通管零件注塑模设计(有cad图)
- 格式:doc
- 大小:690.00 KB
- 文档页数:33
任务书系:专业:开题报告摘要介绍了一种管类零件采用斜销侧抽芯的注射模,一模两件,侧抽芯结构较复杂,对同类制品有一定的参考价值。
关键词:管类零件;侧浇口浇注系统;斜销侧抽芯ABSTRACTAn injection mould for a tube part with angle pin side core pulling. Two parts in a mold. The structure of the side core pulling is complex. It can provide some reference values for the similar parts.Key words: Tube parts; Edge gate runner system; Angle pin side core pulling目录摘要abstract1 引言 (1)2 制件工艺分析 (2)3成型方式分析及成型工艺参数的确定 (3)3.1方案分析比较及选择 (3)3.1.1采用压制成形 (3)3.1.2采用注射成形 (3)3.2 成型工艺参数的确定 (4)4 成型注射机的选择 (5)4.1 注塑体积与锁模力的计算 (5)4.1.1注射量 (5)4.1.2 锁模力 (5)4.2注射机选择 (6)5 模具结构的设计 (7)5.1 分型面及型腔的确定 (7)5.2 浇注系统设计 (7)5.3温度调节系统的设计 (8)5.3.1温度调节系统的作用及分类 (8)5.3.2模具温度调节的基本原则 (9)5.4成形零部件结构设计 (9)5.5导向和定位机构设计 (10)5.6 推出机构设计 (10)5.7 侧抽芯机构设计 (11)5.7.1抽芯机构分类: (11)5.7.2抽芯距和抽拔力的计算: (12)5.7.3 斜销的设计 (13)5.7.4滑块的设计 (14)5.7.5 滑块的导槽 (14)5.7.6滑块的定位装置 (15)5.7.7锁紧块 (15)5.8 模板的选择 (16)6 成型零件的尺寸计算和参数校核 (17)6.1 成形零件的工作尺寸计算 (17)6.2 刚度和强度的校核 (19)7 注塑工艺参数及模具安装尺寸的校核 (20)7.1 注塑工艺参数的校核 (20)7.1.1最大注塑量的校核 (20)7.1.2注射压力的校核 (20)7.1.3锁模力的校核 (20)7.1.4开模行程的校核 (21)7.3 模具安装尺寸的校核 (21)7.3.1喷嘴尺寸 (21)7.3.2 定位圈尺寸校核 (22)7.3.3模具外形尺寸校核 (22)7.3.4模具厚度校核 (22)8材料的选择和加工 (23)8.1 成型零件及模板材料的选择 (23)8.2 紧固零件的选择 (23)9 试模 (25)9.1模具安装 (25)9.2试模 (25)9.3试模结论 (26)参考文献 (27)结论 (28)致谢 (29)1 引言模具是制造业的一种基本工艺装备,它的作用是控制和限制材料(固态或液态)的流动,使之形成所需要的形体。

D30等径三通注塑模具设计摘要三通管作为一种日常生活中广泛使用的连接件,本设计对三通管的注塑模具设计方法进行了阐述。
通过本设计可以对注塑模具有一个全面的了解,以及设计中需要注意的一些细节,了解模具的结构和工作原理。
此次设计为D30等径三通管注塑模具设计,利用pro/e进行三维造型,确定塑件体积质量等参数。
设计包括对塑件材料的选择和结构的分析;进行三通接头成型工艺分析、确定成型方案;注塑机型号的选择、确定收缩率和分型面,进行模具尺寸计算;浇注系统的形式和浇口的设计、导向定位机构、侧向分型与抽芯机构;脱模机构和分型面、排气系统以及温度调节系统等。
根据塑件的产品数量要求,以及结构要求,该模具采用一模两腔。
利用pro/e、CAD 软件设计成形零件,从而进行全方面的参数化设计,即对模具进行分模、生产元件、装配、试模、开模设计。
关键词:三通管,注塑模具,导向定位,浇注系统,分型D30 Tee injection mold designABSTRACTOnly material by molding with the use of various products to bee the value of the molding die is used having a certain shape and size of major process equipment ofvarious products are widely used in many materials processing industry.As a tee connector widely used in daily life, the paper injection mold design tee described. Injection mold can have a preliminary understanding, as well as some of the design details that need attention through the design and understanding of the structure and working principle of mold. The design for the D30 Tee pipe injection mold design, the use of pro / e for three-dimensional modeling, to determine the volume of plastic parts quality and other parameters. Design includes analysis of the choice of materials and structure of the plastic parts, injection molding machine model selection, casting gating system design form and guide positioning mechanism, side parting and pulling mechanism, stripping agencies and sub-surface , the exhaust system and the temperature regulation system.KEY WORDS:Tee, Injection mold, oriented positioning, gating system, type目录前言1第1章概论31.1 塑料模具的意义31.1.1 塑料模具成型在国民经济的地位31.1.2 塑料模具成型在塑料工业的重要性31.2 塑料模具的发展状况和趋势41.2.1 国外模具的发展状况和趋势41.2.2 国模具的发展状况和趋势5第2章成型工艺分析72.1 塑件材料分析72.1.1 塑件分析72.1.2 材料特征82.2 塑料成型工艺性能分析92.2.1 流动性92.2.2 收缩性92.2.3 吸湿性102.3 塑料成型工艺性能分析102.3.1 可行性分析102.3.2 塑件尺寸精度分析102.3.3 塑件表面质量分析 (11)2.3.4 塑件结构分析 (11)第3章注射机的选择与校核123.1 注射机的选择123.1.1 制件的体积计算123.1.2 注射机的选择 (13)3.2 注射机的校核133.2.1 最大注射量的校核133.2.2 锁模力的校核143.2.3 最大注射压力的校核143.2.4 抽芯距离的校核143.2.5开模行程的校核15第4章注射模的设计164.1 浇注系统的设计164.1.1 主流道的设计164.1.2 分流道的设计174.1.3 浇口的设计 (18)4.1.4 冷料穴设计 (18)4.2 模架的选取194.2.1 塑料注射模架结构 (19)4.2.2 标准模架的选用 (20)4.3 分型面的选择与型腔数目的确定214.3.1分型面的选择 (21)4.3.2 型腔数目的选择 (22)4.3.3 型腔的布置方式 (22)4.3.4 排气槽的设计 (23)第5章成型零件的结构设计与计算255.1 成型零件的结构设计255.1.1凹模的结构形式 (25)5.1.2凹模的结构设计 (25)5.2 成型零件工作尺寸的计算265.2.1凹模和型芯径向尺寸的计算 (26)5.3 冷却系统的设计275.3.1冷却效率对生产的影响 (27)5.3.2冷却系统的设计原则 (28)第6章推出机构与抽芯机构的设计296.1 脱模机构设计原则296.1.1 脱模力的计算 (29)6.2 侧向抽芯机构设计306.2.1 侧型芯结构设计 (30)6.2.2 脱模力 (31)6.2.3 斜导柱的结构形式 (32)6.2.4 楔紧块的设计 (32)6.2.5 合模导向机构设计 (33)6.2.6 侧滑块设计 (33)6.2.7 滑块导滑槽设计 (34)6.2.8 导向零件 (34)6.2.9 支承零部件设计 (35)6.3 装配总图35结论37辞38参考文献39外文资料翻译42前言塑料工业是当今世界上增长最快的工业门类之一,随着现代高新科学技术的飞速发展,越来越多的具有优异性能的高分子材料不断涌现,促进了塑料工业的飞速发展,现在塑料产品的已经占领人们生活生产的很大市场,并已经成为我们生产生活中不可或缺的一部分,在我国的国民经济中发挥着越来越重要的作用。


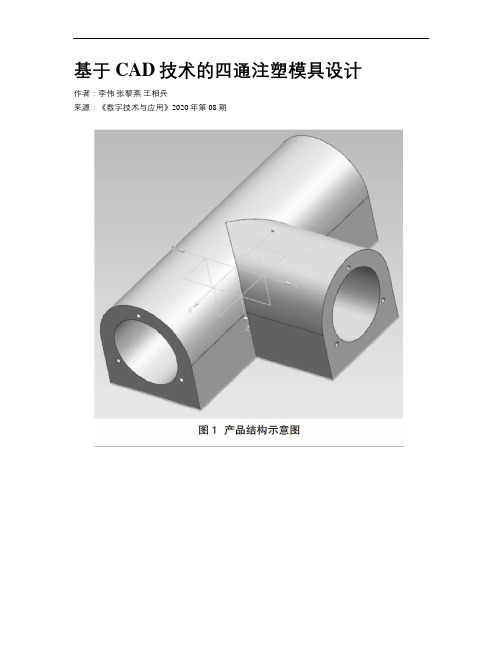
基于CAD技术的四通注塑模具设计作者:李伟张黎燕王相兵来源:《数字技术与应用》2020年第08期摘要:本文通过四通产品使用性能和使用场所的分析,经常拆装、密封性要求较高,选择了PVC塑料的成型材料;由于成型效率高、产品一致性好、尺寸稳定性优良的特点,进一步确定了注塑成型的工艺方案。
通过产品结构特点的分析,合理确定了模具的主开模方向;根据产品批量的需求,进行了模具的型腔布局,并且在侧面设计了三个方向抽芯的注塑模具。
通过公式计算和尺寸圆整,合理选用了斜导柱的长度、直径和数量;根据合模时斜导柱、斜滑块孔的位置要求,选用了斜滑块底部使用“弹簧+滚子”精确定位的结构装置,最终保证了侧抽芯机构的顺利、安全运行,提高了生产效率,保证了产品的批量供应。
关键词:斜导柱;斜滑块;侧抽芯;四通;注塑模中图分类号:TQ320 文献标识码:A 文章编号:1007-9416(2020)08-0157-03四通产品是一种易损件,需求量比较大,在液体、气体等流体的输送或者传递过程中广泛使用,尤其对方向的转换起到了至关重要的作用。
四通产品通常使用的材料也非常的广泛,但随着化工技术的发展,塑料越来越广泛的得到应用,而与之相匹配的注塑成型技术,由于其效率高、一致性好、成本低而被广为使用。
1 工艺分析1.1 注塑成型工艺分析该四通产品选用硬质PVC塑料,具有强度高、阻燃、几何稳定性高、抗氧化、耐酸碱腐蚀等优点,收缩率0.2%~ 0.6%,熔化温度185~205℃。
1.2 产品工艺结构分析本文的四通产品,结构如图1所示,分为4个不同方向、且两两垂直的孔,并且在三个端面的边缘分别均布3个φ1.2×5mm小孔;产品外形尺寸70×48×26(單位:mm),平均壁厚4mm,投影面积2392mm2,体积28215.3mm3。
2 分型设计2.1 分型面的选择为保证产品的表面质量,不留有明显的分型线,根据产品的结构特点,与之相配套的注塑模具开模方向和主分型面的位置如图1黄色线条所示;为保证产品的正常生产,还需要在其他三个方向上设计侧抽芯机构,示意如图1。
从塑件分析、工艺分析、结构设计三个方面详细阐述了塑料瓶盖注塑模的设计过程。
塑件分析主要从塑件的表面质量进行分析。
在成型工艺上从塑件的用料以及分型面的确定上探讨了如何合理地进行成型浇注。
在结构上介绍注射模的工作原理,该模具可实现塑件自动卸料,降低了操作强度,提高了提高了劳动生产率。
给出模具设计装配图,主要部件的设计参数及工艺要点。
关键词:注塑模;塑料瓶盖;模具制造;测绘,草图,装配图,零件图From the analysis of plastic part, process analysis, structural design in three aspects in detail elaborated the plastic bottle cap injection mold design process. Analysis of plastic parts mainly from the surface quality of plastic parts for analysis. During the molding process from the plastic parts of the materials and the determination of surface discusses how to reasonably molding casting. In the structure of the injection mold 's principle of work, the mold of plastic part can be realized automatically discharge, reduces the operation intensity, raises the labor productivity. Given the design of die assembly drawing, the main components of the design parameters and technical points.Key words: Injection mold; plastic cap; mold manufacturing; mapping, sketches, assembly drawings, part drawing目录引言 (1)1.塑件分析 (2)2.塑件工艺性分析 (2)2.1.塑件原材料分析 (2)2.2分型面的确定 (2)3. 模具结构分析 (2)3.1.抽芯方式的确定 (3)3.2.浇注系统的设计 (3)3.3.三通接头螺纹的加工方法 (4)4.结论 (4)谢辞 (5)参考文献 (6)引言随着我国经济与国际的接轨和国家经济建设持续稳定的发展,塑料制件的应用快速上升,模具设计与制造和塑料成型的各类企业日益增多,塑料成型工业在基础工业中的地位和对国民经济的影响日益重要。
直三通注塑模设计摘要三通管作为一种连接件在日常生活中应用广泛,本文对塑料模具的设计方法及过程进行了阐述。
包括了塑件结构的分析和材料的选择,拟定模具结构形式、注塑机型号的选择,浇注系统的形式和浇口的设计、成型零件的设计、模架的确定和标准件的选用。
合模导向机构的确定、脱模推出机构的确定,侧向分型与抽芯机构的设计、排气系统的设计、模具温度调节系统的设计、典型零件制造工艺、模具材料的选用等。
关键词三通管;注塑模;导向;分型;脱模ABSTRACTThe Three Links Pipeline as a kind of attachment is widely used in daily life. In the paper, the design method and processes of the plastics mould have been described. including the structural analysis and material selection of the plastic, drawing up the mold structural style, selection of the injection molding machine, the form of feed system and the design of the runner, the design of shaped parts, mold-determination and selection of standards, the oriented institutions to identify for mold clamping, the determination of ejector organization for de-molding, the design of lateral core-pulling organization, the design of the mold pumping system, the design of the system for controlling the mold temperature, the manufacturing processes of typical components, selection of the mold material and so on.Keywords Three links pipeline; Injection mould; director; joint face; stripping目录1 前言 (1)1.1 我国塑料模具工业的发展现状 (1)1.2 国际塑料模具工业的发展现状 (1)1.2.1 网络的CAD/CAE/CAM一体化系统结构初见端倪 (2)1.2.2 AM软件日益深人人心并发挥越来越重要的作用 (2)1.2.3 AM软件的智能化程度正在逐渐提高 (2)1.2.4 设计与3D分析的重要性更加明确 (2)1.3 我国塑料模具工业和技术今后的主要发展方向 (3)1.4 本次设计的目的 (4)2塑件成型工艺性分析 (5)2.1 塑件(直三通)分析 (5)2.1.1 塑件图(因使用需要对原式样有所改进 (5)2.1.2 塑件分析 (5)2.1.3 成型工艺分析如下 (5)2.2 ABS的注射成型过程及工艺参数 (6)2.2.1 注射成型过程 (6)2.2.2 ABS的注射工艺参数 (6)2.2.3 ABS化学和物理特性 (7)2.2.4 ABS塑料的主要技术指标 (8)3 拟定模具结构形式 (9)3.1 分型面的选择 (9)3.1.1 分型面的选择原则 (9)3.1.2 分型面的确定 (9)3.2 型腔数目的确定 (10)4注塑机型号的确定 (11)4.1 所需注射量的计算 (11)4.2 塑件和流道凝料在分型面上的投影面积及所需锁模力的计算 (11)4.3 选择注射机 (12)4.4 注射机有关参数的校核 (13)4.4.1 型腔数量的校核 (13)4.4.2 注射机工艺参数的校核 (13)4.4.3 安装尺寸 (14)4.4.4 开模行程的校核 (14)4.4.5 模架尺寸与注射机拉杆内间距校核 (14)5浇注系统的形式和浇口的设计 (15)5.1 主流道的设计 (15)5.1.1 主流道设计要点 (15)5.1.2 主流道尺寸 (15)5.1.3 主流道衬套的形式 (16)5.1.4 主流道衬套的固定 (17)5.2 冷料穴的设计 (17)5.3 分流道的设计 (19)5.3.1 分流道的布置形式 (19)5.3.2 分流道的长度 (19)5.3.3 分流道的形状及尺寸 (19)5.3.4 分流道的表面粗糙度 (20)5.4 浇口的设计 (20)5.4.1 浇口的形式 (21)5.4.2 浇口类型的选择 (21)5.4.3 浇口位置的选择 (22)5.4.4 浇口的尺寸的确定 (22)5.5 浇注系统的平衡 (22)5.6 浇注系统凝料体积计算 (22)5.7 浇注系统各截面流过熔体的体积计算 (23)5.8 普通浇注系统截面尺寸的计算与校核 (23)5.8.1 确定适当的剪切速率 (23)5.8.2 确定主流道体积流率 (23)5.8.3 注射时间(充模时间)的计算 (24)5.8.4 校核各处剪切速率 (24)6 成型零件的结构设计和计算 (26)6.1 成型零件的结构设计 (26)6.2 成型零件工作尺寸的计算 (26)6.3 型腔零件强度、刚度的校核 (30)6.3.1 根据侧壁厚度校核强度、刚度 (30)6.3.2 根据底板厚度校核强度、刚度 (31)7 模架的确定和标准件的选用 (33)8 合模导向机构的设计 (35)8.1 导向结构的总体设计 (35)8.2 导柱设计 (35)8.3 导套设计 (36)9 脱模推出机构的设计 (37)9.1 脱模力的计算 (37)9.2 脱模机构的结构设计 (38)10 侧向抽芯机构的设计 (39)10.1 抽芯距与抽芯力的计算 (39)10.2 斜导柱截面尺寸的确定 (40)10.3 楔紧块的设计 (41)11 排气系统的设计 (43)12 温度调节系统设计 (44)12.1 冷却时间的计算 (44)12.2 冷却管道传热面积及管道数目的简易计算 (45)13 典型零件的制造加工工艺 (48)13.1 带头导柱的制造工艺 (48)13.2 编程零件及刀具选择 (49)13.3 切削用量确定 (49)13.4 编制加工程序 (49)14 设计小结 (51)参考文献 (52)致谢词 (53)附录 (54)1 前言1.1我国塑料模具工业的发展现状80年代以来,在国家产业政策和与之配套的一系列国家经济政策的支持和引导下,我国模具工业发展迅速,年均增速均为13%,1999年我国模具工业产值为245亿, 2003年模具进出口统计中,我国模具的出口总额为2.52亿美元,我国模具的出口总额3亿美元,进口额则达到13亿多美元,在进口模具中的塑料模具占到50%左右。
目录1前言 (III)1.1 CAD在注塑模设计中的应用现状和发展趋势 (1)1.1.1 应用现状 (1)1.1.2发展趋势 (1)1.2 本课题设计的目的与意义 (1)2设计任务 (2)2.1塑件结构与尺寸 (2)2.2塑件材料分析 (2)2.2.1聚丙烯的加工性能 (3)2.3结构分析 (3)2.4塑件尺寸精度分析 (4)2.5塑件的壁厚分析 (4)2.6计算塑件的体积和质量 (4)3确定塑件注射工艺参数 (4)4注射模结构设计 (4)4.1模具型腔排列方式的确定 (4)4.2模具分型面的选择 (5)4.3注射模浇注系统的设计 (6)4.4推出机构的设计 (7)4.5合模导向机构 (9)4.6排气机构 (10)4.7温控系统的计算 (11)5成型零件结构设计及尺寸计算 (12)5.1 注射模成型零件结构设计及固定形式 (12)5.1.1成型零件的计算 (14)5.2 型腔型芯有关尺寸计算 (14)6型腔壁厚和底板厚度计算 (15)7标准模架的选择 (15)8注塑机的确定与校核 (16)8.1注塑机的选用原则: (16)8.2注射机选用后基本参数的校核 (16)8.2.1注射量的校核 (16)8.2.2锁模力的校核 (17)8.2.3注射压力的校核 (17)8.2.4模具高度与注射机闭合高度关系的校核 (17)8.2.5开模行程校核 (17)8.2.6推出装置校核 (17)8.2.7模具外形尺寸校核 (17)8.2.8喷嘴的校核 (17)8.3 模具与注射机安装部分相关尺寸的校核 (17)8.3.1模架各个尺寸的校核 (17)8.3.2模具开模行程的校核 (17)9模具总装配图 (18)参考文献 (19)致谢 (20)【摘要】本设计是关于球头圆盘的注塑模具设计,通过CAD软件对模具的成型零部件、浇注系统、脱模结构、冷却系统、导向定位系统等进行了设计,对成型零部件的加工尺寸及其公差进行了计算,并完成了模具中非标准零件的加工零件图。
1 绪论模具仔加工工业中的地位模具产品的品种很多,主要以冲压模具、塑料模具和压铸模具为主。
塑料注射模具是现在所有塑料模具中使用最广的模具,能够成型复杂的高精度的塑料制品。
塑料工业是一门新兴的工业,它包含塑料原料的生产(树脂和塑料的生产)和塑料制品生产(也称塑料成型或塑料加工工业)两个系统。
没有塑料的生产,就没有塑料制品的生产;没有塑料制品的生产,塑料就不能变成工业产品和生活用品。
塑料工业是一个快速发展的产业,自1907年美籍比利时人列奥·贝克兰合成塑料酚醛塑料(PF)开始,世界塑料工业仅有100年的历史。
现代模具设计与制造技术,涉及机械工程、信息与电子工程、冶金与材料工程、工程管理等学科专业范围。
优化模具系统结构设计和型件的CAD/CAE/CAM并使之趋于智能化,提高型件成形加工工艺和模具标准化水平,提高模具制造精度与质量,降低型件表面研磨、抛光作业量和制造周期;研究、应用针对各种类模具型件所采用的高性能、易切削的专用材料,以提高模具使用性能;为适应市场多样化和新产品试制,应用快速原型制造技术和快速制模技术,以快速制造成型冲模、塑料注射模或压铸模等,应当是未来5~20年的模具生产技术的发展趋势。
所以在这种情况下研究这一课题是具有现实意义的近年来,我国塑料模具在高技术驱动和支柱产业应用需求的推动下,形成了一个巨大的产业链条。
模具技术已成为衡量一个国家产品制造水平的重要标志之一。
美国工业界认为“模具是美国工业的基石”;日本称模具工业为“进入富裕社会的原动力”;在德国,被冠之以“金属加工业中的帝王”之称号;而欧盟一些国家称“模具就是黄金”;新加坡政府则把模具工业作为“磁力工业”;中国模具权威经理称为“模具是印钞机”。
可见模具工业在世界各国经济发展中具有重要的显著地位。
注射模具简介注塑模亦称注射模。
它是热塑性塑料成型加工中常用的一种模具。
注塑模由动模和定模两部分组成。
成型零件是构成模具型腔部分的零件,包括内模镶件、型芯和侧抽芯等。
通管零件注塑模设计摘要介绍了一种管类零件采用斜销侧抽芯的注射模,一模两件,侧抽芯结构较复杂,对同类制品有一定的参考价值。
关键词:管类零件;侧浇口浇注系统;斜销侧抽芯ABSTRACTAn injection mould for a tube part with angle pin side core pulling. Two parts in a mold. The structure of the side core pulling is complex. It can provide some reference values for the similar parts.Key words: Tube parts; Edge gate runner system; Angle pin side core pulling目录1 引言 (1)2 制件工艺分析 (2)3成型方式分析及成型工艺参数的确定 (3)3.1方案分析比较及选择 (3)3.1.1采用压制成形 (3)3.1.2采用注射成形 (3)3.2 成型工艺参数的确定 (4)4 成型注射机的选择 (5)4.1 注塑体积与锁模力的计算 (5)4.1.1注射量 (5)4.1.2 锁模力 (5)4.2注射机选择 (6)5 模具结构的设计 (7)5.1 分型面及型腔的确定 (7)5.2 浇注系统设计 (7)5.3温度调节系统的设计 (8)5.3.1温度调节系统的作用及分类 (8)5.3.2模具温度调节的基本原则 (9)5.4成形零部件结构设计 (9)5.5导向和定位机构设计 (10)5.6 推出机构设计 (10)5.7 侧抽芯机构设计 (11)5.7.1抽芯机构分类: (11)5.7.2抽芯距和抽拔力的计算: (12)5.7.3 斜销的设计 (13)5.7.4滑块的设计 (14)5.7.5 滑块的导槽 (14)5.7.6滑块的定位装置 (15)5.7.7锁紧块 (15)5.8 模板的选择 (16)6 成型零件的尺寸计算和参数校核 (17)6.1 成形零件的工作尺寸计算 (17)6.2 刚度和强度的校核 (19)7 注塑工艺参数及模具安装尺寸的校核 (20)7.1 注塑工艺参数的校核 (20)7.1.1最大注塑量的校核 (20)7.1.2注射压力的校核 (20)7.1.3锁模力的校核 (20)7.1.4开模行程的校核 (21)7.3 模具安装尺寸的校核 (21)7.3.1喷嘴尺寸 (21)7.3.2 定位圈尺寸校核 (22)7.3.3模具外形尺寸校核 (22)7.3.4模具厚度校核 (22)8材料的选择和加工 (23)8.1 成型零件及模板材料的选择 (23)8.2 紧固零件的选择 (23)9 试模 (25)9.1模具安装 (25)9.2试模 (25)9.3试模结论 (26)参考文献 (27)结论 (28)致谢 (29)1 引言模具是制造业的一种基本工艺装备,它的作用是控制和限制材料(固态或液态)的流动,使之形成所需要的形体。
用模具制造零件以其效率高,产品质量好,材料消耗低,生产成本低而广泛应用于制造业中。
模具工业是国民经济的基础工业,是国际上公认的关键工业。
模具生产技术水平的高低是衡量一个国家产品制造水平高低的重要标志,它在很大程度上决定着产品的质量,效益和新产品的开发能力。
振兴和发展我国的模具工业,正日益受到人们的关注。
早在1989年3月中国政府颁布的《关于当前产业政策要点的决定》中,将模具列为机械工业技术改造序列的第一位。
模具工业既是高新技术产业的一个组成部分,又是高新技术产业化的重要领域。
模具在机械,电子,轻工,汽车,纺织,航空,航天等工业领域里,日益成为使用最广泛的主要工艺装备,它承担了这些工业领域中60%~90%的产品的零件,组件和部件的生产加工。
模具制造的重要性主要体现在市场的需求上,仅以汽车,摩托车行业的模具市场为例。
汽车,摩托车行业是模具最大的市场,在工业发达的国家,这一市场占整个模具市场一半左右。
汽车工业是我国国民经济五大支柱产业之一,汽车工业重点是发展零部件,经济型轿车和重型汽车,汽车模具作为发展重点,已在汽车工业产业政策中得到了明确。
汽车基本车型不断增加,2005年将达到170种。
一个型号的汽车所需模具达几千副,价值上亿元。
为了适应市场的需求,汽车将不断换型,汽车换型时约有80%的模具需要更换。
中国摩托车产量位居世界第一,据统计,中国摩托车共有14种排量80多个车型,1000多个型号。
单辆摩托车约有零件2000种,共计5000多个,其中一半以上需要模具生产。
一个型号的摩托车生产需1000副模具,总价值为1000多万元。
其他行业,如电子及通讯,家电,建筑等,也存在巨大的模具市场。
目前世界模具市场供不应求,模具的主要出口国是美国,日本,法国,瑞士等国家。
中国模具出口数量极少,但中国模具钳工技术水平高,劳动成本低,只要配备一些先进的数控制模设备,提高模具加工质量,缩短生产周期,沟通外贸渠道,模具出口将会有很大发展。
研究和发展模具技术,提高模具技术水平,对于促进国民经济的发展有着特别重要的意义。
2 制件工艺分析制件为一塑料,材料为PE(聚乙烯)。
PE为白色蜡状半透明物,结晶形塑料,流动性极好溢流间隙相对较小,流动性对压力敏感度高,韧性好很柔软在模具中可以进行强制脱模。
由于制品未注明公差,根据表2-2]1[选取塑件公差等级为MT6级。
根据表3-5-1]2[取相应的模具制造公差为IT11级。
制品壁厚均匀为1mm,具有足够的强度和刚度,能经受住脱模机构的冲击与震动,装配时能承受紧固力,能充分满足使用要求与成形要求。
脱模时用顶杆顶出可以保证顺利脱模。
3成型方式分析及成型工艺参数的确定3.1方案分析比较及选择3.1.1采用压制成形压制成型原理是将粉状、粒状、碎屑状或纤维状的塑料放入成型温度下的模具加料室中,然后合模加压,使其成型并固化,从而获得所需塑件。
热固性塑料和热塑性塑料都可以用压塑成形,但主要用于热固性塑料。
压塑成形的主要优点是使用的设备和模具比较简单;适与成型较大平面的塑件和流动性较差的纤维为填料的塑件,且塑件收缩小、变形小,各向性能比较均匀。
它的主要缺点是生产周期长、效率低;劳动强度大,尤其是移动式模具;制品常有较厚的溢边,不能模压要求尺寸精度准确性较高的制品。
3.1.2采用注射成形注射成形是将粉状或颗粒状塑料从注射机料斗送入已加热的料筒,经加热熔融、塑化,使之成为黏流熔体,在柱塞或螺杆的推动下,以合理的流速通过料筒前端的喷嘴注入温度较低的闭合模具中,经冷却保压后开模分型,得到具有一定形状和尺寸的塑件。
几乎所有的热塑性塑料和部分热固性塑料都可以用注射成形。
制品原料为PE,属于热塑性塑料。
采用方案一成形制品时,由于热塑性塑料模压时模具需要交替加热与冷却,容易使得材料温度过高从而分解。
与前种成形方法相比,注射成形具有成形温度稳定,周期短,能一次成形外形复杂、尺寸精确的制品,生产效率高,易于自动化;注塑机为单机操作,更换原料及模具均很方便,是一种经济高效的成形方法。
由此可见,方案二是成形制品的最好方案。
3.2 成型工艺参数的确定注塑过程包括加料、塑化、注射、保压冷却和脱模等几个步骤,其中最重要的是塑化、注射和模塑三个阶段。
塑料成型工艺参数的确定与注塑过程密切相关。
PE塑料成型工艺参数如表1所示:表1 PE塑料成型工艺参数预热和干燥温度/°C70~80时间/h 1~2料筒温度/°C 前段140~160 中段160~200 后段170~200成形时间/s 注射0~3保压15~50冷却20~40总周期40~130 喷嘴温度/°C 220~350模具温度/°C 60~70保压压力/MPa 100~250注射压力/MPa 400~8004 成型注射机的选择4.1 注塑体积与锁模力的计算4.1.1注射量塑件可看作由五部分组成如下图所示:图1 塑件图圆环1: V1=π(102-92)×31=1849.46mm3梯形2: V2=(3+10)×7×2÷2=91 mm3梯形3: V3=(7+14)×14×2÷2=294 mm3圆环4: V4=π×(32-22)×14=219.8 mm3圆5: V5=π(102-22)×1=301.44 mm3总注射量为:V=(V1+ V2+ V3+ V4+ V5)×2÷70%=(1849.46+91+294+219.8+301.44)×2÷70%=7873.43 mm34.1.2 锁模力F锁≥q A分]3[q取35MPaA分=20×32+14×6+(3+10)×7÷2+(7+14)×14×2=1357.5mm2∴F锁≥35×106×1357.5×106 =47.513kN式中F锁——注射机的额定锁模力(N);q——模具型腔内塑料熔体平均压力(MPa);A分——塑件及浇注系统在分型面上的总投影面积(mm2)4.2注射机选择经测量计算,制品与浇注系统总体积约为7873 mm3,综合考虑制品的外形尺寸、注射时所需压力等情况,可初步选用XS-Z-60型注射机。
该型号注射机基本参数如表2表2 注射机基本参数结构形式卧式cm60理论注射容量/3最大注射面积/cm2130螺杆直径/mm φ38螺杆转速/min 10~200注射压力/MPa 112锁模力/kN 500最大模具厚度/mm 200最小模具厚度/mm 70喷嘴球直径/mm SR12喷嘴孔半径/mm φ4定位孔直径/mm Φ55中心孔径/mm φ50移模行程1805 模具结构的设计注射模由动模和定模两部分组成。
动模部分安装在注射机的移动板上,定模部分安装在注射机的固定板上。
注射成型时,动模与定模经导柱导向而闭合,塑料熔体从注射机喷嘴经模具浇注系统进入型腔,成型冷却后开模,即动模和定模分开,一般情况下塑件留在动模上,模具推出机构将塑件推出模外。
根据制件结构特点可初步确定,要设计的模具由七个部分组成:1、成型零部件;2、浇注系统;3、导向机构;4、推出机构;5、侧向分型与抽芯机构;6、温度调节系统。
下面分别就上述部分进行设计。
5.1 分型面及型腔的确定分型面的选择选择模具分型面时,首先应该尽量考虑选择在塑件断面轮廓最大处;并使塑件留在动模一侧以便于脱模;有利于侧面分型和抽芯,尽量保证塑件外观质量要求等。
通过综合考虑,选择制品的A-A面作为分型面。
(图2)图2 分型面的位置5.2 浇注系统设计浇注系统是指从注射机喷嘴进入模具开始,到型腔入口为止的那一段流道。