SMT零件认识教材(料号编码原则)
- 格式:ppt
- 大小:1004.00 KB
- 文档页数:56
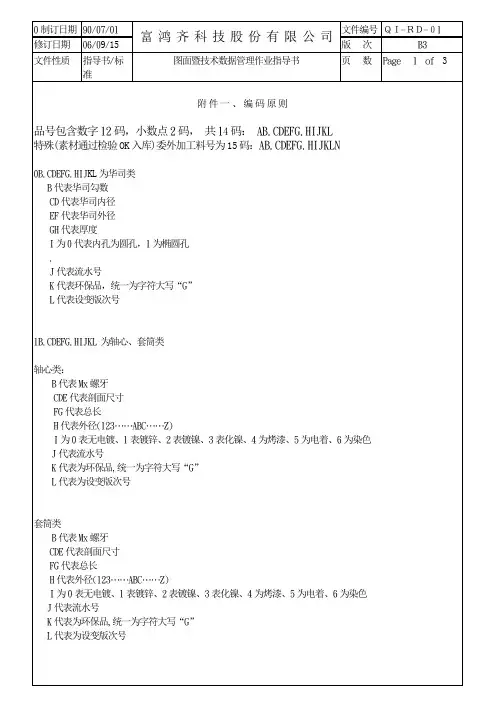
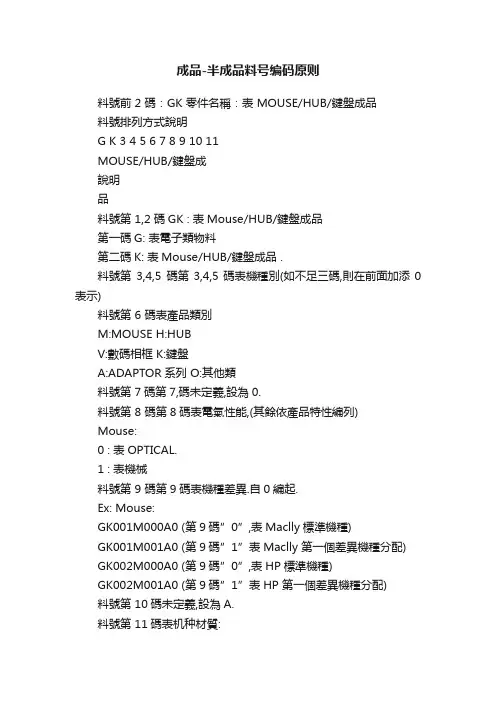
成品-半成品料号编码原则料號前 2 碼:GK 零件名稱:表 MOUSE/HUB/鍵盤成品料號排列方式說明G K 3 4 5 6 7 8 9 10 11MOUSE/HUB/鍵盤成說明品料號第 1,2 碼GK : 表Mouse/HUB/鍵盤成品第一碼G: 表電子類物料第二碼K: 表Mouse/HUB/鍵盤成品 .料號第3,4,5 碼第3,4,5碼表機種別(如不足三碼,則在前面加添0表示)料號第 6 碼表產品類別M:MOUSE H:HUBV:數碼相框 K:鍵盤A:ADAPTOR系列 O:其他類料號第 7碼第7,碼未定義,設為0.料號第 8 碼第8碼表電氣性能,(其餘依產品特性編列)Mouse:0 : 表OPTICAL.1 : 表機械料號第 9 碼第9碼表機種差異.自0編起.Ex: Mouse:GK001M000A0 (第9碼”0”,表Maclly標準機種)GK001M001A0 (第9碼”1”表Maclly 第一個差異機種分配) GK002M000A0 (第9碼”0”,表HP標準機種)GK002M001A0 (第9碼”1”表HP 第一個差異機種分配)料號第 10碼未定義,設為A.料號第 11碼表机种材質:0 = 非環保机种 1 = 環保机种EX: GK001M000A0料號前 2 碼:GR 零件名稱:表遥控器成品料號排列方式說明G R 3 4 5 6 7 8 9 10 11遥控器成品說明料號第 1,2 碼GR : 表遥控器成品第一碼G: 表電子類物料第二碼R: 表遥控器成品 .料號第3,4,5 碼第3,4,5碼表機種別(如不足三碼,則在前面加添0表示)料號第 6 碼表產品類別A:遥控器料號第 7,8,9碼表差异机种流水号。
自001开始料號第 10碼外壳:A:铝壳 P:塑胶壳料號第 11碼表机种材質:0 = 非環保机种 1 = 環保机种EX: GR001A001A1料號前 2 碼:GS 零件名稱:表轉接盒/移動硬盘成品料號排列方式說明G S 3 4 5 6 7 8 9 10 11轉接盒/移動硬盘成品說明料號第 1,2 碼GS: 表轉接盒/移動硬盘成品第一碼G: 表電子類物料第二碼S: 表轉接盒/移動硬盘成品.料號第3,4,5 碼第3,4,5碼表機種別(如不足三碼,則在前面加添0表示)料號第 6 碼表產品類別U : 表轉接盒UB --> USB ONLYF : 表轉接盒FW --> 1394C: 表轉接盒 1394A型 + USBD: 表轉接盒 1394B型 + USBY : 表Syncbox I 成品Z: 表Syncbox IC成品料號第 7,8,9 碼表差异机种流水号。
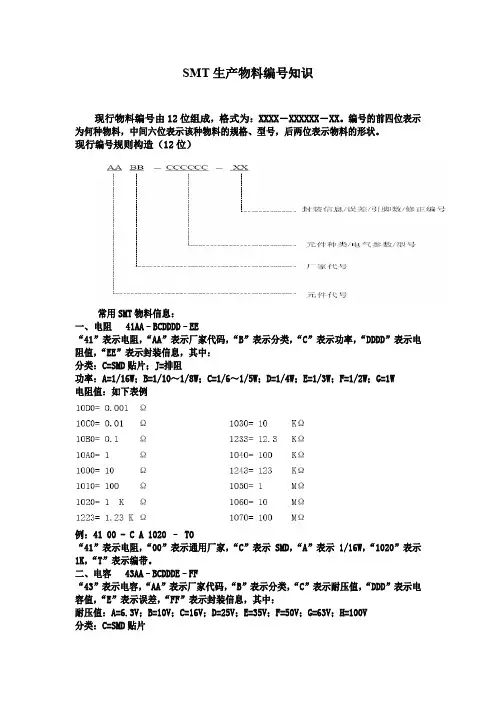
SMT生产物料编号知识现行物料编号由12位组成,格式为:XXXX―XXXXXX―XX。
编号的前四位表示为何种物料,中间六位表示该种物料的规格、型号,后两位表示物料的形状。
现行编号规则构造(12位)常用SMT物料信息:一、电阻 41AA–BCDDDD–EE“41”表示电阻,“AA”表示厂家代码,“B”表示分类,“C”表示功率,“DDDD”表示电阻值,“EE”表示封装信息,其中:分类:C=SMD贴片;J=排阻功率:A=1/16W;B=1/10~1/8W;C=1/6~1/5W;D=1/4W;E=1/3W;F=1/2W;G=1W电阻值:如下表例例:41 00 - C A 1020 – TO“41”表示电阻,“00”表示通用厂家,“C”表示SMD,“A”表示1/16W,“1020”表示1K,“T”表示编带。
二、电容 43AA–BCDDDE–FF“43”表示电容,“AA”表示厂家代码,“B”表示分类,“C”表示耐压值,“DDD”表示电容值,“E”表示误差,“FF”表示封装信息,其中:耐压值:A=6.3V;B=10V;C=16V;D=25V;E=35V;F=50V;G=63V;H=100V分类:C=SMD贴片误差:C=±5%;D=±10%;E=±20%;F=+80~-20%电容值:如下表例例:43 00 - C F 104 E - TO“43”表示电容,“00”表示通用厂家,“C”表示SMD,“F”表示50V耐压,“104”表示0.1 µF电容,“E”表示±20%误差,“T”表示编带。
三、二极管 45AA – BCCCCD - EE“45”表示二极管,“AA”表示厂家代码,“B”表示分类,“CCCC”表示型号规格,“EE”表示封装信息,其中:分类:1=整流管;2=高频管;4=晶体稳压管例:45 00 – 1 4148 S – T0“45”表示二极管,“00”表示通用厂家,“1”表示整流管,“4148”表示规格型号,“T”表示编带。

零件编码规则+最全
简介
本文档旨在介绍零件编码规则及其最全内容,以帮助读者更好地了解零件编码的基本原则和应用。
零件编码规则
零件编码规则是指用于标识和识别不同零件的一系列规则和方法。
通过为每个零件分配独特的编码,可以更方便地管理和组织存储的零件信息,并准确识别所需的零件。
基本原则
- 独一无二:每个零件应分配唯一的编码,避免重复和混淆。
- 可读性:零件编码应易于阅读和理解,以减少错误和误解。
- 有序结构:零件编码应具有明确的结构,便于分类和检索。
常用编码方法
1. 数字编码:使用数字来表示零件的特定属性或特征。
例如,使用数字表示零件的尺寸、材料或功能等。
2. 字母编码:使用字母来表示零件所属的类别或类型。
例如,使用字母表示零件的用途、部门或等级等。
3. 符号编码:使用符号或特殊字符来表示零件的某种属性或含义。
例如,使用符号表示零件的状态、状态变化或特殊要求等。
最全内容
以下是一些常见的零件编码内容,供读者参考:
结论
零件编码规则是管理和识别零件的重要工具,有效的零件编码可以提高工作效率和减少错误。
在实际应用中,可以根据需求和实际情况选择合适的编码方法和规则,并进行适当的调整和优化。
希望本文档对您了解零件编码规则有所帮助,如有任何疑问或需要进一步信息,请随时联系我们。
編碼的目的:(A1)料號編碼前置作業?(A2)料號編碼原則為何?(A3)料號編碼如何建檔?(A4)料號新增如何處理?(A5)料號修改如何處理?(A6)料號刪除如何處理?(A7)分類編號的缺點與改善對策?(A8)料號膨脹如何抑制處理?(A9)同樣功能材料不同廠商與規格如何編訂料號?(A10)促銷包裝在料號編訂上如何處理?編碼的目的:電腦系統中常以編碼作為各系統間互相連接的欄位,因此對編號欄位的處理及新增、修改、刪除等作業需更加小心與複雜;同時各項編碼有益於管理作業,使工作作業順暢。
編碼的好壞將影響程式設計難易度與程式執行的效率,及資料檢索的便利性。
(A1)料號編碼前置作業?先對料件進行分類,分類的原則:1.單一性2.普遍性3.簡易性4.伸縮性5.切合企業需要6.考慮電腦作業(A2)料號編碼原則為何?1.唯一性:一個編號僅能表示一個原料或物料,無任何兩種或兩種以上之原料或物料對應同一個編號。
2.擴展性:編號必需具備擴展性,任何類似性質之新原料或物料,均可續予一個新編號,不會因規則有變化使新品號編碼有困難。
3.簡短性:編號必需用最少數目之字母或數字以適當有效地表示該原料。
4.意義性:編碼必需很容易被瞭解與應用,亦即看其編碼就可瞭解其所表示為那一種原物料或者很容易可查的到。
5.定長性:編號之位數要一致,每一中間欄位不可有空白。
依據現況及預估未來(5/10年)可能的量定出編碼長度。
依物料特性區分大中小分類及流水號定出編碼長度。
6.組織性:便於存檔及使用帳卡。
(A3)料號編碼如何建檔?1.若沿用原有人工料號,則依人工料號建入電腦2.若料號自動編號則本系統提供幾種做法:無意義編號(1)數字順序編號法:流水號有意義編號(1)數字分段法:(2)分組編號法:(1)料號大類+流水號=料號(2)分類屬性組成料號(料號不可超出20位)A.分類屬性加流水號B.分類屬性自動組成料號大分類-中分類-小分類(3)暗示編號法3.規格由人工輸入資料,亦可由分類屬性說明自動組成規格說明。
物料编码规则1.目的:为更好的运用本公司的ERP系统,保证内部编码的一致性、规范性及唯一性。
特定义此说明。
2.范围:适用于本公司所有直接或间接生产材料或工具的编码规则。
3.定义:略。
4.职责:工程部负责制定及修改此编码规格。
5.具体说明:本公司使用的编码总位数为12位,全部采用数字的形式,除第1(大类)位为固定表示位外,其他2-12位依具体的各类材料的特性进行具体的定义和区分。
大类说明:1. 原材料(电子类物料)------第一位数固定为“1”2. 原材料(五金塑胶结构类)----第一位数固定为“2”3. 原材料(包装材料类)---------第一位数固定为“3”4. 辅料(焊锡类,胶水类,化工类,胶纸类)-----------第一位数固定为“4”5.客供器件---------第一位数固定为“5”6. 半成品(PCBA、外加工线束等)----第一位数固定为“6”7. 保留扩展项---------第一位数固定为“7”8. 保留扩展项---------第一位数固定为“8”9. 成品(整机类)---------第一位数固定为“9”核准审核制作周庆丰版本:Rev016 0 0“0”是有铅“1”表示RoHS机种型号代码2-3位:种类,01=SMT半成品 02=DIP半成品 03=组装完成品 04=邦定完成品 05=外发加工半成品4-7位:机种代码:8-10位:客户代码11位:序列号:9 0 0“0”是有铅“1”表示RoHS00”机种型号代码2-3位:补“00”4-7位:机种代码:8-10位:客户代码11位:序列号:。
一. 主旨 :為使物料便於管理,方便排序 二. 物料編碼之格式 :□ □ □ - □ □ □ □ □- □ □ □ □ ---- -大類別種類細分類流水號 機種碼 廠商編號 ….版本顏色 成型 …廠商代碼三. 料號代碼通則:(1). 大類別代碼:備註:(i). 主代碼中,英文字母I 、O 、 為恐怕與數字或字母1、0 類似,暫不採用,但廠商碼則不在此限(2). 廠商代碼:廠商名稱用三個字母簡稱之,一家廠商只有一個名字,按先後次序編列如下,如果不必指定廠家,則以 ” 000 ”、或” 空格 ”表示※ 注意:(a). 當有指定廠商時,才需要編寫廠商碼 (b). 零件代理商不可以編進來(c). 請留意不可重複編碼,要新增一家廠商時,請先到電腦檔案中查詢,確定是否編過 (d). 儘量取英文來編,如果該廠商只能使用中文時,中文廠商名稱以英文發音第一碼,例如:百竟 → BJ1, 利橋 → LC1 …..,當遇到相同英文碼時,以後面阿拉伯數字區別之。
(3).料號代碼通則:3-1.工作電壓代碼 :3-2.瓦特數代碼:3-3.誤差英文代碼 :3-4.顏色代碼 :3-5.包裝或成型方式代碼:3-6.電阻條碼代碼:3-7.SMD尺寸代碼:SMD 型的尺寸若不夠齊全,需先收集相關尺寸填入若為DIP電解電容,則以相同容值及相同廠牌,先到先編為原則,由1 開始流水號往上增加。
3-8.半導體封裝一般代碼:3-9.電容值代碼:3-10.電阻值代碼:四.各種代碼標示:(1).A、成品類□□□□……□□□- -A於成品編號前,加入” A “ 以方便在MIS中排序後面的號碼與成品編號完全相同,碼數會不相同。
(2).B、PCB (板材)□□□- □□□□□- □□□□- - - -B 00I08系列名稱:B1B2CA或是其他定義ZZ :暫用板配合的外殼樣式D:DIP 或雙組S:SIP 或單組或是其他定義:0 ~ Z流水號:01 ~ 99如果還不夠用則進入英文字母版本1…Z廠商代碼XXX備註:i.B01、B02 表示PC板銅箔層數ii.版本碼視變更情形,由工程部決定是否需變更料號碼因應。
物料编码原则[转贴]说明:以物料的编码为主线讲解编码的原则,但所讲编码原则同样适用于G u ru系统的客户编码、供应商编码、职员编码、部门编码、单位编码、仓库编码、各种类别编码和其他需要编码的任何项目等。
物料编码的意义物料编码是以简短的文字、符号或数字、号码来代表物料、品名、规格或类别及其他有关事项的一种管理工具。
在物料极为单纯、物料种类极少的工厂或许有没有物料编码都无关紧要,但在物料多到数百种或数千、数万种以上的工厂,物料编码就显得格外重要了。
此时,物料的领发、验收,请购、跟催、盘点、储存等工作极为频紧,而藉着物料编码,使各部门提高效率,各种物料资料传递迅速、意见沟通更加容易。
物料编码之功能如下:增强物料资料的正确性物料的领发、验收、请购、跟催、盘点、储存、记录等一切物料之活动均有物料编码可以查核,因此物料数据更加正确。
至于一物多名,一名多物或物名错乱之现象不致于发生。
提高物料管理的工作效率物料既有系统的排列,以物料编码代替文字的记述,物料管理简便省事,效率因此提高。
利于电脑的管理物料管理在物料编码推行彻底之后,方能进一步利用电脑作更有效的处理,以达到物料管理之效果。
降低物料库存、降低成本物料编码利于物料库存量的控制,同时利于呆料的防止,并提高物料管理工作的效率,因此可减轻资金的积压,降低成本。
防止物料舞弊事件之发生物料一经编码后,物料记录正确而迅速,物料储存井然有序,可以减少舞弊事件之发生。
便于物料之领用库存物料均有正确的统一的名称及规格予以编码。
对用料部门的领用以及物料仓库的发料都十分方便。
物料编码的原则物料编码必须合乎物料编码的原则,合理的物料编码,必须具备下列基本原则:简单性分类展开性完整性单一性一贯性可伸缩性组织性适应电脑管理充足性易记性一、简单性编码的目的在于将物料化繁为简,便于物料的管理,如果编码过于繁杂,则违反了编码之目的。