CD33激光位移传感器
- 格式:pdf
- 大小:162.36 KB
- 文档页数:2
外形尺寸图接线图电缆线及电缆连接器的引脚配置如下。
该产品经JIS C6802 / IEC 激光安全标准被列为2类(Ⅱ)激光产品。
如果安装产品时遮住了本机上的激光标签时,请把附带的激光标签贴在可见的位置。
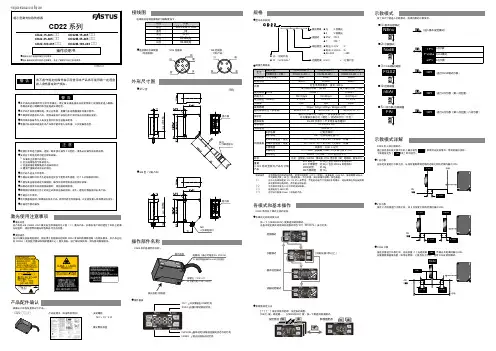
●美国规范CD22系列CD22-15-485□□ CD22M-15-485□□CD22-35-485□□ CD22M-35-485□□CD22-100-485□□CD22M-100-485□□操作说明书●请确认该产品是否满足您的需求。
●请认真阅读说明书里的注意事项,并在了解相关内容之后再使用。
超小型激光位移传感器规格各模式和基本操作CD22系列各个模式之间的切换。
CD22系列各部件的名称:・CD22-□□□□・产品说明书(本操作说明书)0568210*English manual is on flip side测试条件 无特别指定的测试条件是,使用环境温度:23°C (常温)、电源电压:24V DC 、采样周期500µs , 平均采样次数:64次、检测距离:中心位置、测试标准目标物:白色陶瓷。
※1 由中心光束强度的1/e 2(13.5%)来界定。
界定的光斑尺寸范围以外有漏光、或光束周边存在被测物 体反射率高的物体时,有可能出现误检。
※2 平均采样次数为512次时的测试结果。
※3 电源电压为24DC 时。
※4也可以订制做Class 1等级的产品。
●型号命名规则操作面板●各模式之间的切换方法按一下[ZERO/RUN ]键则返回检测模式。
在基本设定模式或详细设定模式状态下时「MANUAL」指示灯亮。
●参数值设定方法[+][-]设定项目的选择,设定值的调整。
[SET ]键:确定键。
[ZERO/RUN ]键:按一下则返回检测模式。
示教模式按[SET ]键进入示教模式,选择所需的示教项目。
■连接器的引脚配置 (传感器侧)■M12型■M8型(订制产品)・安装螺丝M3×15…2只再校正再校正scale 2/1[mm]・M12连接器・M8连接器 (订制产品)・激光警告标签scale 1/1示教模式详解CD22有3种示教模式。
激光位移传感器的光学系统设计莫仁芸;朱万彬;钟俊;陈璇【摘要】针对目前国内自主研制的激光位移传感器精度低,测量范围小等问题,提出了一种采用光学设计软件预先仿真整个激光位移传感器光学系统的方法.在分析系统各部分的光学特性的基础上,结合具体要求设计了一个激光位移传感器的光学系统,其工作范围为(50 ±10)mm.采用系统分割的方法,将整个光学系统分为两部分进行设计,第一部分是激光束的整形透镜,要求在有效的工作范围内得到小而均匀的出射光斑,设计结果表明,在测量范围内,光斑大小能够控制在10-1mm量级;另一部分是被测面散射光接收的成像物镜,该系统的特点是物面和像面相对于光轴都有一定的角度,实验结果表明其成像满足Scheimpflug条件.【期刊名称】《中国光学》【年(卷),期】2010(003)005【总页数】5页(P513-517)【关键词】激光位移传感器;激光三角法;整形镜;成像透镜;光学设计【作者】莫仁芸;朱万彬;钟俊;陈璇【作者单位】中国科学院,长春光学精密机械与物理研究所,应用光学国家重点实验室,吉林,长春,130033;中国科学院,研究生院,北京,100039;中国科学院,长春光学精密机械与物理研究所,应用光学国家重点实验室,吉林,长春,130033;中国科学院,长春光学精密机械与物理研究所,应用光学国家重点实验室,吉林,长春,130033;中国科学院,研究生院,北京,100039;长春理工大学,吉林,长春,130022【正文语种】中文【中图分类】TP212.12;TN2491 引言随着现代化工业的发展,激光位移传感器作为高精度、高响应的非接触测量仪器,在光电技术检测领域得到了广泛的应用。
其采用的激光三角法原理在理论上已相当成熟,但在实际应用中还有一定的困难。
由于三角法建立在理想成像的基础之上,所以三角法能否准确实现还要依赖于所采用的光学系统。
现阶段,国外此类的高精度物镜设计处于领先水平,并拥有比较成熟的产品,但其多透镜组合与非球面的加工方式在制造成本上相当昂贵。
警用线条痕迹激光检测系统的设计与实现孙亚军;潘楠;刘益;侯占伟;吴林长【摘要】针对目前图像及3D扫描方法难以通过痕迹有效快速匹配剪切工具的弊端,设计并实现了一套警用线条痕迹激光检测系统。
该系统由运动控制子系统、激光检测子系统和显微摄像子系统三部分组成。
通过夹持线缆断头,首先控制单点激光位移传感器拾取剪切类线性痕迹的表面特征信号,随后利用痕迹特征相似重合度匹配算法,将痕迹激光检测数据与数据库进行比对,最终实现对应剪切工具的快速匹配。
%In view of the disadvantages that the current image and 3D scanning method is difficult to fast and effectively match the cutting tool through the traces, design and implement a set of police line traces laser detection system. The system is composed of three parts: the motion control subsystem, the laser detection subsystem and the micro imaging subsystem. By holding the cable breakage, firstly, control the surface characteristic signal of that single point laser displacement sensor picks up the linear shear traces, then using the similar coincidence degree matching algorithm of the traces characteristics, compare the trace laser detection data with the database, and finally realize the fast matching the corresponding cutting tool.【期刊名称】《价值工程》【年(卷),期】2017(036)003【总页数】4页(P82-84,85)【关键词】剪切工具;激光检测;快速匹配【作者】孙亚军;潘楠;刘益;侯占伟;吴林长【作者单位】昆明理工大学机电工程学院,昆明650500;昆明理工大学机电工程学院,昆明650500;昆明信诺莱伯科技有限公司,昆明650500;铁路公安局刑侦处,北京100844;武汉铁路公安局襄阳公安处,襄阳441003【正文语种】中文【中图分类】TP302.1目前,犯罪分子在割偷盗铁路沿线通信电缆、贯通地线时多使用断线钳、线缆剪等大型剪切工具,剪切形成的线缆断头表面线性痕迹是案发现场中最为常出现的一种痕迹,其具有不易破坏、难以伪装、出现率频繁、鉴定价值高等特点,对于办案人员认定案件性质,确定作案工具,进而证实犯罪嫌疑人有着十分重要的意义[1-2]。
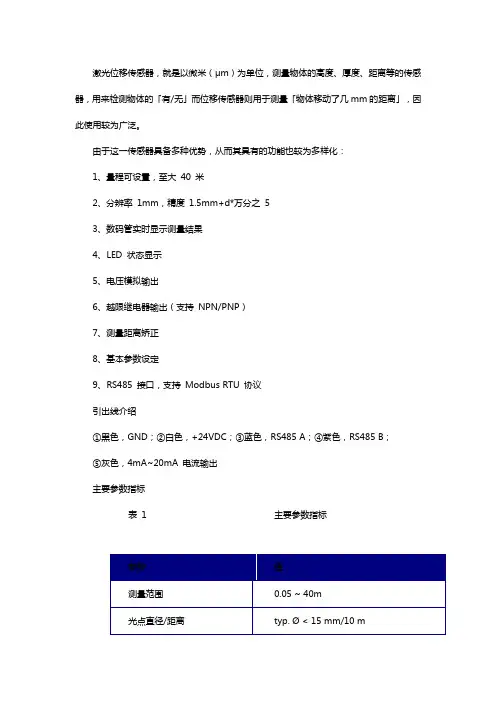
激光位移传感器,就是以微米(μm)为单位,测量物体的高度、厚度、距离等的传感器,用来检测物体的「有/无」而位移传感器则用于测量「物体移动了几mm的距离」,因此使用较为广泛。
由于这一传感器具备多种优势,从而其具有的功能也较为多样化:
1、量程可设置,至大40 米
2、分辨率1mm,精度1.5mm+d*万分之5
3、数码管实时显示测量结果
4、LED 状态显示
5、电压模拟输出
6、越限继电器输出(支持NPN/PNP)
7、测量距离矫正
8、基本参数设定
9、RS485 接口,支持Modbus RTU 协议
引出线介绍
①黑色,GND;②白色,+24VDC;③蓝色,RS485 A;④紫色,RS485 B;
⑤灰色,4mA~20mA 电流输出
主要参数指标
表1 主要参数指标
以上就是相关内容的介绍,希望对大家了解这一问题会有更多的帮助,同时如有这方面的兴趣或需求,可以咨询一下南京凯基特电气有限公司。
文章标题:深度探讨激光位移传感器三角法位移测量原理激光位移传感器是一种常用的高精度位移测量设备,其原理基于三角法。
在工业生产和科学研究中,激光位移传感器被广泛应用于各种需要精密测量的领域,如机械加工、材料测试、建筑工程等。
本文将从深度和广度的角度对激光位移传感器三角法位移测量原理进行全面探讨,旨在帮助读者全面理解和掌握这一重要原理。
一、激光位移传感器的工作原理激光位移传感器是通过激光束测量目标物体表面到传感器本体的距离,从而实现对目标物体位移的测量。
激光位移传感器内部包含激光器、接收器和信号处理器等关键部件,其工作原理基于激光的反射和回波时间的测量。
激光位移传感器能够实现高精度的位移测量,其原理基于三角法。
二、激光位移传感器三角法位移测量原理的流程讲解2.1 发射激光束当激光位移传感器开始工作时,激光器内的激光束被发射出去,同时记录下发射的时间t1。
2.2 激光束照射目标物体激光束照射到目标物体表面后,被反射回激光位移传感器,同时记录下接收的时间t2。
2.3 计算激光束的传播时间利用激光发射和接收的时间差Δt=t2-t1,结合光速c,可以计算出激光束的传播时间。
根据传播时间和光速的关系,可以得到激光束从传感器到目标物体表面再返回传感器的距离。
2.4 计算目标物体的位移通过测量激光束的传播时间和目标物体的距离,可以计算出目标物体的位移。
激光位移传感器利用三角法原理,通过测量激光束的传播时间和目标物体的距离,实现对目标物体位移的精确测量。
三、总结回顾激光位移传感器的三角法位移测量原理是基于激光的反射和回波时间的测量,通过测量激光束的传播时间和目标物体的距离,实现对目标物体位移的精确测量。
这一原理在工业生产和科学研究中具有重要的应用价值,对于提高生产效率和实现精密测量起着至关重要的作用。
对激光位移传感器三角法位移测量原理进行深入的了解和掌握,对于工程技术人员和科研人员来说是至关重要的。
个人观点与理解经过对激光位移传感器三角法位移测量原理的深入研究和思考,我认为这一原理的实现过程虽然复杂,但其基本原理是相对简单的。
E3Z激光位移传感器参数表
分辨率
一般是指传感器的最小量程是多少,也就是传感器的Z大识别率。
如果是该参数标注为1mm,那么分辨率就等于1mm。
重复精度
我们一定要知道就算被测物在静止状态下,测量值都会有轻微的波动。
静止状态下的被测物在相同位置下反复测量的误差幅度就是重复精度。
例如该参数标注为1μm那该传感器重复精度即为1μm。
满量程(有效量程)
即传感器额定的有效量程范围。
我们在选择传感器一定要针对需求的检测距离选择包含有效量程范围内的传感器。
线性精度
测量值和实际位移的误差。
线性精度用百分比表示,但由于量程是一段范围而且越到量程顶点越难保证测量精度,所以大多传感器都会标注量程顶点的线性精度来直观反映传感器的性能。
采样频率/采样周期
频率是指每秒钟测量的次数,频率越高测量一次花费的时间越短,测量时间越短越适合高速移动物体的检测。
平均采样次数
即使在静止状态下都会有轻微的测量波动,此时需要多次测量计算平均数使测量值稳定准确。
激光位移传感器测量目标三维形貌的实验装置王进峰;范孝良;商正【摘要】为了测量目标的三维形貌,搭建了一套实验装置,该装置包括实验台、激光位移传感器、可编程控制器PLC、步进电动机及驱动器、十字滑台.首先,通过PLC 编程驱动步进电动机旋转,并通过联轴器带动十字滑台沿X、Y轴移动平移,放置在十字滑台的被测对象随之移动;然后,利用激光位移传感器测量被测对象Z向位移数据;最后,利用Matlab拟合被测对象的Z向位移数据,获得被测对象的三维形貌.【期刊名称】《实验室研究与探索》【年(卷),期】2018(037)011【总页数】3页(P71-73)【关键词】激光位移传感器;十字滑台;步进电动机;可编程控制器【作者】王进峰;范孝良;商正【作者单位】华北电力大学机械工程系,河北保定071003;华北电力大学机械工程系,河北保定071003;华北电力大学机械工程系,河北保定071003【正文语种】中文【中图分类】TP212.10 引言表面缺陷是影响零件加工质量的重要因素,利用传统的表面粗糙度计能够从二维角度获得零件表面缺陷数据。
为了能够较为形象地获得零件表面的三维形貌数据,则需要利用三维形貌仪等高端仪器[1-2]。
激光位移传感器由于较高的测量精度和较小的尺寸,在许多场合的质量测量中应用广泛[3]。
洪波等[4]针对箱梁焊接结构自动化生产中工件偏移问题,提出了一种基于激光位移传感器的角焊缝位姿检测方法。
彭希锋等[5]利用激光位移传感器搭建了面角度非接触测量装置。
邱林等[6]设计了一种基于激光位移传感器的锥齿轮综合测量装置。
冯冬冬等[7]开发了一种新型的基于激光位移传感器的带锯条分齿在线检测系统。
周愿愿等[8]利用激光位移传感器测量圆柱误差。
李兵利等[9]用激光位移传感器实现了自由曲面测量。
刘宾等[10]开发了基于激光位移传感器的分布孔径缸套形廓尺寸测量系统。
本文尝试利用激光位移传感器获得被测对象的Z向数据,然后利用Matlab软件将获得Z向数据拟合成被测对象的三维形貌数据[9-10]。
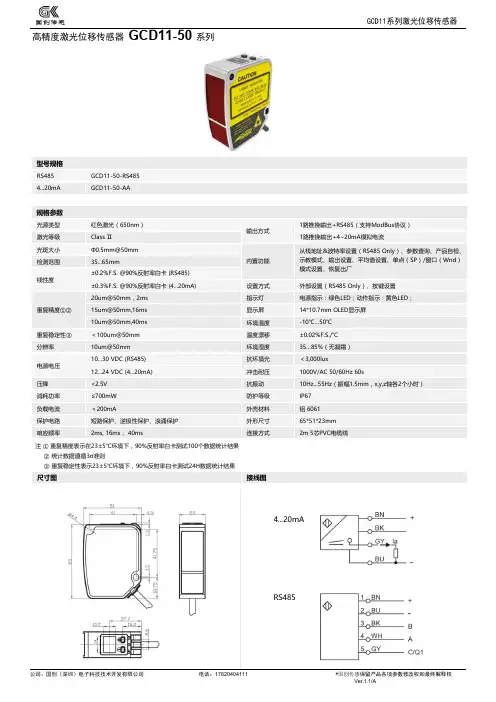
4...20mARS485GCD11系列激光位移传感器高精度激光位移传感器GCD11-50系列注①重复精度表示在23±5℃环境下,90%反射率白卡测试100个数据统计结果②统计数据遵循3σ准则公司:国创(深圳)电子科技技术开发有限公司电话:176*********国创传感保留产品各项参数修改权和最终解释权Ver.1.1/AGCD11系列激光测距传感器高精度激光测距传感器GCD11-290系列型号规格RS485GCD11-290-RS4854...20mA GCD11-290-AA规格参数光源类型红色激光(650nm)输出方式1路推挽输出+RS485(支持ModBus协议)激光等级Class Ⅱ1路推挽输出+4~20mA模拟电流光斑大小Φ2.5mm@500mm 内置功能从栈地址&波特率设置(RS485Only)、参数查询、产品自检、示教模式、输出设置、平均值设置、单点(SP)/窗口(Wnd)模式设置、恢复出厂检测范围80...500mm 线性度±0.3%F.S.@90%反射率白卡(RS485)±0.4%F.S.@90%反射率白卡(4...20mA)设置方式外部设置(RS485Only)、按键设置重复精度①②30um@80mm指示灯电源指示:绿色LED;动作指示:黄色LED;250um@250mm显示屏14*10.7mm OLED显示屏1000um@500mm环境温度-10℃…50℃重复稳定性③<5mm@500mm 温度漂移±0.02%F.S./℃分辨率15um@80mm环境湿度35…85%(无凝霜)500um@500mm抗环境光<3,000lux 电源电压10...30VDC (RS485)冲击耐压1000V/AC 50/60Hz 60s 12...24VDC (4...20mA)抗振动10Hz...55Hz(振幅1.5mm,x,y,z轴各2个小时)压降<2.5V防护等级IP67消耗功率≤700mW外壳材料铝6061负载电流<200mA外形尺寸65*51*23mm 保护电路短路保护、逆极性保护、浪涌保护连接方式2m 5芯PVC电缆线响应频率500Hz 注①重复精度表示在23±5℃环境下,90%反射率白卡测试100个数据统计结果②统计数据遵循3σ准则③重复稳定性表示23±5℃环境下,90%反射率白卡测试24H数据统计结果公司:国创(深圳)电子科技技术有限公司电话:176*********国创传感保留产品各项参数修改权和最终解释权Ver.1.1/A4...20mARS485接线图尺寸图。

目录镭神LS10A系列激光传感器 (3)镭神LS10B系列高速高精度激光传感器 (5)镭神LS11A系列激光位移传感器 (7)镭神LS11B系列高速激光位移传感器 (9)镭神LS50系列TOF激光测距传感器 (11)镭神相位法激光传感器 (12)镭神三维激光扫描仪 (13)镭神LS10A系列激光传感器LS10A基本概况LS10A系列激光传感器是深圳市镭神智能系统有限公司研发的近距离高精度的非旋转扫描测距产品。
该传感器运用激光三角法测量物体三维尺寸,可完成物体检查、定位、测量等多种工作任务,帮助客户提高生产力,实现生产控制和质量控制。
LS10A系列激光传感器的扫描频率30Hz,采用USB接口输出数据,根据测量尺寸的不同,可划分为不同的产品型号,具体参数如下表所示。
产品参数LS10A-050 LS10A-095 LS10A-245 LS10A-350 量程起点50mm 70mm 170mm 200mm量程中点55mm 95mm 245mm 350mm量程终点60mm 120mm 320mm 500mm 高度方向测量范围10mm 50mm 150mm 300mm±0.17%FSO ±0.10%FSO ±0.13%FSO ±0.40%FSO5μm 20μm 50μm 1200μm 量程起点10mm 14mm 34mm 40mm量程中点11mm 19mm 49mm 70mm量程终点12mm 24mm 64mm 100mm360测量点/扫描线标准655nm 655nm 655nm 655nm可选405nm 405nm 405nm 405nm2M5mW 8 mW 10 mW 15 mW30° 30° 30° 30°10000lx 10000lx 5000lx 5000lx30Hz 30Hz 30Hz 30HzUSBUSB不锈钢5VDC,±10%IP65阳极氧化铝/不锈钢PMMA/安全玻璃15g2g/20~500Hz0℃~40℃-20℃~+70℃产品应用物体检查形状测量镭神LS10B系列高速高精度激光传感器LS10B基本概况LS10B系列激光传感器是深圳市镭神智能系统有限公司研发的高速高精度的扫描测距产品。
第5期2020年5月组合机床与自动化加工技术ModularMachineTool&AutomaticManufacturingTechniqueNo.5May2020文章编号:1001-2265(2020)05-0071-03㊀㊀㊀㊀DOI:10.13462/j.cnki.mmtamt.2020.05.017收稿日期:2019-07-26ꎻ修回日期:2019-08-14㊀∗基金项目:国家自然科学基金资助项目(51775094)作者简介:卢泽宸(1991 )ꎬ男ꎬ辽宁铁岭人ꎬ东北大学博士研究生ꎬ研究方向为几何误差检测ꎬ(E-mail)915124667@qq.comꎮ机床平面度检测机构设计及时空映射算法研究∗卢泽宸1ꎬ张㊀宝2ꎬ陈㊀晔3ꎬ闻邦椿1ꎬ赵春雨1(1.东北大学机械工程与自动化学院ꎬ沈阳㊀110819ꎻ2.新余学院机电工程学院ꎬ江西新余㊀338004ꎻ3.辽宁工业大学机械工程与自动化学院ꎬ辽宁锦州㊀121001)摘要:为了实现机床导轨安装表面平面度误差在线测量ꎬ文章设计出了包含检测机构与参考板的检测系统ꎬ利用测量过程中检测机构与参考板对应的位置关系开发出了时间-空间映射算法ꎮ给出了算法原理ꎬ建立了算法的数学模型ꎬ并进行了测量试验ꎬ得到的三组空间序列测量值趋势线在所有检测位置中的最大误差为1.8μmꎬ约占趋势线极差的1%ꎬ对曲线形状影响很小ꎮ结果表明:检测机构设计合理且时间-空间映射算法可以正确的将检测机构时间序列的测量值转换为对应检测位置的空间序列测量值ꎮ关键词:检测机构ꎻ推动测量ꎻ平面度检测ꎻ时间序列ꎻ空间序列中图分类号:TH162ꎻTG65㊀㊀㊀文献标识码:ADesignofMachineToolFlatnessDetectionMechanismandResearchonTime ̄spaceMappingAlgorithmsLUZe ̄chen1ꎬZHANGBao2ꎬCHENYe3ꎬWENBang ̄chun1ꎬZHAOChun ̄yu1(1.SchoolofMechanicalEngineering&AutomationꎬNortheasternUniversityꎬShenyang110819ꎬChinaꎻ2.SchoolofMechanicalandElectricalEngineeringꎬXinyuUniversityꎬXinyuJiangxi338004ꎬChina)Abstract:Inordertorealizeflatnesserroronlinemeasurementofmachinetoolguidewayinstallationsur ̄faceꎬadetectionsystemincludingameasuringmechanismandareferenceplatewasdesigned.Thetime ̄spacemappingalgorithmofthemeasurementinstrumentwasdevelopedbyusingthepositionalrelationshipbetweenthemeasuringmechanismandthereferenceplateduringthemeasurementprocess.Thealgorithmprinciplewasgivenandthemathematicalmodelofthealgorithmwasestablishedandthemeasurementex ̄perimentwascarriedout.Themaximumerroroftheobtainedthreesetsofspatialsequencemeasurementtrendlinesinalldetectionpositionsis1.8μmꎬwhichisabout1%ofthetrendlineextremedifferenceꎬandhaslittleeffectontheshapeofcurves.Theresultsshowthatthedetectioninstrumentisdesignedreasona ̄blyandtime ̄spacemappingalgorithmcancorrectlyconvertthetimeseriesmeasurementsofthedetectioninstrumentintothespatialsequencemeasurementscorrespondingtothedetectionposition.Keywords:measurementinstrumentꎻdrivingdetectionꎻflatnessdetectionꎻtimeseriesꎻspacesequence0㊀引言机床导轨安装表面平面度误差轮廓曲线可以用来研究装配误差对进给系统动力学特性的影响ꎬ且直观的表面局部特性变化曲线对加工件后续的修整有一定的指导作用ꎮ目前ꎬ国内机床检测仍采用传统的方法ꎬ如千分表㊁水平仪㊁平尺等[1]ꎮ但这些方法有很大的随机性ꎬ受操作者经验和熟练程度影响较大ꎬ并且无法描绘出平面度误差轮廓曲线ꎮ在现有的轮廓重构研究中ꎬ文献[2]介绍了一种测量圆柱工件直线度轮廓的扫描多探头系统ꎻ文献[3]介绍了两点法用于测量直线度轮廓ꎻ文献[4]使用扫描测头结合平晶的方法重构出精密导轨的直线度误差轮廓ꎮ但是上述方法的检测系统布置较为复杂ꎬ需要在特定空间内ꎬ特定条件下进行ꎬ不方便对操作空间有限的机床进行测量ꎮ因此ꎬ研发结构简单㊁便于手工操作的连续测量仪器ꎬ将是解决机床进给系统几何要素检测的有效途径ꎮ而在检测元件的选择中ꎬ由于激光位移传感器具有高分辨率和体积小的特点[5]ꎬ国内外学者将激光位移传感器广泛应用于零件[6]的尺寸测量㊁产品质量检验[7 ̄8]㊁三维形状测量[9 ̄10]等领域ꎮ除此之外ꎬ文献[11]将激光位移传感器应用于自由曲面测量中ꎻ文献[12]使用激光位移传感器对腿部溃疡表面形貌进行检测ꎻ文献[13]尝试了将激光位移传感器应用于航空发动机叶片的测量中ꎮ总结文献中激光位移传感器的使用方法ꎬ大致分为两种:一种为激光位移传感器处于固定状态ꎬ通过移动待检测物体获得检测数据ꎻ另一种为移动式测量ꎬ将激光位移传感器在均匀步长驱动下获得检测数据ꎮ二者均保证了检测过程中传感器的稳定性ꎮ但由于传感器检测数据随时间变化这一特点ꎬ当将其应用于人工手动驱动方式进行移动测量时ꎬ由于推动速度的随机性ꎬ使传感器无法获得对应检测位置的检测数据ꎬ故时间-空间映射算法的研究在此基础上展开ꎮ本文选择激光位移传感器作为测量元件ꎬ并自制了测量机构ꎬ拟采用人工推动检测机构的方法对机床表面进行平面度误差检测ꎮ为了获得对应检测位置的检测数据ꎬ将检测机构与带有沟槽的参考板相结合ꎬ用于分辨检测机构测量路径中的起始位置ꎬ同时开发出配套算法ꎬ将时间序列测量值转换为对应检测位置的空间序列测量值ꎮ1㊀问题描述图1为机床导轨安装表面ꎬ由于机床表面往往具有一定的长度ꎬ而现有的测量方法不便于在机床表面进行在线测量ꎮ为解决这一难题ꎬ本文使用自制检测机构重构出机床导轨安装表面平面度误差轮廓ꎬ设计出如图2所示的拼接测量模型ꎮ测量前ꎬ将待测面分成6段ꎬ使参考板左端分别对齐P1㊁P2㊁P3㊁P4ꎬ在参考板表面从左向右推动测量机构ꎮ该过程传感器得到I11I12㊁I21I22㊁I31I32㊁I41P7段表面测量值ꎬ其中参考板左端位于P2㊁P3㊁P4时ꎬ还需从右向左推动机构测量ꎬ该过程传感器得到If11If12㊁If21If22㊁If31P1段表面测量值ꎮ已知各表面重叠区域具有相同的轮廓ꎬ利用重叠区域间对应的位置关系可拼接重构出长表面轮廓[14]ꎮ但由于激光位移传感器检测结果随时间变化ꎬ无法得到表面对应位置的测量值ꎮ故开发算法ꎬ将时间序列的测量值转换为待检测平面水平方向对应检测位置的测量值成为重构机床表面平面度误差轮廓的前提条件及必要因素ꎮ图1㊀机床导轨安装表面图2㊀长表面拼接模型2㊀检测原理2.1㊀检测机构原理图3为检测机构原理ꎮ常用的检测设备ꎬ如扫描探头或传感器ꎬ其检测位置是一个点ꎬ该结果不能反映出被测平面宽度方向上表面形状的变化ꎮ因此设计了三条接触线LA㊁LB和LCꎬ使其与表面相接触反应出整个平面的平面度误差轮廓变化情况ꎮ其中LA和LB为固定接触线ꎬ检测机构LA㊁LB间距离为50mmꎬLB㊁LC间距离为180mmꎮ接触线LC被弹簧压紧在待检测表面上ꎮ滑块固定在检测机构上ꎬ激光接收板与导轨和接触线LC为一整体ꎮ测量时ꎬ人工推动检测机构沿固定方向运动ꎬ运动过程中ꎬ接触线LC随待检测面的平面度轮廓变化而上下波动ꎬ该波动经导轨传递到激光接收板上ꎬ此时激光位移传感器检测到激光接收板的波动情况ꎬ同时记录检测结果ꎮ该检测机构的优势在于结构简单㊁操作方便㊁占用空间小ꎬ同时能够获得可以实时存入电脑的数据ꎬ并且可以反应出整个表面平面度误差轮廓的形状变化ꎬ这是现有检测系统无法实现的ꎮ图3㊀检测机构原理2.2㊀参考板原理参考板结构如图4所示ꎮ图4㊀参考板结构参考板长度为220mmꎬ沟槽lo1㊁lo2之间的距离为200mmꎮ推动检测仪在参考板表面进行测量时ꎬ检测数据随时间变化ꎬ如图5所示ꎮ机构停留在参考板l1㊁l2时ꎬ分别进行数据的记录和储存ꎬ该时刻测量结果为接近水平的直线ꎮ由于测量仪经过沟槽时检测波形会产生非常明显的形状变化ꎬ因此可以识别出测量的起始位置和终点位置ꎬ同时定义lo1㊁lo2之间的测量数据为有效测量值ꎬ一次测量过程中ꎬ支撑线LA和LB各有一次通过沟槽ꎬ此过程会有一个波峰(LA入槽)和一个波谷(LB入槽)ꎮ已知推动速度决定采样数据的数量ꎬ由于激光位移传感器采样频率高达2kHzꎬ推动检测仪测量过程中ꎬ对应检测位置的某点可能获得数十个数据ꎬ时间-空间映射算法的本质即是对这些冗余的数据进行过滤ꎮ参考板的意义在于通过沟槽可明显区分出检测的起始位置ꎬ便于拼接路径的识别ꎮ其次ꎬ假设大理石平尺为水平表面ꎬ通过将基准板分别放在大理石平尺和被测表面进行测量ꎬ其作为媒介可以将检测机构系统误差分离[14]ꎮ27 组合机床与自动化加工技术㊀第5期图5㊀测量值3㊀算法数学模型将静止时的检测结果分离出去ꎬ依据端部停止时波形为不变的直线(给定时间长度变化不超过给定值)ꎬ之后在得到的检测数据中将波峰波谷分离ꎬ提取有效测量值ꎬ已知采样频率由激光位移传感器决定ꎬ为已知量ꎬ则测量时间t为:t=NLf(1)式中ꎬf为采样频率ꎬNL为移动距离为L时对应的采样点总数ꎮ已知测量距离和测量时间ꎬ则机构的平均速度为:v=Lt(2)式中ꎬL为检测仪移动的距离ꎻt由公式(1)得到ꎮ已知机构在通过路径长度L时获得NL个数据ꎬ将有效检测数据集合用M表示ꎬ设a的初始值为1ꎬe=1㊁2㊁3 NLꎬi=a NLꎮ定义公式(3)为目标函数:M(i)-s<d(3)式中ꎬd为给定值ꎻM(i)为集合M中的第i个数ꎬs初始值为M(1)ꎮ当e=1时ꎬ执行公式(3)进行数据搜索ꎬ当满足目标函数条件时ꎬa=a+1ꎮ此时:F(e)=aK(e)=M(a)}(4)式中ꎬF(e)表示K(e)在集合M中的位置ꎻK(e)表示过滤掉冗余数据后储存的数据ꎻ当不符合目标函数条件时ꎬ结束搜索ꎬ此时e=e+1ꎬ并重新赋值sꎬ令s=M(a)ꎬ重复执行公式(3)㊁式(4)ꎬ直到a=NL时终止ꎮ算法流程图如图6所示ꎮ图6㊀算法流程图此时几何F和K中数据的总数为Nꎬ已知参考板对应位置取样区间为相差一定数值的两个采样点ꎬ两采样点之间的测量时间为:th=F(h)tNL(5)式中ꎬF(h)代表集合F中的第h个数据ꎬh=1ꎬ ꎬNꎻt由公式(1)得到ꎻ在已知检测仪移动平均速度和对应检测位检测时间的情况下ꎬ根据公式(6)可以求得对应检测位置的测量值ꎬ故此实现检测数据时间-空间的转换ꎮ该公式可以表示为:vt1ңK(1)ꎬvt2ңK(2)ꎬ ꎬvthңK(N)(6)4㊀测量试验为了验证算法的正确性ꎬ使用自制检测仪进行了测量试验ꎮ试验现场如图7所示ꎮ图7㊀试验现场选择激光位移传感器型号(IL2300)ꎬ分辨率0.3μmꎬ采样频率2kHzꎮ将000级大理石平尺作为高精度表面ꎬ调整检测机构使弹簧处于压缩状态ꎮ测量时ꎬ将参考板固定在大理石平尺表面ꎬ推动测量仪从左向右进行3次测量ꎮ将沟槽两侧的时间序列测量值分离ꎬ提取有效测量值ꎬ如图8所示ꎬ从图中可以看出ꎬ由于每次测量的推动速度不同ꎬ获得的测量数据数量大不相同ꎬ检测结果具有较大的随机性ꎮ图8㊀时间序列测量值使用时间-空间映射算法对图8中的数据进行处理ꎬ得到三组空间序列测量值ꎬ如图9所示ꎬ由图可见ꎬ三组空间序列测量值有相同的趋势ꎬ说明该检测方法可以很好的识别出沟槽之间路径的起始位置ꎬ也表明算法成功的将三组不同时间序列的测量值转换为对应检测位置的空间序列测量值ꎬ验证了时空映射算法的正确性ꎮ(下转第77页)372020年5月㊀㊀卢泽宸ꎬ等:机床平面度检测机构设计及时空映射算法研究83-87.[5]亢宇欣ꎬ谌贵辉ꎬ张三炳ꎬ等.基于Halcon的贴片电阻方向检测系统[J].包装工程ꎬ2017ꎬ38(23):116-120.[6]李旭.自适应光强变化的齿轮视觉测量技术研究[D].太原:中北大学ꎬ2016.[7]丁剑彪.基于机器视觉的复杂塑件识别与检测技术研究[D].北京:北京化工大学ꎬ2016.[8]饶艳桃.基于机器视觉的标准直齿圆柱齿轮参数的测量[D].重庆:重庆大学ꎬ2015.[9]WangYꎬWuZꎬDuanXꎬetal.DesignofGearDefectDe ̄tectionSystemBasedonMachineVision[J].Machineryꎬ2018ꎬ108(2):22-25.[10]WuWꎬWangXꎬHuangGꎬetal.AutomaticGearSortingSystemBasedonMonoCularVision[J].DigitalCommunica ̄tions&Networksꎬ2015ꎬ1(4):284-291.[11]吴小进ꎬ王文成.基于机器视觉的齿轮质量在线检测系统[J].机械传动ꎬ2019ꎬ43(4):161-164.[12]王文成.基于Halcon的齿轮缺陷检测系统设计[J].机械传动ꎬ2014ꎬ38(9):60-63ꎬ98.[13]王文成.基于机器视觉的齿轮参数测量系统设计[J].机械传动ꎬ2011ꎬ35(2):41-43.(编辑㊀李秀敏)(上接第73页)图9㊀空间序列测量值提取图9中检测波形的趋势线ꎬ如图10所示ꎬ从图中可以看出ꎬ由于检测机构三次经过相同的平面度误差轮廓检测相同的表面位置ꎬ故三条趋势线接近重合ꎬ三条趋势线在所有检测位置中误差最大值为1.8μmꎬ约占趋势线极差的1%ꎬ对曲线形状影响很小ꎬ说明检测机构具有很高的重复性ꎮ图10㊀空间序列测量值趋势线5㊀结论(1)本文为了在人工推动检测机构的条件下准确获得对应检测位置的测量值ꎬ提出了使用自制检测机构结合参考板的检测方法ꎬ将三组时间序列测量值转换为空间序列测量值ꎬ其趋势线在所有检测位置中的最大误差为1.8μmꎬ约占趋势线极差的1%ꎬ对曲线形状影响很小ꎮ该结果表明该检测机构设计合理㊁检测方法正确㊁在实际应用中具有可操作性ꎮ(2)成功开发出时间 ̄空间映射算法ꎬ算法可以成功的将时间序列测量值转换为对应检测位置的空间序列测量值ꎬ该研究对实现机床导轨安装表面平面度误差轮廓数字化描述具有重要意义ꎮ[参考文献][1]洪军ꎬ郭俊康ꎬ刘志刚ꎬ等.基于状态空间模型的精密机床装配精度预测与调整工艺[J].机械工程学报ꎬ2013ꎬ49(6):114-121.[2]GaoWꎬYokoyamaJꎬKojimaHꎬetal.Precisionmeasure ̄mentofcylinderstraightnessusingascanningmulti ̄probesystem[J].PrecisionEngineeringꎬ2002ꎬ26(3):279-288.[3]OkuyamaEꎬAkataHꎬIshikawaH.Multi ̄probemethodforstraightnessprofilemeasurementbasedonleastuncertaintypropagation(2ndreport) Two ̄pointmethodconsideringcross ̄axistranslationalmotionꎬpitchmotionandsensor'srandomerror[J].PrecisionEngineeringꎬ2010ꎬ34(4):683-691.[4]贾立德ꎬ郑子文ꎬ李圣怡ꎬ等.使用短基准的超精密长导轨直线度误差测量方法[J].机械工程学报ꎬ2008ꎬ44(9):141-147.[5]朱万彬ꎬ钟俊ꎬ莫仁芸.激光位移传感器在角度测量中的应用[J].传感器与微系统ꎬ2010ꎬ29(6):131-133.[6]MiyasakaTꎬOkamuraH.Dimensionalchangemeasurementsofconventionalandflowablecompositeresinsusingalaserdisplacementsensor[J].DentalMaterialsJournalꎬ2009ꎬ28(5):544-551.[7]Bra㊅cunDꎬGrudenVꎬMo㊅zinaJ.Amethodforsurfacequali ̄tyassessmentofdie ̄castingsbasedonlasertriangulation[J].MeasurementScience&Technologyꎬ2008ꎬ19(19):045707.[8]HuCꎬTanakaCꎬOhtaniT.Locatingandidentifyingsplitsandholesonsugibythelaserdisplacementsensor[J].Jour ̄nalofWoodScienceꎬ2003ꎬ49(6):492-498.[9]SandakJꎬTanakaCꎬOhtaniT.Evaluationofsurfacesmooth ̄nessbyalaserdisplacementsensorII:comparisonoflateraleffectphotodiodeandmultielementarray[J].JournalofWoodScienceꎬ2004ꎬ50(1):22-27.[10]OyaS.Measurementofthevibratingshapeofabimorphdeformablemirrorusingalaserdisplacementsensor[J].OpticalEngineeringꎬ2009ꎬ48(3):033601.[11]李兵ꎬ孙彬ꎬ陈磊ꎬ等.激光位移传感器在自由曲面测量中的应用[J].光学精密工程ꎬ2015ꎬ23(7):1939-1947.[12]IbbettDAꎬDugdaleREꎬHartGCꎬetal.Measuringlegulcersusingalaserdisplacementsensor[J].PhysiologicalMeasurementꎬ1994ꎬ15(3):325.[13]SunBꎬLiB.LaserDisplacementSensorintheApplicationofAero ̄EngineBladeMeasurement[J].IEEESensorsJour ̄nalꎬ2016ꎬ16(5):1377-1384.[14]卢泽宸ꎬ赵春雨ꎬ刘志学ꎬ等.基于变尺度法的平面度误差轮廓重构算法[J].东北大学学报ꎬ2019ꎬ40(6):857-861.(编辑㊀李秀敏)77 2020年5月㊀㊀高志强ꎬ等:基于机器视觉的尼龙齿轮检测研究。
激光位移传感器在精密测厚中的应用
激光三角漫反射位移用于测厚有显然优点:
·十分小的测量光斑,是点光面积,如真尚有公司ZLDS10X系列光斑面积约1mm,它比面积型非接触、电涡流传感器,对被测风光积几乎无要求,适合测量十分小面积尺寸厚度;
·较远的测量范围起始间距。
它比非接触电容、电涡流传感器起始间距大无数,如真尚有公司ZLDS100激光位移传感器测量量程100mm,测量间距可以达到1000mm。
这样传感器可以远离被测体,免受碰坏,及被测体热辐射影响;
·有很大的测量范围,如真尚有公司ZLDS101激光位移传感器量程达2000mm,这是其它传感器很难做到的;
·与被测体材料无关,即金属非金属体,非透亮有漫反射条件表面都能测。
和其它传感器测厚一样,要实现精密测厚需要注重以下条件,否则再好的传感器也测不准:
1、用单激光位移传感器测厚
被测体放在测量平台上,测量出传感器到平台表面距离,然后再测出
传感器到被测体表面间距,经计算后测出厚度。
要求被测体与测量平
台之间无气隙,被测体无翘起。
这些严格要求惟独在离线状况实现。
2、双激光传感器测厚
在被测体上方和下方各安装一个激光位移传感器,被测体厚度D=C-
(A+B)。
其中,C是两个传感器之间距离,A是上面传感器到被测体
之间距离,B是下面传感器到被测体之间距离。
图中:SMR是指传感器量程起始间距,MR是指传感器量程。
在线厚度测量用这种办法优点是可消退被测体振动对测量结果的影响。
但同时对传感器安装和性能有要求。
第1页共2页。
ZLDS10X可定制激光位移传感器量程: 2~1000mm可定制精度: 最高%玻璃%分辨率: 最高%频率响应: 基本原理是光学三角法:半导体激光器1被镜片2聚焦到被测物体6;反射光被镜片3收集,投射到CCD阵列4上;信号处理器5通过三角函数计算阵列4上的光点位置得到距物体的距离;激光传感器原理与应用激光传感器是利用激光技术进行测量的传感器;它由激光器、激光检测器和测量电路组成;激光传感器是新型测量仪表,它的优点是能实现无接触远距离测量,速度快,精度高,量程大,抗光、电干扰能力强等;激光和激光器——激光是20世纪60年代出现的最重大的科学技术成就之一;它发展迅速,已广泛应用于国防、生产、医学和非电测量等各方面;激光与普通光不同,需要用激光器产生;激光器的工作物质,在正常状态下,多数原子处于稳定的低能级E1,在适当频率的外界光线的作用下,处于低能级的原子吸收光子能量受激发而跃迁到高能级E2;光子能量E=E2-E1=hv,式中h为普朗克常数,v为光子频率;反之,在频率为v的光的诱发下,处于能级 E2的原子会跃迁到低能级释放能量而发光,称为受激辐射;激光器首先使工作物质的原子反常地多数处于高能级即粒子数反转分布,就能使受激辐射过程占优势,从而使频率为v的诱发光得到增强,并可通过平行的反射镜形成雪崩式的放大作用而产生强大的受激辐射光,简称激光;激光具有3个重要特性:1高方向性即高定向性,光速发散角小,激光束在几公里外的扩展范围不过几厘米;2高单色性,激光的频率宽度比普通光小10倍以上;3高亮度,利用激光束会聚最高可产生达几百万度的温度;激光器按工作物质可分为4种:1固体激光器:它的工作物质是固体;常用的有红宝石激光器、掺钕的钇铝石榴石激光器即YAG激光器和钕玻璃激光器等;它们的结构大致相同,特点是小而坚固、功率高,钕玻璃激光器是目前脉冲输出功率最高的器件,已达到数十兆瓦;2气体激光器:它的工作物质为气体;现已有各种气体原子、离子、金属蒸气、气体分子激光器;常用的有二氧化碳激光器、氦氖激光器和一氧化碳激光器,其形状如普通放电管,特点是输出稳定,单色性好,寿命长,但功率较小,转换效率较低;3液体激光器:它又可分为螯合物激光器、无机液体激光器和有机染料激光器,其中最重要的是有机染料激光器,它的最大特点是波长连续可调;4半导体激光器:它是较年轻的一种激光器,其中较成熟的是砷化镓激光器;特点是效率高、体积小、重量轻、结构简单,适宜于在飞机、军舰、坦克上以及步兵随身携带;可制成测距仪和瞄准器;但输出功率较小、定向性较差、受环境温度影响较大;应用——利用激光的高方向性、高单色性和高亮度等特点可实现无接触远距离测量;激光传感器常用于长度、距离、振动、速度、方位等物理量的测量,还可用于探伤和大气污染物的监测等;激光测长——精密测量长度是精密机械制造工业和光学加工工业的关键技术之一;现代长度计量多是利用光波的干涉现象来进行的,其精度主要取决于光的单色性的好坏;激光是最理想的光源,它比以往最好的单色光源氪-86灯还纯10万倍;因此激光测长的量程大、精度高;由光学原理可知单色光的最大可测长度 L与波长λ和谱线宽度δ之间的关系是L=λ2/δ;用氪-86灯可测最大长度为38.5厘米,对于较长物体就需分段测量而使精度降低;若用氦氖气体激光器,则最大可测几十公里;一般测量数米之内的长度,其精度可达微米;激光测距——它的原理与无线电雷达相同,将激光对准目标发射出去后,测量它的往返时间,再乘以光速即得到往返距离;由于激光具有高方向性、高单色性和高功率等优点,这些对于测远距离、判定目标方位、提高接收系统的信噪比、保证测量精度等都是很关键的,因此激光测距仪日益受到重视;在激光测距仪基础上发展起来的激光雷达不仅能测距,而且还可以测目标方位、运运速度和加速度等,已成功地用于人造卫星的测距和跟踪,例如采用红宝石激光器的激光雷达,测距范围为500~2000公里,误差仅几米;目前常采用红宝石激光器、钕玻璃激光器、二氧化碳激光器以及砷化镓激光器作为激光测距仪的光源;激光测厚——利用三角测距原理,上位于C型架的上、下方分割有一个精密激光测距传感器,由激光器发射出的调制激光打到被测物的表面,通过对线阵 CCD的信号进行采样处理,线阵CCD摄像机在控制电路的控制下同步得到被测物到C型架之间的距离,通过传感器反馈的数据来计算中间被测物的厚度;由于检测是连续进行的,因此就可以得到被测物的连续动态厚度值;影响激光测厚精度的安装因素:和其它传感器测厚一样,要实现精密测厚需要注意以下条件,否则再好的传感器也测不准;精密测厚,选精密激光位移传感器很重要,但如果两个传感器不能同步工作,安装不同轴,则根本测不准:1单激光位移传感器测厚被测体放在测量平台上,测量出传感器到平台表面距离,然后再测出传感器到被测体表面间距,经计算后测出厚度;要求被测体与测量平台之间无气隙,被测体无翘起;这些严格要求只有在离线情况能实现;2双激光位移传感器测厚在被测体上方和下方各安装一个激光位移传感器,被测体厚度D=C-A+B;其中,C 是两个传感器之间距离,A是上面传感器到被测体之间距离,B是下面传感器到被测体之间距离;在线厚度测量用这种方法优点是可消除被测体振动对测量结果的影响;但同时对传感器安装和性能有要求;保证测量准确性的条件是:两个传感器发射光束必须同轴,以及两个传感器扫描必须同步;同轴是靠安装实现,而同步要靠选择有同步端激光传感器;不同步将代来很大误差:如果被测体存在振动频率20HZ,振幅1mm,如果信号不同步延迟1ms,那么就会带来125µm误差;安装使两个激光同轴,不但确保被测体同一位置上的厚度,同时降低了被测体倾斜带来的误差;以被测体运动方向不同轴为例,当不同轴1mm,被测体倾斜2°可带来35µm误差;激光三角漫反射位移传感器用于测厚有明显优点:1非常小的测量光斑,是点光斑面积,它比面积型非接触电容、电涡流传感器需要的面积小很多,对被测体面积几乎无要求,适合测量非常小面积尺寸厚度;2较远的测量范围起始间距;它比非接触电容、电涡流传感器起始间距大很多;这样传感器可以远离被测体,免受碰坏,及被测体热辐射影响;3有很大的测量范围,这是其它传感器很难做到的;4与被测体材料无关,即金属非金属体,非透明有漫反射条件表面都能测;5用激光测厚取代同位素测厚,可以消除对用户的放射性损害;激光测振——它基于多普勒原理测量物体的振动速度;多普勒原理是指:若波源或接收波的观察者相对于传播波的媒质而运动,那么观察者所测到的频率不仅取决于波源发出的振动频率而且还取决于波源或观察者的运动速度的大小和方向;所测频率与波源的频率之差称为多普勒频移;在振动方向与方向一致时多普频移fd=v/λ,式中v 为振动速度、λ为波长;在激光多普勒振动速度测量仪中,由于光往返的原因,fd =2v/λ;这种测振仪在测量时由光学部分将物体的振动转换为相应的多普勒频移,并由光检测器将此频移转换为电信号,再由电路部分作适当处理后送往多普勒信号处理器将多普勒频移信号变换为与振动速度相对应的电信号,最后记录于磁带;这种测振仪采用波长为6328埃┱的氦氖激光器,用声光调制器进行光频调制,用石英晶体振荡器加功率放大电路作为声光调制器的驱动源,用光电倍增管进行光电检测,用频率跟踪器来处理多普勒信号;它的优点是使用方便,不需要固定参考系,不影响物体本身的振动,测量频率范围宽、精度高、动态范围大;缺点是测量过程受其他杂散光的影响较大;激光测速——它也是基多普勒原理的一种激光测速方法,用得较多的是激光多普勒流速计见激光流量计,它可以测量风洞气流速度、火箭燃料流速、飞行器喷射气流流速、大气风速和化学反应中粒子的大小及汇聚速度等;多普勒测速系统Doppler velocity-measuring system原理:从开过来的机车所听到的声波间的距离被压缩了,就好像一个人正在关手风琴;这个动作的结果产生一个明显的较高的音调;当火车离去时,声波传播开来,就出现了较低的声音--这种现象被称为“多普勒”效应;检查机动车速度的雷达测速仪也是利用这种多普勒效应;从测速仪里射出一束射线,射到汽车上再返回测速仪;测速仪里面的微型信息处理机把返回的波长与原波长进行比较;返回波长越紧密,前进的汽车速度也越快--那就证明驾驶员超速驾驶的可能性也越大;激光多普勒测速仪是测量通过激光探头的示踪粒子的多普勒信号,再根据速度与多普勒频率的关系得到速度;由于是激光测量,对于流场没有干扰,测速范围宽,而且由于多普勒频率与速度是线性关系,和该点的温度,压力没有关系,是目前世界上速度测量精度最高的仪器;多普勒测速工作原理可以用干涉条纹来说明;当聚焦透镜把两束入射光以某角会聚后,由干激光束良好的相干性,在会聚点上形成明暗相间的干涉条纹,条纹间隔正比干光波波长,而反比干半交角的正弦值;当流体中的粒子从条纹区的方向经过时,会依次散射出光强随时间变化的一列散射光波,称为多普勒信号;这列光波强度变化的频率称为多普勒频移;经过条纹区粒子的速度愈高,多普勒频移就愈高;将垂直于条纹方向上的粒子速度,除以条纹间隔,考虑到流体的折射率就能得到多普勒频移与流体速度之间线性关系;多普勒测速系统就是利用速度与多谱勒频移的线性关系来确定速度的;各个方向上的多普勒频率的相位差和粒子的直径成正比,利用监测到的相位差可以来确定粒径;光学测速测长系统相对于传统的测速测长系统编码器或测速电机的优势是:1编码器或测速马达测量都是依靠测速辊与被测量物体的摩擦来实现的,存在摩擦的地方就会有相对滑动的存在,尤其是在速度变化的过程中滑动更明显,此时会产生较明显的误差;而多普勒测量系统是非接触测量,从原理上消除了这个误差;2接触式测量过程中,当生产的产品为对表面光洁度要求非常高的产品时,比如不锈钢板带,容易对表面产生损伤,而采用多普勒测量系统完全避免;3编码器或测速马达是机械类产品,长期的运转存在机械磨损,从而影响到测量精度,而多普勒测量系统属于光学仪器,内部没有机械磨损,不存在随运行时间而测量精度变化的问题;4在钢铁的轧机或平整机运行过程中,由于在板带上有巨大的张力,在高速运行中会产生高频振动,对接触式的测速系统影响非常大;比如在平整机上,采用编码器对平整机的延长率进行控制时,实际测量的结果是板带平整后的延长率是在3%-15%之间变化,升速或降速时编码器信号由于摩擦打滑的影响无法参与控制;冷轧板带的延长率直接影响的是深冲性能,延长率控制不好,生产的成品板带的质量级别无法提高,无法满足比如家电生产企业,汽车生产企业等对深冲成型性能要求非常高的企业的要求;采用多普勒测量系统进行控制时,延长率一般可以控制在目标值的%左右波动,优势非常明显;而且轧机的升速,降速对其性能无任何影响,所以整卷钢带的成材率可以高达97%以上,效益非常明显;而采用编码器时,由于受到诸多限制,成材率一般低于85%;材料表面反射系数对激光传感器的影响激光漫反射位移传感器正常工作的前提是要求被测物体表面具有漫反射条件,出厂时厂家是用白陶瓷作为标准面;反射系数是光输入到表面能量与返回能量之比;光亮表面反射系数高,例如白纸就高,粗糙或黑色表面反射系数低,例如黑橡胶就低;并不是反射系数愈大愈好,当反射系数100%时,例如镜面时,激光成像光斑被100%反射回到激光光源,而接受漫反射的CCD端无成像光,所以镜面就不能正常工作;反之当反射系数为0%时绝对黑体,入射光被百分百吸收,无反射光,传感器也不能工作;只有反射系数<100%,和>0%之间,激光漫反射传感器才能可靠工作;各种材料表面反射系数:白陶瓷约95%白纸约75-80%金属材料约55-60%黑纸约5%黑橡胶约3-5%黑绒布约%激光传感器所能解决其它技术无法解决的问题激光传感器可用于其它技术无法应用的场合;例如,当目标很近时,计算来自目标反射光的普通光电传感器也能完成大量的精密位置检测任务;但是,当目标距离较远内或目标颜色变化时,普通光电传感器就难以应付了;虽然先进的背景噪声抑制传感器和三角测量传感器在目标颜色变化的情况下能较好地工作,但是,在目标角度不固定或目标太亮时,其性能的可预测性变差;此外,普通光电三角测量传感器一般量程只限于0.5m以内;超声波传感器虽然也经常用于检测距离较远的物体,而且由于它不是光学装置,所以不受颜色变化的影响;但是,超声波传感器是依据声速测量距离的,因此存在一些固有的缺点,不能用于以下场合;1待测目标与传感器的换能器不相垂直的场合;因为超声波检测的目标必须处于与传感器垂直方位偏角不大于10°角以内;2需要光束直径很小的场合;因为一般超声波束在离开传感器2m远时直径为0.76cm;3需要可见光斑进行位置校准的场合;4多风的场合;5真空场合;6温度梯度较大的场合;因为这种情况下会造成声速的变化;7需要快速响应的场合;而激光传感器能解决上述所有场合的检测;激光产品危险等级划分激光产品危险等级分类是描述激光系统对人体造成伤害程度的界定指标;分类从第I类激光无伤害到第IV类激光器如2000瓦二氧化碳激光器可以切割厚钢板;制造商必须在第II类,第III类和第IV类激光产品上贴有带激光危险等级分类字样的警告标签;第I类激光产品——没有生物性危害;任何可能观看的光束都是被屏蔽的,且在激光暴露时激光系统是互锁的;大型激光打印机如DEC LPS-40是由10毫瓦IIIb 类氦氖激光驱动的,尽管实际的激光器是IIIb类,但打印机是互锁的,以避免和暴露的激光束发生任何接触,因此,该设备不产生任何生物性危害;这也适用于CD 播放器和小型激光打印机,他们都是第一类设备;第II类激光产品——输出功率1毫瓦;不会灼伤皮肤,不会引起火灾;由于眼睛反射可以防止一些眼部损害,所以这类激光器不被视为危险的光学设备;例如当眼遇到明亮的光线时,会自动眨眼,或者转动头部以避开这些强光线;这就是所谓的反射行为或反射时间;在这段时间内这类激光产品不会对眼睛造成伤害;尽管如此,一个人也不会愿意较长时间盯着看它;在这类激光设备上应放黄色警告标签;第IIIa类激光产品——输出功率1毫瓦到5毫瓦;不会灼伤皮肤;在某种条件下,这类激光可以对眼睛造成致盲以及其他损伤;这类激光产品应该有:1激光发射指示灯,表明激光器是否在工作;2应该使用电源钥匙开关,阻止他人擅自使用;3应该贴有一个危险标签和输出xx的标签;第IIIb类激光产品——输出功率5毫瓦到500毫瓦;在功率比较高时,这类激光产品能够烧焦皮肤;这类激光产品明确定义为对眼睛有危害,尤其是在功率比较高时,将造成眼睛损伤;这类激光产品必须具备:1钥匙开关,阻止他人擅自使用;2激光发射指示灯,表明激光器是否在工作;3启动电源后有3至5秒延迟时间使操作者离开光束路径;4装有急停开关,随时关断激光光束;5在激光器上必须贴有红色的危险标签和xxaperature标签;250mw激光器照射一张红纸,不到2秒钟就点燃了第IV类激光产品——输出功率大于500毫瓦;这类激光产品一定能够造成眼睛损伤;就像灼烧皮肤和点燃衣物一样,激光能够引燃其他材料;这类激光系统必须具备:1钥匙开关,阻止他人擅自使用;2保险装置,防止工作时系统的保护盖被打开;3激光发射指示灯,表明激光器是否在工作;4装有急停开关,随时关断激光光束;5在激光器上贴好红色危险标签和xxaperature标签,这类激光反射光束和主光束一样都很危险;一个1000瓦二氧化碳激光器可以在一块钢板上打孔,设象一下,如果是眼睛会怎么样。
激光位移传感器操作手册V3.0目录第1章:产品概要......................................................................... 1-11.1 包装内容 ......................................................................................... 1-11.2 各部件名称及功能........................................................................... 1-21.3 安装................................................................................................. 1-3 第2章:设定与测量 ..................................................................... 2-1 第3章:软件操作......................................................................... 3-13.1 通信设置 ......................................................................................... 3-13.2 位置读取与归零设定 ....................................................................... 3-2 第4章:通讯指令......................................................................... 4-14.1 通讯参数列表 .................................................................................. 4-14.2 通讯协议 ......................................................................................... 4-4 第5章:产品规格......................................................................... 5-1 第6章:安全注意事项.................................................................. 6-1 第7章:保固 ................................................................................ 7-1版本更新历程激光位移计操作手册V3.0版本更新历程版本更新日期V1.0 第一版发行2018/09/03V2.0 新增「反应速度设定」与「中值滤波器设定」功能说明与通讯地址设定方式。
激光位移传感器的研究与应用摘要激光位移传感器,凭借其高精度测量与非接触操作的独特优势,在工业自动化及科学研究的广阔舞台占据了举足轻重的地位。
本研究深入剖析了激光位移传感器的工作原理、关键技术要素,及其在多领域应用的实例,并对该传感器的性能进行了全面审视与优化探索。
研究证实,该技术能够精准检测细微位移变化,为工业生产线的质量监控、物料精确定位,以及科研中微观形变的精密测量等提供了坚实的数据保障。
在技术升级的努力下,通过激光源的改良、光学系统优化及信号处理技术的增强,传感器的精确度与稳定性均实现了显著提升。
此外,激光位移传感器在智能机器人、交通监控等新兴应用领域的潜力逐渐显现,预示着其应用范围的不断拓展。
随着技术创新步伐的加快,激光位移传感器无疑将在更多领域绽放光彩,为相关行业的发展注入强劲动力。
关键词:激光位移传感器;高精度测量;非接触式测量;工业自动化;科研实验;性能优化;新兴领域应用目录摘要 (1)第一章引言 (3)1.1 激光位移传感器的研究背景 (3)1.2 激光位移传感器的应用意义 (4)1.3 当前研究现状及研究方法 (5)第二章激光位移传感器原理与技术 (7)2.1 激光测距原理 (7)2.2 关键技术分析 (8)2.3 传感器特点 (9)第三章激光位移传感器的应用实例 (11)3.1 工业自动化领域的应用 (11)3.2 科研实验领域的应用 (12)3.3 其他领域的应用 (12)第四章激光位移传感器的性能评估与优化 (14)4.1 性能评估指标 (14)4.2 性能优化方法 (14)第五章激光位移传感器市场前景与挑战 (16)5.1 市场前景分析 (16)5.2 行业挑战与机遇 (16)第六章结论与展望 (18)6.1 研究结论 (18)6.2 未来研究方向与展望 (18)第一章引言1.1 激光位移传感器的研究背景激光位移传感器,凭借其高精度和非接触式的测量特性,近年来在工业界和科研领域均受到了广泛的关注和应用。
基于双势阱系统的混沌振动研究刘树勇;位秀雷;王基;俞翔【摘要】应用多尺度法求出了双势阱系统自由振动响应的近似解析解,分析了系统响应中慢变分量和快变分量对响应的影响.采用平均法得到了系统的幅频关系表达式,给出了振动幅值和频率调节因子之间的舌状结构曲线,揭示了系统的非线性本质特征.为了证实理论分析的正确性,利用双势阱理论设计了单端磁吸式混沌振动试验装置.研究了不同激励幅值、不同激励频率下系统的响应.观察到了系统中出现的次谐波现象、超谐波现象以及系统中周期1运动的不同模式.通过参数改变,该系统在一定频率和激励幅值条件下可以产生持续稳定的混沌振动.应用相空间重构技术重构了实测信号的奇怪吸引子图,计算了混沌信号的最大Lyapunov指数和关联维数,研究结果为混沌工程应用提供了有益参考.%The multiscale method was applied to solve the approximate analytical solution to a two-well potential system's free vibration response.The effects of fast varying components and slow varying ones in the system response on the response were analyzed.The amplitude-frequency relationship of the system was obtained with the averaging method.The tongue shape structural curve of the vibration amplitude versus the frequency regulation factor was gained,it revealed the system's nonlinear essential characteristics.To verify the theoretical results,a test rig of magnetic absorbing leaf spring based on the two-well potential theory was designed here.The response characteristics of this system subjected to different excitation amplitudes and frequencies were studied.Subharmonic phenomena,superharmonic phenomena and different modes of period-1 motion of the system wereobserved.Meanwhile,through changing parameters of thesystem,continuous and stable chaotic vibration was excited under the condition of a certain frequency and excitation amplitude.The strange attractors of the measured signals were reconstructed with the phase space reconstruction technique.The maximum Lyapunov exponent and correlation dimension number of chaotic signals were calculated.Results were beneficial to the application of chaos phenomena in engineering.【期刊名称】《振动与冲击》【年(卷),期】2017(036)024【总页数】8页(P23-29,43)【关键词】双势阱;混沌振动;多尺度法;非线性时间序列【作者】刘树勇;位秀雷;王基;俞翔【作者单位】海军工程大学动力工程学院,武汉430033;海军工程大学动力工程学院,武汉430033;海军工程大学动力工程学院,武汉430033;海军工程大学动力工程学院,武汉430033【正文语种】中文【中图分类】TB535;O322混沌振动是混沌科学研究的重要课题,国内外学者围绕混沌振动的应用、控制和识别等问题开展了广泛的研究[1]。