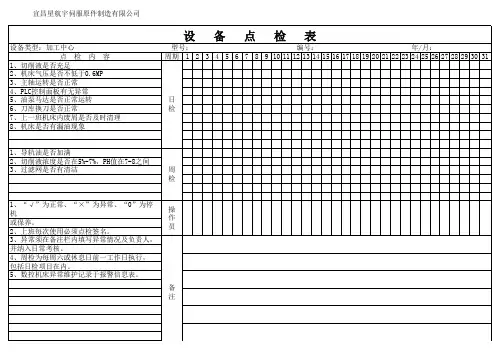
CNC加工中心检查表
- 格式:xls
- 大小:39.00 KB
- 文档页数:2
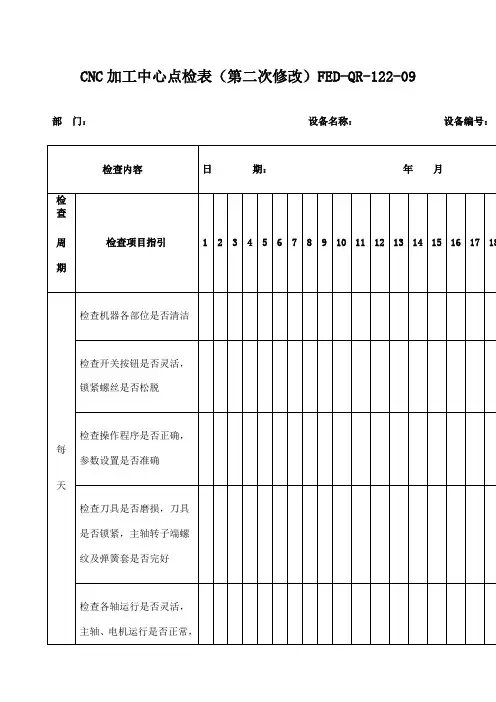
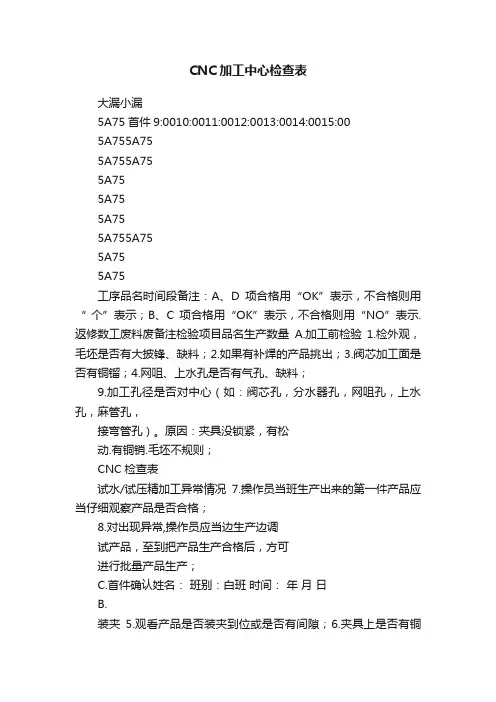
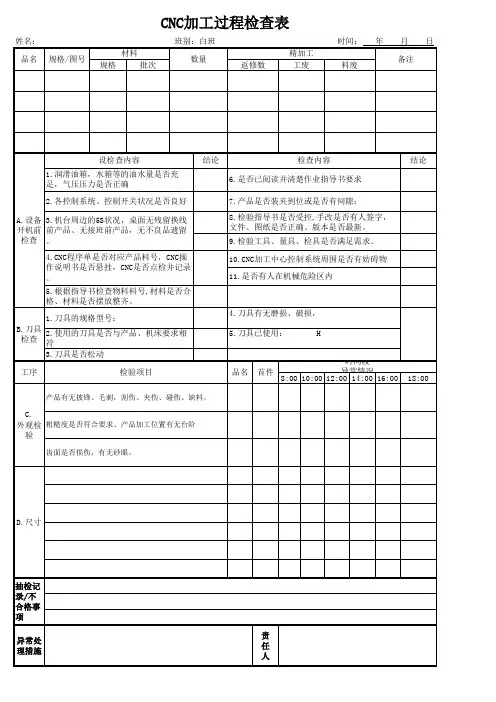
CNC加工中心检查表大漏小漏5A75首件9:0010:0011:0012:0013:0014:0015:005A755A755A755A755A755A755A755A755A755A755A75工序品名时间段备注:A、D项合格用“OK”表示,不合格则用“ 个”表示;B、C项合格用“OK”表示,不合格则用“NO”表示.返修数工废料废备注检验项目品名生产数量A.加工前检验1.检外观,毛坯是否有大披锋、缺料;2.如果有补焊的产品挑出;3.阀芯加工面是否有铜镏;4.网咀、上水孔是否有气孔、缺料;9.加工孔径是否对中心(如:阀芯孔,分水器孔,网咀孔,上水孔,麻管孔,接弯管孔)。
原因:夹具没锁紧,有松动.有铜销.毛坯不规则;CNC检查表试水/试压精加工异常情况7.操作员当班生产出来的第一件产品应当仔细观察产品是否合格;8.对出现异常,操作员应当边生产边调试产品,至到把产品生产合格后,方可进行批量产品生产;C.首件确认姓名:班别:白班时间:年月日B.装夹5.观看产品是否装夹到位或是否有间隙;6.夹具上是否有铜销,或有松动等情况;12.内外倒角是否过大(如:平角阀芯三个进水孔,两个定位孔.装饰杯接合处倒角.厨房龙头底座外倒角,接弯管处的外倒角等);解决方法:应把刀具把的内外角进行调试.13.螺纹是否完整(如:包括阀芯螺纹,麻管螺纹.网咀螺纹接弯管螺纹.底座定位孔螺纹,以上螺纹均要注意攻丝时是否会攻不到位,网嘴攻丝是否会撞底);D.加工过程检验11.加工面是否过深(如:阀芯面,上水孔面,网咀面,底座加工面,分水器面,接弯管面)解决方法:应把程式Z值设为小值;14.加工面是否不光过老皮如:阀芯面,上水孔面,网嘴面,底座面,,接弯管面,接花洒面等;解决方法:应把程式Z值设为小值;备注16.操作员应不定时留意观察或细听加工产品状况是否良好,是否会出现撞击刀具,挤刀切削等其它非正常切削声音;15.加工过程中应随时检查丝攻是否崩掉牙,攻丝后是否有粘合铜渣,存在则会攻牙时使螺纹变大.应把丝攻更换或清除丝攻上的铜渣;10.加工孔径是否过大或过小如:高角阀芯封水圈直径,分水器封水圈,麻管封水圈,还有螺纹孔径;原因:刀具尺寸变大或其它原因;。
大漏小漏
5A75首件9:0010:0011:0012:0013:0014:0015:00
5A755A75
5A755A75
5A75
5A75
5A75
5A755A75
5A75
5A75
工序品名时间段备注:A、D项合格用“OK”表示,不合格则用“ 个”表示;B、C项合格用“OK”表示,不合格则用“NO”表示.返修数工废料废备注检验项目品名生产数量A.加工前检验 1.检外观,毛坯是否有大披锋、缺料;2.如果有补焊的产品挑出;3.阀芯加工面是否有铜镏;4.网咀、上水孔是否有气孔、缺料;
9.加工孔径是否对中心(如:阀芯孔,分水器孔,网咀孔,上水孔,麻管孔,
接弯管孔)。
原因:夹具没锁紧,有松
动.有铜销.毛坯不规则;
CNC检查表
试水/试压精加工异常情况7.操作员当班生产出来的第一件产品应当仔细观察产品是否合格;
8.对出现异常,操作员应当边生产边调
试产品,至到把产品生产合格后,方可
进行批量产品生产;
C.首件确认姓名: 班别:白班 时间: 年 月 日
B.
装夹 5.观看产品是否装夹到位或是否有间隙;6.夹具上是否有铜销,或有松动等情
况;12.内外倒角是否过大(如:平角阀芯三个进水孔,两个定位孔.装饰杯接合
处倒角.厨房龙头底座外倒角,接弯管
处的外倒角等);解决方法:应把刀具把的内外角进行调试.
13.螺纹是否完整(如:包括阀芯螺纹,麻管螺纹.网咀螺纹接弯管螺纹.底
座定位孔螺纹,以上螺纹均要注意攻丝
时是否会攻不到位,网嘴攻丝是否会撞
底);
D.
加工过程检验11.加工面是否过深(如:阀芯面,上水孔面,网咀面,底座加工面,分水器
面,接弯管面)解决方法:应把程式Z
值设为小值;
14.加工面是否不光过老皮如:阀芯
面,上水孔面,网嘴面,底座面,,接
弯管面,接花洒面等;解决方法:应把
程式Z值设为小值;
备注16.操作员应不定时留意观察或细听加工产品状况是否良好,是否会出现撞击
刀具,挤刀切削等其它非正常切削声
音;
15.加工过程中应随时检查丝攻是否崩掉牙,攻丝后是否有粘合铜渣,存在则
会攻牙时使螺纹变大.应把丝攻更换或
清除丝攻上的铜渣;
10.加工孔径是否过大或过小如:高角阀芯封水圈直径,分水器封水圈,麻管
封水圈,还有螺纹孔径;原因:刀具尺
寸变大或其它原因;。