数控线切割机床手册共19页
- 格式:ppt
- 大小:1.54 MB
- 文档页数:28
冬庆数控线切割说明书
1、使用前,必须检查电源线、开关、电机、防护罩、皮带、夹具等是否完好,各部螺钉有无松动,切割片有无裂纹损坏,金属外壳和电源线有无漏电,切割片与防护罩之间有无杂物。
发现问题及时修理、更换后方可使用。
2、型材切割机使用时应放平、放稳,开动后,要先空转1-2分钟,待切割机运转正常后,再使用。
3、切割机必须安装防护罩,安全装置有缺陷时禁止使用。
4、操作切割机时,必须戴防护眼镜,应均匀平稳操作。
5、使用中,如发现有异常声音时,应立即停机检查,直至故障排除后方可继续使用。
切割机长期使用,因磨损严重,径向跳动,振动过大的不能使用。
6、更换切割片时,必须认真选择,对有破损、裂纹的切割片禁用。
切割机更换的切割片规格,不得大于铭牌上的规格,以免电动机过载。
禁止使用安全线速度低于切割机线速度的砂轮片。
7、禁止在含有易然、易爆及有腐蚀气体条件下工作,禁止在拆除防护罩的情况下操作。
8、切割片不准沾水,要经常保持干燥,以防湿水后失去平衡,发生事故。
9、手柄下压,做切割动作时,用力要适当、均匀、平稳,不能用力过猛或撞击砂轮片,以免过载或砂轮片崩裂伤人。
10、工作前应检查皮带情况,调整皮带松紧程度,皮带磨损要
及时更换。
11、工作完毕后应立即停机,并切断电源。
12、切割机应在干燥、清洁没有腐蚀气味的地方放置。
13、工作完毕后,清扫设备周围卫生,擦试设备,保证设备处于完好状态。
线切割机床说明书文件编码(008-TTIG-UTITD-GKBTT-PUUTI-WYTUI-8256)DK77系列数控线切割机床(机械、电气部分)目录一、概述二、主要技术参数三、机床传动系统四、机床电气系统五、机床安装、调整和操作六、机床的润滑七、机床的维护八、常见故障浙江省玉环县丰泰数控机床有限公司TEL:一、概述数控电火花线切割机床,简称线切割机床,是以运动的金属丝为工具电极,在控制系统的控制下,按预先设定的轨迹对工件进行加工。
线切割机床适合加工各种模具,切割微细精密及形状复杂的零件、样板,切割钨片、硅片等。
广泛应用在机械、电子电气等领域。
二、主要技术参数主要技术参数见表一。
表一主要技术参数三、机床传动系统机床机械部分主要由床身、工作台、运丝装置、线架、冷却系统、夹具、防水罩等部件组成。
传动系统图见图一。
滚动轴承、电机型号规格见表二。
图一传动系统图表二滚动轴承、电机型号规格1、工作台的传动过程:X方向:控制系统送出进给脉冲→→X轴步进电机MX→→齿轮6/齿轮5→→丝杆CX→→螺母LX→→下拖板;Y方向:控制系统送出进给脉冲→→Y轴步进电机MY→→齿轮7/齿轮8→→丝杆CY→→螺母LY→→上拖板;控制系统每送出一个脉冲,工作台拖板移动。
另外用X、Y方向两个手摇手柄也可以使工作台实现X、Y方向移动。
2、运丝装置的传动过程:运丝电机M→→联轴器→→贮丝筒高速旋转→→齿轮4/齿轮3→→齿轮2/齿轮1→→丝杆C→→螺母L→→行程开关;运丝装置带动电极丝按一定线速度运动,通过线架上的排丝轮、导轮将电极丝整齐地排绕在贮丝筒上,行程限位开关控制贮丝筒的正反转。
四、机床电气系统机床电气原理图见图二,符合有关国家标准。
机床与控制器、高频电源、步进电源的连线接口见图三。
机床电气操作面板示意图见图四。
机床电源为单相220V/50H,机床的三芯电源插座按标准接地,严禁供电插座的接地芯片与电源中性线相连。
照明灯规格为24V/40W。
泰州天佑数控机床线切割机说明书第一章:产品概述泰州天佑数控机床线切割机是一种高效、精确的数控切割设备。
它采用先进的数控技术和稳定的机械结构,可广泛应用于金属材料的切割加工。
第二章:主要特点1.高精度:采用先进的数控系统,可实现精确的切割,保证加工质量。
2.高效率:快速的切割速度和高效的自动化操作,提高生产效率。
3.稳定性强:采用稳定的机械结构和优质的材料,确保设备运行稳定可靠。
4.操作简单:配备直观的人机界面,易于操作和维护。
5.多功能:可根据不同的需求,切割各种形状和尺寸的金属材料。
第三章:主要部件1.数控系统:采用先进的数控技术,具有高精度和稳定性。
2.机床主体:采用坚固耐用的结构,确保设备的稳定性和切割质量。
3.刀具:选用优质材料制作,切割精度高。
4.运动系统:采用精密的导轨和伺服电机,实现精确的切割运动。
第四章:使用方法1.接通电源并打开设备。
2.启动数控系统,并进行必要的设置和校准。
3.将待切割材料固定在工作台上,并根据需要调整刀具位置。
4.在数控系统中输入切割参数,包括切割速度、切割深度等。
5.按下启动按钮,机床将自动进行切割操作。
6.切割完成后,关闭设备,并进行必要的清洁和维护。
第五章:注意事项1.在操作设备时,应穿戴好相应的防护装备,确保人身安全。
2.在使用过程中,严禁将手部或其他物体靠近刀具,以免发生意外伤害。
3.在设备运行过程中,注意观察切割质量,及时调整参数以确保切割效果。
4.定期进行设备的清洁和维护,保持设备的正常运行。
5.如遇到故障或需要更换刀具等问题,请及时联系售后服务。
以上是对泰州天佑数控机床线切割机的简要说明,希望能对您的使用有所帮助。
如有其他问题,请咨询相关专业人士或联系我们的售后服务部门。
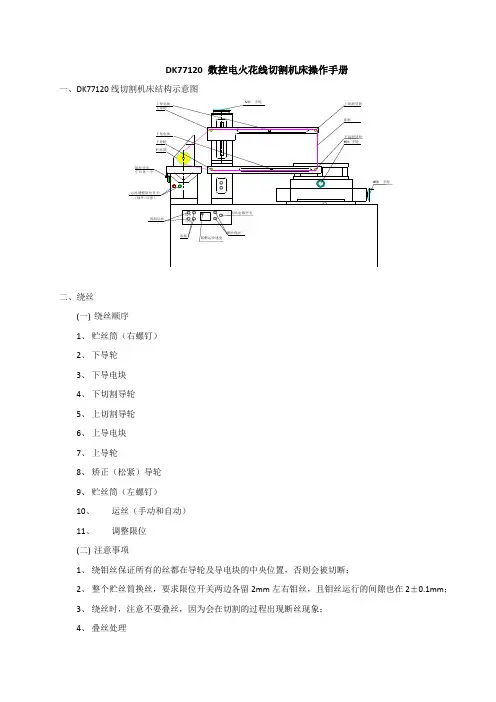
DK77120数控电火花线切割机床操作手册一、DK77120线切割机床结构示意图贮丝筒下导轮下导电块上导轮上导电块下切割导轮上切割导轮X 轴 手轮Y 轴 手轮限位开关左右各一个运丝调整限位开关(绿开/红停)切割运丝绿开红关水泵调整运丝速度断丝保护机床电源开关Z 轴 手轮钼丝二、绕丝(一) 绕丝顺序 1、 贮丝筒(右螺钉) 2、 下导轮 3、 下导电块 4、 下切割导轮 5、 上切割导轮 6、 上导电块 7、 上导轮8、 矫正(松紧)导轮 9、 贮丝筒(左螺钉) 10、 运丝(手动和自动) 11、调整限位(二) 注意事项1、 绕钼丝保证所有的丝都在导轮及导电块的中央位置,否则会被切断;2、 整个贮丝筒换丝,要求限位开关两边各留2mm 左右钼丝,且钼丝运行的间隙也在2±0.1mm ;3、 绕丝时,注意不要叠丝,因为会在切割的过程出现断丝现象;4、 叠丝处理1)通过反向运转并调小速度(变频),慢慢调整;2)手动导轮矫正张紧度;3)当叠丝不多时,通过慢速运行,由机器自行调整;4)重新在螺钉位置固定钼丝;5、钼丝在正常的工作下,会不断的消耗而变细,不停工作的情况下,3天左右会出现断丝的现象;6、断丝处理1)当断丝导致贮丝筒上的钼丝少于2/3时,应整体换丝;否则长时间运行会破坏电机;2)断丝后,需抽丝后在绕丝,且需要注意叠丝和限位;7、对于导电块的使用:发现导电块有被严重切割的现象,需通过“翻转”或“加垫片”进行位置的调整;三、控制箱(一)机床电气的安全保护和注意事项1)电气面板结构图运丝 水泵变频器面板保护急停SB2SB4SB6SB3SB5SB7SB1SB8面板说明:绿色→开,红色→关,SB8→频率高低旋钮;SB6→断丝保护;SB7→加工结束按钮;2)机床电器操作面板上,设有红色紧急停止按钮,出现紧急情况时,按下红色急停按钮,能迅速切断电源;3)在加工时意外停电或按下急停按钮,变频器会显示失电报警提示,上电后请稍等数秒,待变频器数码显示频率数值并闪烁时,才能按下运丝启动按钮,机床正常运转,否则不能运行。
?DK77系列电火花数控线切割机床使用说明书一、机床的主要用途本机床主要是以加工坚硬(硬质合金、淬火钢)精密复杂中小型金属零件。
由于本机床采用数字控制,具有高自动、高适应性等优点,可广泛用于仪器、仪表、汽车行业的工具、试制车间,加工各种冲模、靠模、样板、硬质合金等超硬金属件以及异形零件等。
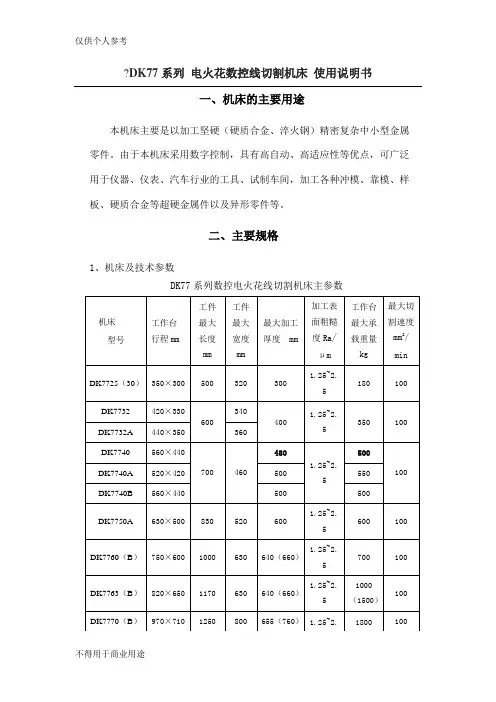
二、主要规格1、机床及技术参数DK77系列数控电火花线切割机床主参数?注:1.工作台行程实际超程,超程尺寸可咨询厂方。
2.小锥度加工0~10°,大锥度加工0~40°。
3.机床最大切割厚度不计精度,不包括硬质合金。
2、加工精度切割28×40八角形纵剖面上尺寸差 0.015mm横剖面上尺寸差 0.020mm3、工作台手轮移动量手轮转一周工作台移动量为4mm,手轮每格工作台移动量为0.01mm。
4、贮丝筒贮丝筒拖板最大移动量150mm贮丝筒尺寸(直径×长度)Φ156×184电极丝选用直径 0.12~0.22mm最大贮丝长度 270m电极丝速度 11m/s5、脉冲当量工作台 0.001mm6、步进电机??7、机床总功率贮丝筒电机 A02-7124 370W 1400r/min 三相工作液泵电机 DB-25 120W 25L/min8、外形尺寸控制柜(长×宽×高)600×500×670mm ??9、重量三、机床吊运见示意图1 吊装时,先要卸掉机床拖板及贮丝筒拖板的罩壳。
?四、机床安装1、先检查机床有无空脚,再将机床放稳,将框式水平仪放置在X、Y向拖板上,利用床身底部的调整螺钉,调整机床的安装水平,在纵横方向均不得超过0.04/1000mm。
五、机床概述本机床由数字程序控制来加工直线和圆弧组成的各种复杂的金属冲模与零件,加工最高生产率达80mm2/min,加工表面粗糙度(生产效率>20mm2/min)Ra≤2.5μm。
机床由主机、高频电源和控制器三大部分组成。
线切割使用说明及编程手册线切割是一种常见的数控机床加工方法,利用切割线条的方式将工件按照预定的形状进行切割。
以下是线切割的使用说明及编程手册。
使用说明:1. 确认刀具和工件固定好,保证工件和刀具之间有适当的间隙。
2. 打开线切割机床的电源并启动切割程序。
3. 在切割程序中输入切割的路径和参数。
4. 开始切割,控制机床按照设定路径进行切割。
编程手册:1. G代码:线切割的编程语言通常使用G代码。
G代码是一种用于指定切削运动和切削参数的标准化编程语言。
例如,G01表示直线插补,G02表示顺时针圆弧插补,G03表示逆时针圆弧插补。
2. 坐标系:线切割机床通常采用直角坐标系作为切割位置的参考。
坐标系通常有X、Y、Z三个轴,分别代表左右、前后和上下方向。
切割路径的坐标点可以通过在G代码中指定各个轴的坐标来确定。
3. 切割参数:切割参数包括切割速度、切割电流、切割厚度等。
这些参数通常在G代码中通过指令进行设置,例如设置切割速度为F100表示以100mm/min的速度进行切割。
4. 刀具补偿:由于刀具存在一定的宽度,切割路径可能与预定路径有一定的偏差。
为了减小偏差,可以使用刀具补偿功能。
刀具补偿可以在G代码中通过指令进行设置,例如使用G41表示左补偿,G42表示右补偿。
5. 刀具半径补偿:当切割路径为圆弧形状时,由于刀具有一定的半径,切割路径与预定路径可能存在一定的偏差。
为了补偿这种偏差,可以使用刀具半径补偿功能。
刀具半径补偿可以在G代码中通过指令进行设置,例如使用G40取消刀具半径补偿。
以上是线切割的使用说明及编程手册的简要介绍。
具体的操作和编程方法根据不同的线切割机床和切割需求可能有所差异,建议参考相应设备的使用说明书和编程手册进行操作。
线切割机床说明书Company Document number:WUUT-WUUY-WBBGB-BWYTT-1982GTDK77系列数控线切割机床(机械、电气部分)目录一、概述二、主要技术参数三、机床传动系统四、机床电气系统五、机床安装、调整和操作六、机床的润滑七、机床的维护八、常见故障浙江省玉环县丰泰数控机床有限公司E一、概述数控电火花线切割机床,简称线切割机床,是以运动的金属丝为工具电极,在控制系统的控制下,按预先设定的轨迹对工件进行加工。
线切割机床适合加工各种模具,切割微细精密及形状复杂的零件、样板,切割钨片、硅片等。
广泛应用在机械、电子电气等领域。
二、主要技术参数主要技术参数见表一。
表一主要技术参数三、机床传动系统机床机械部分主要由床身、工作台、运丝装置、线架、冷却系统、夹具、防水罩等部件组成。
传动系统图见图一。
滚动轴承、电机型号规格见表二。
图一传动系统图表二滚动轴承、电机型号规格1、工作台的传动过程:X方向:控制系统送出进给脉冲→→X轴步进电机MX→→齿轮6/齿轮5→→丝杆CX→→螺母LX→→下拖板;Y方向:控制系统送出进给脉冲→→Y轴步进电机MY→→齿轮7/齿轮8→→丝杆CY→→螺母LY→→上拖板;控制系统每送出一个脉冲,工作台拖板移动。
另外用X、Y方向两个手摇手柄也可以使工作台实现X、Y方向移动。
2、运丝装置的传动过程:运丝电机M→→联轴器→→贮丝筒高速旋转→→齿轮4/齿轮3→→齿轮2/齿轮1→→丝杆C→→螺母L→→行程开关;运丝装置带动电极丝按一定线速度运动,通过线架上的排丝轮、导轮将电极丝整齐地排绕在贮丝筒上,行程限位开关控制贮丝筒的正反转。
四、机床电气系统机床电气原理图见图二,符合有关国家标准。
机床与控制器、高频电源、步进电源的连线接口见图三。
机床电气操作面板示意图见图四。
机床电源为单相220V/50H,机床的三芯电源插座按标准接地,严禁供电插座的接地芯片与电源中性线相连。
照明灯规格为24V/40W。
DK7735型数控线切割机床使用说明书(机床部分)一、机床主要用途及特性数字程序控制电火花线切割机床,可用于加工点、直线、圆弧组成的各种复杂形状的金属零件,本机床采用钼丝作为工具,电极在高频脉冲电压作用下,利用液体介质被击穿后形成火花放电时,在火花通道中瞬间产生大量的热量,使工件表面的金属部溶化甚至气化,使金属被蚀除下来。
本机床操作简便,加工效率高,稳定可靠,经济耐用,可广泛用于仪器、仪表、汽车行业模具制造,加工各种冲模、靠模、样板及异形零件。
二、主要规格及技术参数1.工作台工作台行程(X、Y):350×400mm工作台手轮移动量:4mm/圈切割锥度:3°—6°(根据用户选配)2.贮丝筒贮丝筒滑板移动量:100mm贮丝筒转速:四级(交流电机只保留一级)电极丝直径:0.12—0.18mm最大贮丝长度:300m3.工件工件最大切割厚度:300mm工件加工表面粗糙度:Ra=1.25—2.5µm工件切割速度:20—80mm2/分4.电源电源:AC380V 50HZ 三相四线制功率:<1KW5.工作液机床工作液为DX—1乳化液(浓度为7—15%)工作液箱体容量:400×350×360mm三、机床结构说明机床是由床身、坐标工作台、贮丝筒、丝架、工作液系统及附件组成。
钼丝绕在贮丝筒上,经丝架上的导轮以恒速度循环移动。
工件放置工作台的夹具上,用压板螺母固定。
步进电机按控制机程序信号旋转,经由变速齿轮带动丝杠传动工作台,达到切割工件。
1.床身床身是由优质槽钢焊接而成,经时效处理。
镶入大理石花岗岩作为床面,使整个床身稳定不变形,床身右边为电气控制箱,左边是工作液箱安放处。
2.工作台坐标工作台主要是由工作台面、拖板、滚珠丝杠及变速齿轮箱组成,拖板的纵横运动采用滚动导轨结构,分别由步进电机齿轮传动滚珠丝杠来实现工作台运动。
滚珠丝杠副具有传动精度高、效率高、寿命长等优点。
DK77系列型电火花数控线切割机床使用说明书泰州市雄峰机械厂目录机床外形图 (1)主要用途及适应范围 (2)主要规格及技术参数 (2)主要结构及工作原理 (2)4.1床身 (3)4.2工作台 (3)4.3运丝装置 (4)4.4线架 (5)4.5工作液装置 (6)4.6机床传动系统 (7)4.7附件 (7)5、吊运安装及调整 (8)5.1工作环境的基本要求 (8)5.2拆箱 (9)5.3安装与调整 (10)5.4安全检查 (10)6、联机调试 (10)MC6安装联接图 (11)MC6接线表 (12)7、机床操作与使用 (14)7.1机床操作前的准备 (14)7.2机床操作顺序 (15)8、维护、保养及常见故障的排除 (15)8.1定期维修 (15)8.2日常保养 (15)9、产品附件、备件及易损件图表 (17)9.1机床附件明细表 (17)9.2滚动轴承与电机明细表 (17)9.3易损件明细表 (17)机床外形图-1-2、主要用途及适用范围:本产品是利用“放电加工”原理,对导电材料进行电蚀<火花放电),达到加工的目的,因此它不需要专门的刀具,通常利用一根金属丝<一般用钼丝)作为工具电极,对工具进行火花放电,工件在数控装置或计算机控制下自动的按程序确定的轨迹运动,最后得到所需形状的工件。
本加工方法最大的特点是对加工的材料性质无要求。
原则上对导电材料均可加工。
对用机械加工方法难以加工的材料,采用本产品加工尤能显示其无比的优越性。
对超硬材料如淬火钢、硬质合金钢;对韧性材料,如各种不锈钢、耐热合金钢;对脆性材料,如磁钢;对不易装夹具的薄壁零件,对复杂形成的零件等只需编出程序,均可方便地加工出理想的工件。
因此本产品用途其广泛,深受国民经济部门用户的欢迎。
本产品主要用途:(1)加工各种精密模具:如冲模、复合模、粉末冶金模、挤出模、塑料模、胶木模具等。
(2)加工各种盘形零件:如齿轮、链轮、凸轮等。
(3)加工各种精密零件及样板等。