铁氧体生产工艺技术——铁氧体的烧结(一)
- 格式:ppt
- 大小:1.98 MB
- 文档页数:24

铁氧体生产工艺技术铁氧体是一种重要的磁性材料,具有广泛的应用领域。
其生产工艺技术主要包括原材料准备、混合粉末、压制成型、烧结及后处理等环节。
原材料准备是铁氧体生产的第一步。
常用的原材料有四氧化三铁(Fe3O4)、钡碳酸铜(BaCO3.CuCO3)和镍碳酸锌(NiCO3.ZnCO3)。
这些原材料需要按照一定比例配制,控制好其各个成分的含量。
混合粉末是指将原材料进行混合,以保证最后的铁氧体具有均匀的化学成分。
一般采用球磨法进行混合,通过将原材料和一定比例的磨料放入球磨机中进行混合,利用球磨机的摩擦力和冲击力,使原材料颗粒不断碰撞和磨损,最终达到全面混合的目的。
压制成型是将混合好的粉末进行成型。
常用的压制方法有干压成型和注浆成型两种。
干压成型是将混合好的粉末放入模具中,通过机械压力将其压制成所需的形状。
注浆成型是将粉末与一定比例的有机溶剂进行混合,形成糊状物,再通过注浆机将其注入模具中,最后在模具中固化。
注浆成型相比干压成型,能够得到更高的成型密度,提高了物理性能。
烧结是将成型的铁氧体在高温下进行加热,使颗粒之间产生扩散和结晶,从而形成致密的结构。
烧结过程中需要控制好烧结温度、时间和气氛等参数,以保证铁氧体烧结成型的质量。
常用的烧结方式有常规烧结和微波烧结两种。
微波烧结是利用微波能量对铁氧体进行加热,其烧结速度和效果都比常规烧结要好。
烧结后的铁氧体还需要进行后处理,主要包括磁场处理和涂层处理两个环节。
磁场处理是将铁氧体置于特定强度和方向的磁场中进行处理,以提高其磁化强度和磁化方向。
涂层处理是在铁氧体表面涂层一层耐腐蚀、耐磨损或具有特定功能的材料,以增加其使用寿命和性能。
总之,铁氧体生产工艺技术是一个复杂而严谨的过程。
只有掌握好每个环节的工艺要点和参数,才能够生产出质量优良的铁氧体产品,满足不同领域的需求。
随着科技的不断发展,铁氧体生产技术也在不断创新,提高生产效率和材料性能,推动着铁氧体产业的发展。

铁氧体的烧结原理铁氧体是一种重要的磁性材料,具有广泛的应用领域,如电磁设备、电子元器件、电力工业等。
其中,烧结是铁氧体的主要制造工艺之一。
烧结是指将形状成型的粉末材料,在一定的温度和压力条件下加热处理,使其颗粒之间发生结合,形成致密的块状材料的过程。
铁氧体的烧结原理是通过粉末颗粒之间的扩散与固相反应使颗粒之间结合。
在烧结过程中,粉末颗粒之间的扩散是烧结结合的基础。
一般来说,烧结粉末颗粒表面产生活性溶胶,溶胶中的矿物质成分通过扩散逐渐从所制成的颗粒表面向内部扩散,形成晶体晶界。
当接触到其他表面的颗粒时,这些晶界之间的矿物质再次扩散,并与其他颗粒表面上的矿物质形成新的连接。
这种扩散和结合过程在整个烧结过程中不断进行,最终形成一个致密的块状材料。
在烧结过程中,粉末颗粒之间的结合还涉及到固相反应的过程。
固相反应是指当矿物质在烧结过程中达到一定温度时,发生化学反应,产生新的矿物质。
这些新的矿物质能够填充粉末颗粒之间的空隙,增强颗粒之间的结合,提高材料的致密度。
常见的固相反应有矿物质的相互转化、矿物质和添加剂的反应等。
烧结过程中的温度和压力是影响烧结效果的重要因素。
温度是促使颗粒扩散和固相反应发生的主要驱动力。
适当的温度能够提高颗粒之间的扩散速率,促进烧结过程的进行。
然而,过高的温度可能导致颗粒表面烧结过度,损坏颗粒原有的形态和特性。
压力则能够改善颗粒颗粒之间的接触性和结合力,降低颗粒扩散的活化能,促进颗粒之间的结合。
适当的压力能够提高材料的致密度,改善烧结效果。
此外,烧结过程中还存在一些其他因素对烧结效果的影响。
例如,材料粉末的粒径和分布对烧结效果具有重要影响。
通常,较小的粒径有利于提高烧结效果,因为较小的颗粒扩散速率更快。
另外,添加剂的选择和添加量也对烧结效果起到重要作用。
添加剂可调节烧结过程中的反应速率和固相反应产物的形成,进而影响材料的致密性和磁性能。
总的来说,铁氧体的烧结原理是通过粉末颗粒间扩散和固相反应来实现颗粒结合的过程。
铁氧体工艺流程
铁氧体是一种重要的磁性材料,广泛应用于电子、通信、汽车等领域。
下面是一份铁氧体的工艺流程,以供参考:1. 原料准备:选择高纯度的铁氧体原料,如氧化铁、碳酸钡、碳酸锌等。
根据所需的磁性能和成本要求,确定原料的配
比比例。
2. 粉末制备:将原料粉末按照配比比例混合,并
进行球磨或干燥处理,以获得均匀细小的粉末颗粒。
3. 压
制成型:将粉末放入模具中,并施加高压力进行压制成型。
常用的成型方法包括干压成型和注浆成型。
4. 烧结处理:
将成型后的零件放入高温炉中进行烧结处理。
在高温下,
粉末颗粒之间发生结合,形成致密的晶体结构。
5. 磨削加工:对烧结后的零件进行机械加工,以获得所需尺寸和表
面光洁度。
6. 磁化处理:将加工好的零件放入强磁场中进
行磁化处理。
通过磁化处理,使铁氧体材料具有良好的磁
性能。
7. 表面处理:根据需要,对铁氧体零件进行表面处理,如镀层、喷涂等,以提高其耐腐蚀性和外观质量。
8.
检测和质量控制:对成品进行严格的检测和质量控制,确
保其符合规定的技术要求和标准。
以上是一份简要的铁氧
体工艺流程,实际生产中可能还涉及到其他细节和步骤。
在每个环节中,都需要严格控制工艺参数和质量要求,以
确保最终产品的性能和品质。
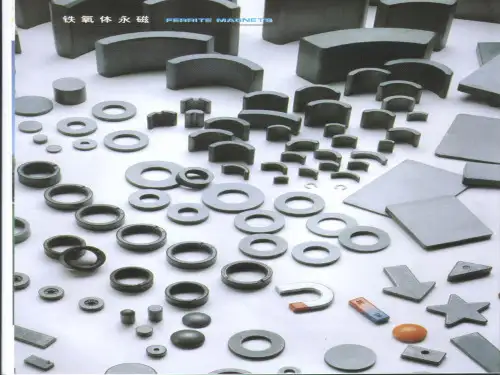
永磁铁氧体材料摘要:永磁铁氧体又称为硬磁铁氧体,是一种新型的非金属磁性材料,它只需外部提供一次充磁能量,就能产生稳定的磁场,从而向外部持续提供磁能。
本文综述了永磁材料及永磁铁氧体的特性,简介了永磁铁氧体的发展历程和研究现状,对目前常用的几种制备永磁铁氧体粉料方法进行了简单介绍,并对永磁铁氧体的发展前景进行了展望。
关键词:永磁铁氧体 制备方法 新技术新工艺永磁铁氧体是以SrO 或BaO 及Fe2O3为原料,通过陶瓷工艺(预烧、破碎、制粉、压制成型、烧结和磨加工)制造而成,具有宽磁滞回线、高矫顽力、高剩磁,一经磁化即能保持恒定磁性的功能性材料。
按生产工艺不同,将永磁铁氧体分为烧结和粘结两种,其中烧结又分为干压成型和湿压成型,粘结分为挤出成型、压制成型和注射成型。
由粘结铁氧体料粉与合成橡胶复合而制成的具有柔软性、弹性及可扭曲的磁体又被称做橡胶磁。
根据成型时是否外加磁场则分为各向同性永磁体和各向异性永磁体。
一、永磁铁氧体发展历程1930年,加藤、武井两二十发现了一种尖晶石(MgA12O 4)结构的永磁体。
这是将钻铁氧体和铁铁氧体以3:1的比例,即CoFe 2O 4:Fe 304=75: 25为主组分制成的,们称之为OP 磁体。
这种材料由于含有氧离子使磁性离子的浓度变小,且磁性离子磁矩反向排列,因此饱和磁性强度值及剩余磁化强度值均小。
由于这种磁体质脆、工艺复杂、磁性能又不太高,并含钴,在技术厂没有得到广泛应用。
50 年 代 是铁氧体蓬勃发展的时期,1952年磁铅石结构的永磁铁氧体研制成功,1956年又在此晶系中发展出平面型的超高频铁氧体,同年发现了含稀土族元素的石榴石型铁氧体,从而奠定了尖晶石型、磁铅石型、石榴石型三大类晶系的铁氧体材料三足鼎立的局面。
高电阻的非金属磁性材料-—铁氧体的诞生,是磁学与磁性材料发展史上的一个重要里程碑,它意味着磁性材料的应用已经基本上可以不受频率的限制,这给无线电工业、脉冲、微波技术带来了革命性的变化.进入70年代,在矫顽力、磁能积、方面性能较好的锶铁氧体大量投产,迅速扩大了永磁铁氧体的用途。
铁氧体生产工艺铁氧体是一种重要的功能材料,广泛应用于电子、通信、电磁设备等领域。
它具有高饱和磁感应强度、低磁滞损耗、高电阻率、低失磁力、高频损耗小等优点。
下面我们将介绍铁氧体的生产工艺。
1. 原料准备:铁氧体的主要原料包括金属氧化物(Fe2O3、NiO、ZnO等)和助磁焙烧剂。
这些原料需要精细研磨,以提高反应速率和成分均匀性。
2. 混合和制粒:将精细研磨后的原料进行混合,并加入一定比例的有机粘结剂和溶剂。
然后通过混合过程,使原料充分混合均匀。
接下来,将混合料通过制粒机制成颗粒状。
3. 压制成型:将制粒后的混合料放入压机中,经过一定的压力和时间进行压制成型。
常用的成型方式有干压成型和湿压成型两种。
干压成型适用于铁氧体薄片或复杂形状的零件,而湿压成型适用于大批量生产普通形状的零件。
4. 预烧和焙烧:将压制成型的铁氧体坯体进行预烧,以去除有机物和一部分氧化物。
预烧温度通常在500~800℃之间。
然后进行高温焙烧,使氧化物发生还原反应,形成金属铁氧体。
焙烧温度、时间和气氛对铁氧体的磁性和结构有较大影响。
5. 加工和表面处理:将焙烧后的铁氧体坯体进行加工,以得到最终所需形状和尺寸。
加工方式主要包括切割、钻孔、磨削等。
接着进行表面处理,以去除铁氧体表面的氧化皮,提高其导电性和表面光洁度。
6. 检测和筛选:对铁氧体产品进行磁性、电学和物理性能的检测。
检测内容包括磁感应强度、磁滞回线、矫顽力、电阻率、介电常数等。
根据产品质量要求,对合格产品进行筛选和分级。
7. 包装和储存:对合格的铁氧体产品进行包装和标识,并存放在干燥、通风的仓库中。
在储存过程中要防止产品受潮、受尘和受污染,以保证其性能不受影响。
以上就是铁氧体的生产工艺,生产铁氧体需要精细的原料准备、混合和制粒、压制成型、预烧和焙烧、加工和表面处理、检测和筛选、以及包装和储存等步骤。
通过这些工艺步骤的合理配合,可以制得具有优良性能的铁氧体产品。
铁氧体简介铁氧体(ferrites)铁氧体是一种非金属磁性材料,又叫铁淦氧。
它是由三氧化二铁和一种或几种其他金属氧化物(例如:氧化镍、氧化锌、氧化锰、氧化镁、氧化钡、氧化锶等)配制烧结而成。
它的相对磁导率可高达几千,电阻率是金属的1011倍,涡流损耗小,适合于制作高频电磁器件。
铁氧体有硬磁、软磁、矩磁、旋磁和压磁五类。
旧称铁淦氧磁物或铁淦氧,其生产过程和外观类似陶瓷,因而也称为磁性瓷。
铁氧体是铁和其他一种或多种适当的金属元素的复合氧化物。
性质属于半导体,通常作为磁性介质应用,铁氧体磁性材料与金属或合金磁性材料之间最重要的区别在于导电性。
通常前者的电阻率为102~108Ω·cm,而后者只有10-6~10-4Ω·cm。
铁氧体历史沿革中国最早接触到的铁氧体是公元前4世纪发现的天然铁氧体,即磁铁矿(Fe3O4),中国所发明的指南针就是利用这种天然磁铁矿制成的。
到20世纪30年代无线电技术的发展,迫切地要求高频损耗小的铁磁性材料。
而四氧化三铁的电阻率很低,不能满足这一要求。
1933年日本东京工业大学首先创制出含钴铁氧体的永磁材料,当时被称为OP磁石。
30~40年代,法国、日本、德国、荷兰等国相继开展了铁氧体的研究工作,其中荷兰菲利浦实验室物理学家J.L.斯诺克于1935年研究出各种具有优良性能尖晶石结构的含锌软磁铁氧体,于1946年实现工业化生产。
1952年,该室J.J.文特等人曾经研制成了以BaFe12O19为主要成分的永磁性铁氧体。
这种铁氧体与1956年该室的G.H.永克尔等人所研究的四种甚高频磁性铁氧体具有类似的六角结构。
1956年E.F.贝尔托和F.福拉又报道了亚铁磁性的Y3Fe5O12的研究结果。
其中代换离子Y有Pm、Sm、Eu、Gd、Tb、Dy、Ho、Er、Tm、Yb和Lu等稀土离子。
由于这类磁性化合物的晶体结构与天然矿物石榴石相同,故将其称之为石榴石结构铁氧体。
迄今为止,除了1981年日本杉本光男采用超急冷法制得的非晶结构的铁氧体材料以外,从结晶化学的观点看,均未超出上述三种类型的晶体构造。
铁氧体中文名称:铁氧体英文名称:ferrite定义:由以三价铁离子作为主要正离子成分的若干种氧化物组成,并呈现亚铁磁性或反铁磁性的材料。
铁氧体是一种具有铁磁性的金属氧化物。
就电特性来说,铁氧体的电阻率比金属、合金磁性材料大得多,而且还有较高的介电性能。
铁氧体的磁性能还表现在高频时具有较高的磁导率。
因而,铁氧体已成为高频弱电领域用途广泛的非金属磁性材料。
由于铁氧体单位体积中储存的磁能较低,饱合磁化强度也较低(通常只有纯铁的1/3~1/5),因而限制了它在要求较高磁能密度的低频强电和大功率领域的应用。
简介铁氧体(ferrites)铁氧体是一种非金属磁性材料,又叫铁淦氧。
它是由三氧化二铁和一种或几种其他金属氧化物(例如:氧化镍、氧化锌、氧化锰、氧化镁、氧化钡、氧化锶等)配制烧结而成。
它的相对磁导率可高达几千,电阻率是金属的1011倍,涡流损耗小,适合于制作高频电磁器件。
铁氧体有硬磁、软磁、矩磁、旋磁和压磁五类。
旧称铁淦氧磁物或铁淦氧,其生产过程和外观类似陶瓷,因而也称为磁性瓷。
铁氧体是铁和其他一种或多种适当的金属元素的复合氧化物。
性质属于半导体,通常作为磁性介质应用,铁氧体磁性材料与金属或合金磁性材料之间最重要的区别在于导电性。
通常前者的电阻率为102~108Ω·cm,而后者只有10-6~10-4Ω·cm。
历史沿革中国最早接触到的铁氧体是公元前 4世纪发现的天然铁氧体,即磁铁矿(Fe3O4),中国所发明的指南针就是利用这种天然磁铁矿制成的。
到20世纪30年代无线电技术的发展,迫切地要求高频损耗小的铁磁性材料。
而四氧化三铁的电阻率很低,不能满足这一要求。
1933年日本东京工业大学首先创制出含钴铁氧体的永磁材料,当时被称为OP磁石。
30~40年代,法国、日本、德国、荷兰等国相继开展了铁氧体的研究工作,其中荷兰菲利浦实验室物理学家J.L.斯诺克于1935年研究出各种具有优良性能尖晶石结构的含锌软磁铁氧体,于1946年实现工业化生产。
永磁铁氧体材料摘要:永磁铁氧体又称为硬磁铁氧体,是一种新型的非金属磁性材料,它只需外部提供一次充磁能量,就能产生稳定的磁场,从而向外部持续提供磁能。
本文综述了永磁材料及永磁铁氧体的特性,简介了永磁铁氧体的发展历程和研究现状,对目前常用的几种制备永磁铁氧体粉料方法进行了简单介绍,并对永磁铁氧体的发展前景进行了展望。
关键词:永磁铁氧体制备方法新技术新工艺永磁铁氧体是以SrO或BaO及Fe2O3为原料,通过陶瓷工艺(预烧、破碎、制粉、压制成型、烧结和磨加工)制造而成,具有宽磁滞回线、高矫顽力、高剩磁,一经磁化即能保持恒定磁性的功能性材料。
按生产工艺不同,将永磁铁氧体分为烧结和粘结两种,其中烧结又分为干压成型和湿压成型,粘结分为挤出成型、压制成型和注射成型。
由粘结铁氧体料粉与合成橡胶复合而制成的具有柔软性、弹性及可扭曲的磁体又被称做橡胶磁。
根据成型时是否外加磁场则分为各向同性永磁体和各向异性永磁体。
一、永磁铁氧体发展历程1930年,加藤、武井两二十发现了一种尖晶石(MgA12O4)结构的永磁体。
这是将钻铁氧体和铁铁氧体以3:1的比例,即CoFe2O4:Fe304=75: 25为主组分制成的,们称之为OP磁体。
这种材料由于含有氧离子使磁性离子的浓度变小,且磁性离子磁矩反向排列,因此饱和磁性强度值及剩余磁化强度值均小。
由于这种磁体质脆、工艺复杂、磁性能又不太高,并含钴,在技术厂没有得到广泛应用。
50 年代是铁氧体蓬勃发展的时期,1952年磁铅石结构的永磁铁氧体研制成功,1956年又在此晶系中发展出平面型的超高频铁氧体,同年发现了含稀土族元素的石榴石型铁氧体,从而奠定了尖晶石型、磁铅石型、石榴石型三大类晶系的铁氧体材料三足鼎立的局面。
高电阻的非金属磁性材料——铁氧体的诞生,是磁学与磁性材料发展史上的一个重要里程碑,它意味着磁性材料的应用已经基本上可以不受频率的限制,这给无线电工业、脉冲、微波技术带来了革命性的变化。
永磁铁氧体烧结磁体生产工艺中的技术要点及控制方法何信勇【摘要】阐述永磁铁氧体烧结磁体所具备的基本条件,介绍了制备永磁铁氧体烧结磁体的生产工艺,给出了分析结果和实验数据,对铁氧体烧结磁体生产具有着一定的指导作用,文章针对永磁铁氧体烧结磁体生产工艺中的技术要点及控制方法进行探究.【期刊名称】《世界有色金属》【年(卷),期】2017(000)006【总页数】2页(P19,21)【关键词】技术要点;永磁铁氧体;控制方法【作者】何信勇【作者单位】北京矿冶研究总院,北京100160【正文语种】中文【中图分类】TM277.5永磁体已经逐渐的发展成为了一种非常重要的工业基础原料,作为一种清洁高效的能源而存在。
烧结技术一直是科学界进行研究的热点问题,对永磁铁氧体的性能具有着决定性的意义。
对于新型功能材料而言,成型是条件,配方是基础,烧结是关键。
铁氧体的烧结依然是一个难以解决的问题,但是在成型和配方上面取得了较大的进步[1]。
下面将针对其生产工艺中的控制方法及技术要点进行简要探析。
(1)砂磨机研磨机理:层间撞击和层间滑动,是钢球在砂磨机筒内运动的主要方式。
所谓层间撞击,是钢球之间产生撞击,作用是剪切力,且沿着反方向运动,这种力因为粒度分布较窄,因此有着较小的晶体破坏程度;而层间滑动,作用力是摩擦力,是钢球随着搅拌棒所作的圆周运动。
(2)滚动球磨机研磨机理:抛物运动和层间滑动及自转,是钢球在球磨筒内运动方式大致上所分成的两种。
所谓抛物运动,冲击力是其主要的作用力,就是要脱离筒壁后的运动,当钢球随着筒壁一起作圆周运动的时候,这样的力造成晶粒大小的不同,且此种力是较容易破坏晶体结构的,也就是粒度分布宽;所谓的自转和层间滑动,摩擦力是其主要的作用力,是在未脱离筒壁前的运动,当钢球随着筒壁一起作圆周运动的时候,这种力主要的起到了研磨的作用,对晶粒的破坏是比较小的。
(3)经砂磨及球磨的磁粉晶粒形貌:将两种设备磨好的细粉烘干之后解碎,是为了弄明白砂磨和球磨对粉料晶体形貌的影响,之后做出SEM分析。
永磁体的几种生产工艺简介-标准化文件发布号:(9556-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII4. 永磁体的几种生产工艺简介目前涉及各类磁体的生产工艺主要有烧结、铸造、粘结和热压热变形几种。
其中一种工艺可能适用于几种磁体的生产,但是实际生产过程中,还要根据磁体自身特点,进行一些工序和细节的调整和改善。
下面将这几类生产工艺进行逐一介绍。
其中,烧结工艺是应用最广泛的生产工艺,适用于烧结钕铁硼、永磁铁氧体、钐钴以及烧结铝镍钴等磁体的生产。
铸造工艺主要是用于铸造铝镍钴磁体的生产。
粘结工艺主要用于各类粘结磁体的生产,如粘结钕铁硼、粘结钐钴、橡胶磁等。
热变形工艺主要是用于热压热变形钕铁硼的生产。
(1)烧结工艺烧结工艺是采用粉末冶金的方法,是目前应用最广泛的生产工艺,适用于烧结钕铁硼、永磁铁氧体、钐钴以及烧结铝镍钴等磁体的生产。
其生产流程简图如图1所示。
图1 烧结工艺流程简图(2)铸造工艺铸造是指将固态金属溶化为液态倒入特定形状的铸型,待其凝固成形的加工方式。
对于永磁体而言,铸造工艺主要用来生产铸造铝镍钴磁体。
相比于烧结铝镍钴来说,铸造铝镍钴的磁性能较高,可以加工生产成不同的尺寸和形状,烧结铝镍钴的工艺简单,毛坯尺寸公差小,可加工性好。
其生产流程简图如图2所示。
图2 铸造工艺流程简图(3)粘结工艺粘结工艺是将具有一定磁性能的永磁材料粉末与粘接剂和其他添加剂按一定比例均匀混合,然后采用压制、挤出和注射成型等方法制备复合永磁材料的一种生产工艺。
与烧结和铸造永磁体相比,粘结永磁体的突出优点是:尺寸精度高,不变形,无需二次加工;形态自由度大,可根据实际使用需求,造成各种形状的产品,如长条状、片状、管状、圆环状或其他复杂形状的产品;便于大批量自动化生产;且产品机械强度高。
其缺点是磁性能低,使用温度不高。
粘结工艺过程中的关键技术是:磁粉的制备,耦联剂与粘接剂的的选择,粘结剂的添加量,成型的压力和取向磁场强度等。