效率极高,精度也比较高,但是由于运动精度的限制和材料的本身特性,冲压过程中往往会出现不同的缺陷,严重影响了冲压件的性能和特性,因此有必要进行缺陷的准确分析,以提高冲压件的质量。
一、冲裁缺陷
1.错配缺陷:指的是由于模具的尺寸偏差造成的冲压件的尺寸偏差,从而影响其它部件的安装。
2.冲裂缺陷:指的是材料在冲压过程中没有得到充分的成形,或者模具的尺寸设计不当、材料的屈服点过高等原因,导致金属板料在冲裁过程中裂开。
3.冲凹缺陷:指的是在冲压过程中,模具与工件之间的贴合不够,从而造成冲压件本身的凹陷。
4.冲松缺陷:指的是冲压件材料的屈服应力不足,或者模具与工件之间的尺寸偏差太大,从而使冲压件本身的紧固强度不足。
二、压花缺陷
1.波纹缺陷:指的是材料在压花过程中,因模具的不平整或材料本身的特性,而出现不完全的压出,形成了波纹缺陷。
2.破裂缺陷:指的是在压花过程中,由于模具的尺寸偏差、材料的屈服强度过高、制造工艺错误等原因,导致材料在压花过程中破裂。