API钻具接头螺纹特点1
- 格式:doc
- 大小:6.22 MB
- 文档页数:11
API钻具接头螺纹的特点、类型、加工要求及技术参数随着牙轮钻进,空气潜孔锤钻进,气举反循环钻进等钻探工艺的推广使用。
API系列井内钻柱构件和井下工具也得到了越来越广泛的应用。
尤其是连接钻柱构件的API系列钻具接头螺纹,更是起着不可或缺的作用。
因此,熟悉和掌握API系列钻具接头螺纹的相关技术规范和设计要求,采用合理的加工参数及检测方法,是保证API系列井内钻柱构件和井下工具正常使用的重要工作之一。
本文拟在API SPEC7、GB/T9253. 1—1999、SY/T5144—2007及GB/T4749—2003等标准的基础上,并结合生产实践及使用过程中遇到的实际问题,分别就API系列钻具接头螺纹的特点、类型、规格、加工要求、检测方法、及螺纹的主要失效形式等方面进行论述,以帮助我们加深对API相关技术规范的理解和认识,正确掌握API系列钻具接头螺纹的生产加工和操作使用。
一、螺纹特点API系列钻具接头螺纹主要用于钻杆、钻铤、钻具稳定器和转换器等钻井工具及钻柱构件的连接。
目前生产和检验的主要依据标准为:API SPEC 7《旋转钻柱构件规范》(2001年11月第40版)和GB/T9253.1—1999《石油钻杆接头螺纹》。
API SPEC 7将钻具接头螺纹称为“旋转台肩连接”,这种带锥螺纹具有通过轴向位移来补偿连接部分直径误差的特点。
因此互换程度高、结合紧密、装拆容易。
其技术特点为:“英制锥管螺纹、有台肩连接、三角形螺纹”,因此在管材连接中应用极为广泛。
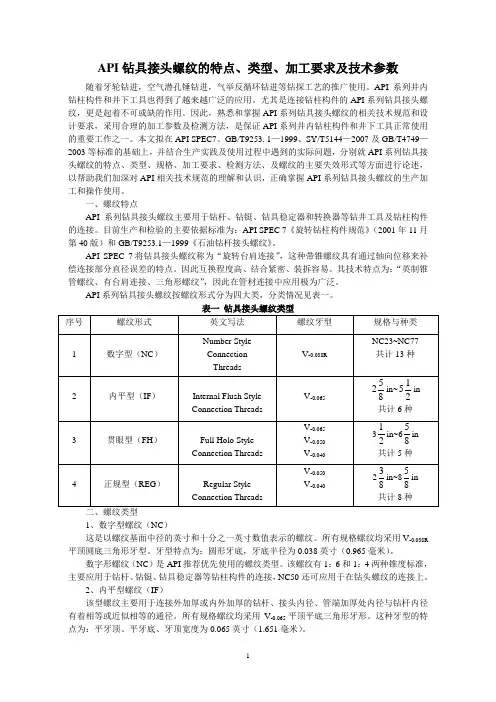
API系列钻具接头螺纹按螺纹形式分为四大类,分类情况见表一。
1、数字型螺纹(NC)这是以螺纹基面中径的英寸和十分之一英寸数值表示的螺纹。
所有规格螺纹均采用V-0.038R 平顶圆底三角形牙型。
牙型特点为:圆形牙底,牙底半径为0.038英寸(0.965毫米)。
数字形螺纹(NC)是API推荐优先使用的螺纹类型。
该螺纹有1:6和1:4两种锥度标准,主要应用于钻杆、钻铤、钻具稳定器等钻柱构件的连接,NC50还可应用于在钻头螺纹的连接上。
石油常用专用管螺纹和管材的类型及规格一、前言在石油工业发展过程中,API系列规范的石油管专用螺纹起着不可或缺的作用。
石油管专用螺纹主要分为两大类:用于井下工具及钻柱构件连接的石油钻具接头螺纹及用于油套管连接的油套管接头螺纹。
随着油井气钻采作业向更深、更高压力和更高温度等更苛刻工况条件的方向发展,而且石油钻采工艺技术不断的进步,常规石油管螺纹很难满足油田的开发需求。
本文就石油常用专用管螺纹和管材的主要类型、规格及发展现状作相应的介绍。
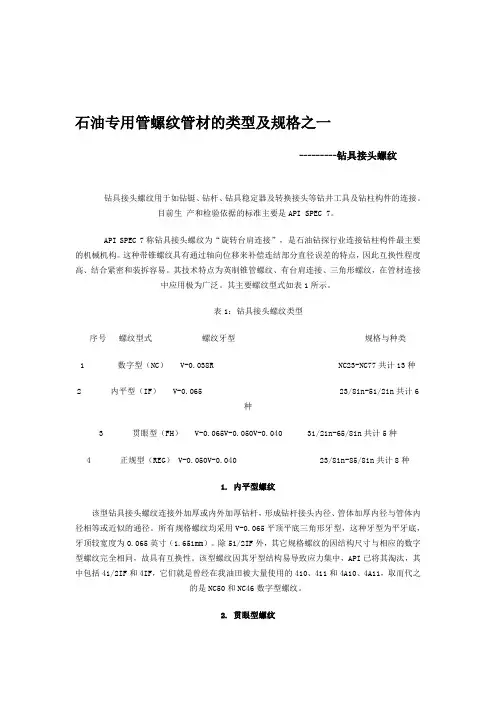
二、钻具接头螺纹钻具接头螺纹用于如钻铤、钻杆、钻具稳定器及转换接头等钻井工具及钻柱构件的连接。
目前生产和检验依据的标准主要是API SPEC 7。
(螺纹外观见图3)API SPEC 7称钻具接头螺纹为“旋转台肩连接”,是石油钻探行业连接钻柱构件最主要的机械机构。
这种带锥螺纹具有通过轴向位移来补偿连结部分直径误差的特点,因此互换性程度高、结合紧密和装拆容易。
其技术特点为英制锥管螺纹、有台肩连接、三角形螺纹,在管材连接中应用极为广泛。
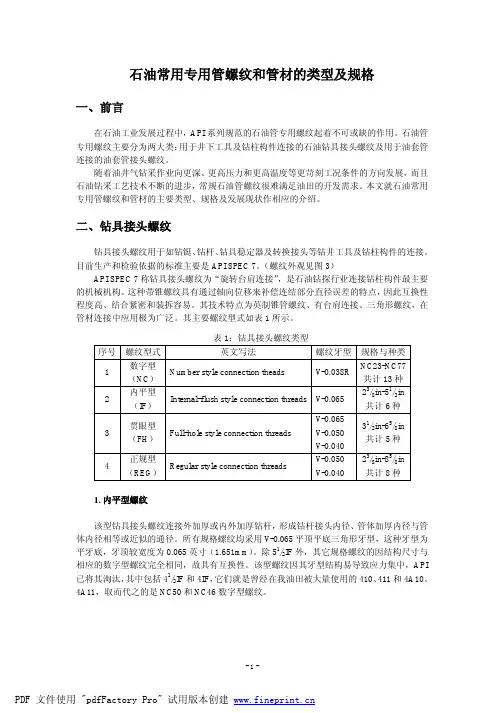
其主要螺纹型式如表1所示。
表1:钻具接头螺纹类型序号螺纹型式英文写法螺纹牙型规格与种类1 数字型(NC)Number style connection theads V-0.038RNC23-NC77共计13种2 内平型(IF)Internal-flush style connection threads V-0.06523/8in-51/2in共计6种3 贯眼型(FH)Full-hole style connection threadsV-0.065V-0.050V-0.04031/2in-65/8in共计5种4正规型(REG)Regular style connection threadsV-0.050V-0.04023/8in-85/8in共计8种1. 内平型螺纹该型钻具接头螺纹连接外加厚或内外加厚钻杆,形成钻杆接头内径、管体加厚内径与管体内径相等或近似的通径。
API螺纹的检验学习API--AMERICAN PETROLEUM INSTITUTE(美国石油协会)Cham2015-12-251.石油管简介钻杆钻具钻铤方钻杆油井管转换接头油套管石油专用管管线管2.石油管螺纹的特点:带有一定锥度的螺纹,如1:4(3寸/12寸)、1:6(2寸/12寸)、1:8(1.5寸/12寸)、1:9.6(1.25寸/12寸)、1:12(1寸/12寸)、1:16(0.75寸/12寸)。
具有上扣速度快,连接强度高,密封性能好等特点。
主要用于钻具、油套管和管线管等石油管螺纹连接。
3.石油管螺纹特性螺纹连接部位是最薄弱的环节,失效事故80%以上发生在螺纹连接处。
因此,螺纹主要应具备两个特性:结构完整生:就是螺纹啮合后应具备足够的连接强度,不致于在外力作用下使结构受到破坏。
密封完整性:就是要能够保证含有数以百计螺纹连接接头的管柱在各种不同受力状态下承受内外压差(一般为几百个大气压)的长期作用而不泄。
结构完整生和密封完整性是油井管两个极为重要的技术指标。
4. 螺纹检测的目的:就是要把存在螺纹质量问题的管子检查出来,防止不合格管出厂或下井,最大限度避免或减少油井管失效事故的发生。
生产厂要经过工序检验、巡检、入库前抽检(成品库抽检)等多道工序把关;各油田还要进行到货后商检(验收)或派人到工厂监造或在出厂前、装船(车)前检验,有的油田则委托第三方检验机构驻厂监造。
油田除螺纹参数、外观按比例抽检外,有的单位还要对螺纹接头进行静水压密封性能检验。
油井管下井前,作业员还需要对螺纹进行外观检查(有无变形、损伤、锈蚀等)。
5.石油管螺纹检测5.1 检测项目5.1. 1 螺纹外观(缺陷、缺欠)5.1. 2螺纹参数及几何尺寸(牙高、锥度、螺距、牙半角、紧密距等)5.2螺纹形式及代号钻具:数字型接头NC(NC23~NC77)正规型接头REG(2 3/8REG~8 5/8 REG)内平型接头IF(2 3/8IF~5 ½ IF)贯眼型接头FH(3 1/2FH~6 5/8FH)螺纹有左右旋之分。
API钻具接头螺纹的特点、类型、加工要求及技术参数随着牙轮钻进,空气潜孔锤钻进,气举反循环钻进等钻探工艺的推广使用。
API系列井内钻柱构件和井下工具也得到了越来越广泛的应用。
尤其是连接钻柱构件的API系列钻具接头螺纹,更是起着不可或缺的作用。
因此,熟悉和掌握API系列钻具接头螺纹的相关技术规范和设计要求,采用合理的加工参数及检测方法,是保证API系列井内钻柱构件和井下工具正常使用的重要工作之一。
本文拟在API SPEC7、GB/T9253. 1—1999、SY/T5144—2007及GB/T4749—2003等标准的基础上,并结合生产实践及使用过程中遇到的实际问题,分别就API系列钻具接头螺纹的特点、类型、规格、加工要求、检测方法、及螺纹的主要失效形式等方面进行论述,以帮助我们加深对API相关技术规范的理解和认识,正确掌握API系列钻具接头螺纹的生产加工和操作使用。
一、螺纹特点API系列钻具接头螺纹主要用于钻杆、钻铤、钻具稳定器和转换器等钻井工具及钻柱构件的连接。
目前生产和检验的主要依据标准为:API SPEC 7《旋转钻柱构件规范》(2001年11月第40版)和GB/T9253.1—1999《石油钻杆接头螺纹》。
API SPEC 7将钻具接头螺纹称为“旋转台肩连接”,这种带锥螺纹具有通过轴向位移来补偿连接部分直径误差的特点。
因此互换程度高、结合紧密、装拆容易。
其技术特点为:“英制锥管螺纹、有台肩连接、三角形螺纹”,因此在管材连接中应用极为广泛。
API系列钻具接头螺纹按螺纹形式分为四大类,分类情况见表一。
1、数字型螺纹(NC)这是以螺纹基面中径的英寸和十分之一英寸数值表示的螺纹。
所有规格螺纹均采用V-0.038R 平顶圆底三角形牙型。
牙型特点为:圆形牙底,牙底半径为0.038英寸(0.965毫米)。
数字形螺纹(NC)是API推荐优先使用的螺纹类型。
该螺纹有1:6和1:4两种锥度标准,主要应用于钻杆、钻铤、钻具稳定器等钻柱构件的连接,NC50还可应用于在钻头螺纹的连接上。
API螺纹加工技术研究作者:史韵琦杨琢何恩绪朱颖来源:《中国新技术新产品》2017年第19期摘要:本文主要介绍了轴类薄壁零件API螺纹加工的全过程,阐述了API螺纹的特点,加工过程中遇到的问题及解决方法、振刀具纹的控制及不完整螺纹的首扣加工进行了分析和阐述。
关键词:锥螺纹;螺距误差;铣首扣中图分类号:TG85 文献标识码:A0.引言API螺纹是美国石油协会认可的石油专用螺纹,执行API Spec-7标准,API螺纹系列在井内钻住结构件和井下工具得到越来越广泛的应用;尤其是连接钻柱结构件的API系列钻具接头螺纹,更是起着不可或缺的作用。
因此熟悉和掌握API系列的相关技术规范和设计要求,采用合理的加工参数及检测方法控制API石油管螺纹的质量,是公司开展石油钻探行业不可或缺的。
API螺纹为锥度螺纹,其牙型有偏梯形牙型、三角形,螺纹直径大,零件壁薄,加工时刚性差,加工时需要控制API螺纹的锥度误差、螺距误差、牙型误差及振刀纹的产生,螺纹的检测也不同于一般螺纹,需要专用的API螺纹工作量规。
1.研究目标1.1 API螺纹的设计要求API螺纹执行API Spec-7标准,旋转台肩式连接,是石油钻探行业连接钻住结构件最主要的机械结构。
这种带锥螺纹具有通过轴向位移来补偿连接部分直径误差的特点,因此互换性程度高、结合紧密并且装拆容易。
由于旋转台肩式连接在工作中承受高扭矩,故采用螺纹涂料来防止螺纹擦伤和旋转过紧问题。
2.API螺纹锥度误差、螺距误差、牙型误差的控制API螺纹的锥度、螺距、牙型是重要的参数,精度要求较高,对螺纹连接性能有较大影响。
2.1 API螺纹锥度误差的控制API螺纹零件的加时,当锥度的锥度3/8TPF时,3/8TPF解释为:每英寸3/8英寸;对应的角度为0.8952°,加工螺纹程度必须沿着0.8952°的角度进行加工,通过角度换算零件的X与Z值的比例关系是1:64;车加工螺纹X方向上刀0.01mm时,Z向方向进0.64mm,因此该螺纹的锥度为螺纹的加工带来极大的难度。
API标准、NS-1、DS-1标准1.API标准简介API标准是美国石油学会的英文缩写简称API标准。
始建于1919年是美国国家级的商业协会也是世界范围内最早、最成功的制定标准的商会之一。
API的一项重要任务,就是负责石油天然气工业用设备的标准化工作,以确保该工业界所用设备的安全,可靠和互换性。
API是标准制订机构也出版标准,API参与ISO (是国际标准化组织)标准制订工作。
因此,很多标准规范写为API Spec7-1-2006 (ISO 10424-1:2004)旋转钻柱构件规范,共同属名。
如API Spec 5CT-2005(ISO 11960:2004)套管和油管规范,如API Spec 5DP (ISO 11966:2008)钻杆规范。
API在国际上享有很高的声望它所制定的标准被许多国家采用,中东、南美和亚洲许多国家的石油公司在招标采购石油机械时一般要求佩有API标志的产品才有资格参加投标。
因此,拥有API标志的石油机械设备不仅被认为是质量可靠,而且具有先进水平。
上边提到API标志,该标志经美国注册登记,未经许可任何人不得使用。
API取证是通过申请、检查、确认等程序颁发许可证书号的,检查其中包括质量管理体系。
(天合公司认证许可证号:API Spec 7-1 0396 API Spec7-0396、API Spec 5CT-0655、API Spec )(ISO 9001)符合条件才能授予证书允许制造厂在其产品上使用API会标标志。
但是会标使用上了是要符合条件的,也就是从原材料到出成品发货一系列工作必须符合规范标准要求才可以使用API会标,协会要定期对审核单位的运行情况进行复验。
2.会标的使用,API会标持证者是一个非独家拥有的,许可证号是唯一的。
标志要求是用于已取证的制造厂在由本规范覆盖的产品上使用API会标,比如API Spec7-1规范中,涵盖方钻杆旋塞阀、方钻杆(四方钻杆、六方钻杆)钻柱转换接头(接头、水龙头接头、提升短节、浮阀接头)、钻铤(无磁钻铤)、钻井钻头和取心钻头(牙轮钻头和刮刀钻头)。
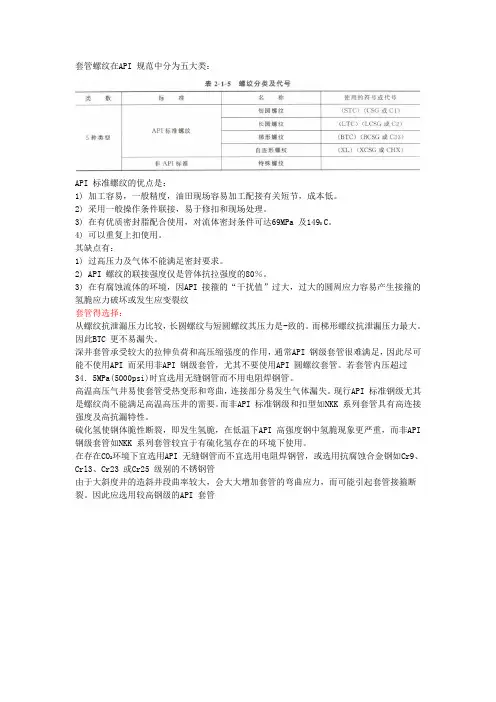
套管螺纹在API 规范中分为五大类:API 标准螺纹的优点是:1) 加工容易,一般精度,油田现场容易加工配接有关短节,成本低。
2) 采用一般操作条件联接,易于修扣和现场处理。
3) 在有优质密封脂配合使用,对流体密封条件可达69MPa 及1490 C。
4) 可以重复上扣使用。
其缺点有:1) 过高压力及气体不能满足密封要求。
2) API 螺纹的联接强度仅是管体抗拉强度的80%。
3) 在有腐蚀流体的环境,因API 接箍的“干扰值”过大,过大的圆周应力容易产生接箍的氢脆应力破坏或发生应变裂纹套管得选择:从螺纹抗泄漏压力比较,长圆螺纹与短圆螺纹其压力是-致的。
而梯形螺纹抗泄漏压力最大。
因此BTC 更不易漏失。
深井套管承受较大的拉伸负荷和高压缩强度的作用,通常API 钢级套管很难满足,因此尽可能不使用API 而采用非API 钢级套管,尤其不要使用API 圆螺纹套管。
若套管内压超过34.5MPa(5000psi)时宜选用无缝钢管而不用电阻焊钢管。
高温高压气井易使套管受热变形和弯曲,连接部分易发生气体漏失。
现行API 标准钢级尤其是螺纹尚不能满足高温高压井的需要。
而非API 标准钢级和扣型如NKK 系列套管具有高连接强度及高抗漏特性。
硫化氢使钢体脆性断裂,即发生氢脆,在低温下API 高强度钢中氢脆现象更严重,而非API 钢级套管如NKK 系列套管较宜于有硫化氢存在的环境下使用。
在存在CO2环境下宜选用API 无缝钢管而不宜选用电阻焊钢管,或选用抗腐蚀合金钢如Cr9、Crl3、Cr23 或Cr25 级别的不锈钢管由于大斜度井的造斜井段曲率较大,会大大增加套管的弯曲应力,而可能引起套管接箍断裂。
因此应选用较高钢级的API 套管API 规范中有三种类型的接箍:外加厚扣、平式扣和整体扣。
平式扣是在外径相同的油管上加工螺纹。
这样在螺纹的地方由于厚度变薄和应力集中,使得螺纹部门的强度低于油管本体的强度。
外加厚油管是油管两端外径(厚度)大于本体,在两端加工螺纹,使得螺纹部分的强度不低于油管本体的强度。
API套管螺纹不适用于高压气田的开发,因此许多生产厂家开发了各具特点的特殊接头,其中适用于开发气田的气密封特殊接头螺纹类型有:1、NS-CC螺纹(日本新日铁开发的),其主要特点是:1)螺纹采用改进的API偏梯形螺纹.接头的抗拉强度高;2)锥面对锥面金属主密封和内台肩金属副密封.使接头具有良好的气密封性能;3)阶梯式双直台肩结构使接头具有良好的抗过扭能力和抗弯能力,并且有利于保护主密封;4)接头上圆周应力较低,有利于防止应力腐蚀开裂。
2、Fox螺纹(日本川崎制铁和英国Hunting公司共同开发的)。
3、TM螺纹(日本住友金属在VAM螺纹的基础上经过改进而设计的)4、SEC螺纹(阿根廷Siderca公司设计生产的)目前油井管(油管、套管、钻具用管)都是执行API标准(美国石油协会),国内的标准基本都是按照API标准转化的,各大油田具体执行的还是API的标准,特殊螺纹是相对于API螺纹(主要型号为长圆螺纹和偏梯形螺纹)来说的,特殊螺纹一般是套管生产厂家开发的,具有专利保护,国际上用的做多的是VAM扣及VAM扣基础上发展NEW VAM,VAM-top等扣型,国内用的多的是VAM扣(瓦鲁瑞克和曼内斯曼公司开发)、TM扣(住友金属开发)、FOX扣(川崎制铁和NKK合并后的JFE公司开发,国内主要是跟攀成钢共同投资的攀成伊红公司生产),另外天钢开发的TP-CQ系列扣、宝钢的BGT 系列扣、无锡西姆莱斯的WSP系列扣、衡钢的HSM系列扣,近年陆续开发并经相关权威机构认证,在国内各大油田都有试验,很大一部分用于出口。
特殊螺纹石油套管主要应用于传统API螺纹不适应的井位,传统API 螺纹存在密封性和抗拉强度等问题,传统API螺纹气密封性能很差,对于含有硫化氢、二氧化碳和氯离子等井位的井不适应,特殊螺纹能有效克服这些缺点,另外一些高钢级的管材(如Q125及以上钢级)一般也用特殊螺纹。
API石油钻杆接头标准API石油钻杆接头是石油钻探中不可或缺的重要部件,其质量和标准直接影响着钻井作业的安全和效率。
为了确保钻杆接头的质量和性能符合国际标准,美国石油学会(API)制定了一系列的标准来规范钻杆接头的设计、制造和检验。
本文将对API石油钻杆接头标准进行详细介绍,以便广大钻探从业人员更好地了解和应用这些标准。
首先,API石油钻杆接头标准主要包括API 5DP和API 7-1两个部分。
API 5DP 是针对钻杆的标准,其中包括了钻杆的尺寸、材质、机械性能、化学成分、硬度等要求,以及对钻杆的检验、试验和质量控制的规定。
而API 7-1则是针对钻杆接头的标准,其中包括了接头的类型、尺寸、螺纹参数、材质、热处理要求等内容,以及对接头的检验、试验和质量控制的规定。
这两个标准的制定,为石油钻探行业提供了统一的技术规范,有利于提高钻杆和钻杆接头的质量和可靠性。
其次,根据API石油钻杆接头标准的要求,钻杆和钻杆接头应当具有一定的机械性能和化学成分。
例如,钻杆的抗拉强度、屈服强度、冲击韧性、硬度等机械性能指标,以及钻杆和钻杆接头的化学成分要求,都必须符合标准规定。
此外,钻杆接头的螺纹参数也是非常重要的,它直接影响着钻杆的连接可靠性和密封性能。
因此,钻杆接头的螺纹应当符合API标准规定的要求,以确保钻杆的连接牢固、密封可靠。
再次,API石油钻杆接头标准还对钻杆和钻杆接头的检验、试验和质量控制提出了严格的要求。
在制造过程中,必须对钻杆和钻杆接头进行严格的质量控制,确保其符合标准规定的各项技术要求。
同时,还需要进行各种检验和试验,如化学成分分析、机械性能测试、螺纹连接试验、尺寸检查等,以验证钻杆和钻杆接头的质量和性能。
只有通过了这些检验和试验,钻杆和钻杆接头才能被允许投入使用,以确保钻井作业的安全和高效进行。
最后,作为石油钻探行业的从业人员,我们应当严格遵守API石油钻杆接头标准的要求,严格执行钻杆和钻杆接头的选用、使用和管理规定,确保钻杆和钻杆接头的质量和性能符合标准要求。
API钻具接头螺纹的特点1.标准化:API钻具接头遵循国际石油工业标准化组织(API)的标准,确保了接头的互换性和标准化生产。
这使得不同厂家生产的接头可以互换使用,提高了钻井作业的效率和方便性。
2.螺纹连接:API钻具接头采用螺纹连接方式,常见的有API8RD、APIIF等型号。
螺纹连接具有结构简单、装配方便、拆卸容易等优点。
通过螺纹连接,可以确保接头的紧密连接,避免泄漏和松动的问题。
3.冲击力:API钻具接头需要承受较大的冲击力和扭矩,因此接头的材料需要具有足够的强度和韧性,以抵抗高强度的钻井作业环境。
常见的API接头材料有高强度合金钢、碳钢等。
4.密封性能:钻井作业中常常需要处理大量的高压液体和气体,因此API钻具接头需要具有良好的密封性能,以防止泄漏和漏失。
接头内部常常通过密封填料、密封圈等方式实现密封效果。
5.防腐蚀性能:钻井作业中常常存在酸碱性环境和高盐度的介质,因此API钻具接头需要具有良好的耐腐蚀性能,以延长接头的使用寿命和安全性。
6.橡胶衬套:为了增加接头的密封性和减小接头的磨损,API钻具接头通常会在内孔处设置橡胶衬套。
橡胶衬套可以提供较好的密封性能,并减小接头内部的冲击和磨损。
7.振动性能:钻井过程中,经常会出现钻具的振动和冲击现象,这会对钻具接头产生较大的影响。
因此,API钻具接头需要具有良好的振动性能,以减小振动对接头的影响,延长接头的使用寿命。
8.规范化标记:为了方便使用者识别和管理接头,API钻具接头上通常会有规范化的标记,包括接头型号、生产日期、生产厂家等信息。
这些标记可以帮助使用者快速了解接头的性能和质量,从而进行合理的使用和维护。
总而言之,API钻具接头具有标准化、螺纹连接、耐冲击、好密封性和振动性能等特点,这些特点使得API钻具接头成为钻井作业中常用的接头类型,并在石油钻探中发挥重要作用。
石油专用管螺纹管材的类型及规格之一---------钻具接头螺纹钻具接头螺纹用于如钻铤、钻杆、钻具稳定器及转换接头等钻井工具及钻柱构件的连接。
目前生产和检验依据的标准主要是API SPEC 7。
API SPEC 7称钻具接头螺纹为“旋转台肩连接”,是石油钻探行业连接钻柱构件最主要的机械机构。
这种带锥螺纹具有通过轴向位移来补偿连结部分直径误差的特点,因此互换性程度高、结合紧密和装拆容易。
其技术特点为英制锥管螺纹、有台肩连接、三角形螺纹,在管材连接中应用极为广泛。
其主要螺纹型式如表1所示。
表1:钻具接头螺纹类型序号螺纹型式螺纹牙型规格与种类1 数字型(NC) V-0.038R NC23-NC77共计13种2 内平型(IF) V-0.065 23/8in-51/2in共计6种3 贯眼型(FH) V-0.065V-0.050V-0.040 31/2in-65/8in共计5种4 正规型(REG) V-0.050V-0.040 23/8in-85/8in共计8种1. 内平型螺纹该型钻具接头螺纹连接外加厚或内外加厚钻杆,形成钻杆接头内径、管体加厚内径与管体内径相等或近似的通径。
所有规格螺纹均采用V-0.065平顶平底三角形牙型,这种牙型为平牙底,牙顶较宽度为0.065英寸(1.651mm)。
除51/2IF外,其它规格螺纹的因结构尺寸与相应的数字型螺纹完全相同,故具有互换性。
该型螺纹因其牙型结构易导致应力集中,API已将其淘汰,其中包括41/2IF和4IF,它们就是曾经在我油田被大量使用的410、411和4A10、4A11,取而代之的是NC50和NC46数字型螺纹。
2. 贯眼型螺纹该型钻杆接头螺纹连接内外加厚钻杆,形成钻杆接头内径和加厚端内径相等,而均小于钻杆管体内径的通径。
该型螺纹的规格虽然为数不多,但却使用了V-0.065、V-0.050(牙底为圆弧,牙顶宽度为0.050英寸,1.27mm)和V-0.040(牙底为圆弧,牙顶宽度为0.040英寸,1.02mm)三种牙型,曾经被广泛用于水龙头、方钻杆、钻杆、钻铤和钻头。
石油常用专用管螺纹和管材的类型及规格一、前言在石油工业发展过程中,API系列规范的石油管专用螺纹起着不可或缺的作用。
石油管专用螺纹主要分为两大类:用于井下工具及钻柱构件连接的石油钻具接头螺纹及用于油套管连接的油套管接头螺纹。
随着油井气钻采作业向更深、更高压力和更高温度等更苛刻工况条件的方向发展,而且石油钻采工艺技术不断的进步,常规石油管螺纹很难满足油田的开发需求。
本文就石油常用专用管螺纹和管材的主要类型、规格及发展现状作相应的介绍。
二、钻具接头螺纹钻具接头螺纹用于如钻铤、钻杆、钻具稳定器及转换接头等钻井工具及钻柱构件的连接。
目前生产和检验依据的标准主要是APISPEC7。
(螺纹外观见图3)APISPEC7称钻具接头螺纹为“旋转台肩连接”,是石油钻探行业连接钻柱构件最主要的机械机构。
这种带锥螺纹具有通过轴向位移来补偿连结部分直径误差的特点,因此互换性程度高、结合紧密和装拆容易。
其技术特点为英制锥管螺纹、有台肩连接、三角形螺纹,在管材连接中应用极为广泛。
其主要螺纹型式如表1所示。
表1:钻具接头螺纹类型序号螺纹型式英文写法螺纹牙型规格与种类1数字型(NC)NumberstyleconnectiontheadsV-0.038RNC23-NC77共计13种2内平型(IF)Internal-flushstyleconnectionthreadsV-0.06523/8in-51/2in共计6种3贯眼型(FH)Full-holestyleconnectionthreadsV-0.065V-0.050V-0.04031/2in-65/8in共计5种4正规型(REG)RegularstyleconnectionthreadsV-0.050V-0.04023/8in-85/8in 共计8种1.内平型螺纹该型钻具接头螺纹连接外加厚或内外加厚钻杆,形成钻杆接头内径、管体加厚内径与管体内径相等或近似的通径。
所有规格螺纹均采用V-0.065平顶平底三角形牙型,这种牙型为平牙底,牙顶较宽度为0.065英寸(1.651mm)。
API标准、NS-1、DS-1标准1.API标准简介API标准是美国石油学会的英文缩写简称API标准。
始建于1919年是美国国家级的商业协会也是世界范围内最早、最成功的制定标准的商会之一。
API的一项重要任务,就是负责石油天然气工业用设备的标准化工作,以确保该工业界所用设备的安全,可靠和互换性。
API是标准制订机构也出版标准,API参与ISO (是国际标准化组织)标准制订工作。
因此,很多标准规范写为API Spec7-1-2006 (ISO 10424-1:2004)旋转钻柱构件规范,共同属名。
如API Spec 5CT-2005(ISO 11960:2004)套管和油管规范,如API Spec 5DP (ISO 11966:2008)钻杆规范。
API在国际上享有很高的声望它所制定的标准被许多国家采用,中东、南美和亚洲许多国家的石油公司在招标采购石油机械时一般要求佩有API标志的产品才有资格参加投标。
因此,拥有API标志的石油机械设备不仅被认为是质量可靠,而且具有先进水平。
上边提到API标志,该标志经美国注册登记,未经许可任何人不得使用。
API取证是通过申请、检查、确认等程序颁发许可证书号的,检查其中包括质量管理体系。
(天合公司认证许可证号:API Spec 7-1 0396 API Spec7-0396、API Spec 5CT-0655、API Spec )(ISO 9001)符合条件才能授予证书允许制造厂在其产品上使用API会标标志。
但是会标使用上了是要符合条件的,也就是从原材料到出成品发货一系列工作必须符合规范标准要求才可以使用API会标,协会要定期对审核单位的运行情况进行复验。
2.会标的使用,API会标持证者是一个非独家拥有的,许可证号是唯一的。
标志要求是用于已取证的制造厂在由本规范覆盖的产品上使用API会标,比如API Spec7-1规范中,涵盖方钻杆旋塞阀、方钻杆(四方钻杆、六方钻杆)钻柱转换接头(接头、水龙头接头、提升短节、浮阀接头)、钻铤(无磁钻铤)、钻井钻头和取心钻头(牙轮钻头和刮刀钻头)。
石油常用专用管螺纹和管材的类型及规格一、前言在石油工业发展过程中,API系列规范的石油管专用螺纹起着不可或缺的作用。
石油管专用螺纹主要分为两大类:用于井下工具及钻柱构件连接的石油钻具接头螺纹及用于油套管连接的油套管接头螺纹。
随着油井气钻采作业向更深、更高压力和更高温度等更苛刻工况条件的方向发展,而且石油钻采工艺技术不断的进步,常规石油管螺纹很难满足油田的开发需求。
本文就石油常用专用管螺纹和管材的主要类型、规格及发展现状作相应的介绍。
二、钻具接头螺纹钻具接头螺纹用于如钻铤、钻杆、钻具稳定器及转换接头等钻井工具及钻柱构件的连接。
目前生产和检验依据的标准主要是API SPEC 7。
(螺纹外观见图3)API SPEC 7称钻具接头螺纹为“旋转台肩连接”,是石油钻探行业连接钻柱构件最主要的机械机构。
这种带锥螺纹具有通过轴向位移来补偿连结部分直径误差的特点,因此互换性程度高、结合紧密和装拆容易。
其技术特点为英制锥管螺纹、有台肩连接、三角形螺纹,在管材连接中使用极为广泛。
其主要螺纹型式如表1所示。
表1:钻具接头螺纹类型序号螺纹型式英文写法螺纹牙型规格和种类1 数字型(NC)Number style connection theads V-0.038R NC23-NC77共计13种2 内平型(IF)Internal-flush style connection threads V-0.065 23/8in-51/2in共计6种3 贯眼型(FH)Full-hole style connection threads V-0.065V-0.050V-0.040 31/2in-65/8in共计5种4 正规型(REG)Regular style connection threads V-0.050V-0.040 23/8in-85/8in共计8种1. 内平型螺纹该型钻具接头螺纹连接外加厚或内外加厚钻杆,形成钻杆接头内径、管体加厚内径和管体内径相等或近似的通径。
API钻具接头螺纹的特点、类型、加工要求及技术参数随着牙轮钻进,空气潜孔锤钻进,气举反循环钻进等钻探工艺的推广使用。
API系列井内钻柱构件和井下工具也得到了越来越广泛的应用。
尤其是连接钻柱构件的API系列钻具接头螺纹,更是起着不可或缺的作用。
因此,熟悉和掌握API系列钻具接头螺纹的相关技术规范和设计要求,采用合理的加工参数及检测方法,是保证API系列井内钻柱构件和井下工具正常使用的重要工作之一。
本文拟在API SPEC7、GB/T9253. 1—1999、SY/T5144—2007及GB/T4749—2003等标准的基础上,并结合生产实践及使用过程中遇到的实际问题,分别就API系列钻具接头螺纹的特点、类型、规格、加工要求、检测方法、及螺纹的主要失效形式等方面进行论述,以帮助我们加深对API相关技术规范的理解和认识,正确掌握API系列钻具接头螺纹的生产加工和操作使用。
一、螺纹特点API系列钻具接头螺纹主要用于钻杆、钻铤、钻具稳定器和转换器等钻井工具及钻柱构件的连接。
目前生产和检验的主要依据标准为:API SPEC 7《旋转钻柱构件规范》(2001年11月第40版)和GB/T9253.1—1999《石油钻杆接头螺纹》。
API SPEC 7将钻具接头螺纹称为“旋转台肩连接”,这种带锥螺纹具有通过轴向位移来补偿连接部分直径误差的特点。
因此互换程度高、结合紧密、装拆容易。
其技术特点为:“英制锥管螺纹、有台肩连接、三角形螺纹”,因此在管材连接中应用极为广泛。
API系列钻具接头螺纹按螺纹形式分为四大类,分类情况见表一。
1、数字型螺纹(NC)这是以螺纹基面中径的英寸和十分之一英寸数值表示的螺纹。
所有规格螺纹均采用V-0.038R 平顶圆底三角形牙型。
牙型特点为:圆形牙底,牙底半径为0.038英寸(0.965毫米)。
数字形螺纹(NC)是API推荐优先使用的螺纹类型。
该螺纹有1:6和1:4两种锥度标准,主要应用于钻杆、钻铤、钻具稳定器等钻柱构件的连接,NC50还可应用于在钻头螺纹的连接上。
2、内平型螺纹(IF)该型螺纹主要用于连接外加厚或内外加厚的钻杆、接头内径、管端加厚处内径与钻杆内径有着相等或近似相等的通径。
所有规格螺纹均采用V-0.065平顶平底三角形牙形。
这种牙型的特点为:平牙顶、平牙底、牙顶宽度为0.065英寸(1.651毫米)。
该型螺纹除215IF 规格外,其它规格因其结构尺寸与相应的数字型螺纹完全相同,因此与数字型螺纹具有互换性。
内平型螺纹的牙型结构易导致应力集中,故API 已将其逐步淘汰。
相应规格螺纹由同规格的数字型螺纹所取代。
被淘汰螺纹与数字型螺纹互换情况见表二。
表二 螺纹互换类型对照表3、贯眼型螺纹(FH )该型螺纹主要应用于连接内、外加厚的钻杆。
钻杆接头内径与加厚端内径相等,但均小于钻杆的管体内径。
该型螺纹规格尽管数量不多,但却使用了包括V -0.065、V -0.050(牙底为圆弧,牙顶宽度为0.050英寸,1.270毫米)和V -0.040(牙底为圆弧,牙顶宽度为0.040英寸,1.020毫米)三种牙型。
该螺纹曾广泛用于水龙头、方钻杆、钻铤和钻头的连接。
现除521FH 和685FH两种使用V -0.050牙型。
1:6锥度的大规格螺纹外其余规格均被API 列入淘汰范围。
原使用较广的4FH 螺纹同内平型螺纹一样,被同规格的数字型螺纹所取代。
4、正规型螺纹(REG )该型螺纹曾用于连接内加厚钻杆,钻具接头内径小于加厚端内径,而加厚端内径又小于钻杆内径。
API 设计正规型螺纹的主要目的是将其应用在钻头螺纹的连接上,由于钻头位置处于钻柱末端。
所以尽管螺纹牙型也存在应力集中现象,但对整个钻柱连接强度影响不大。
因此可以忽略不计,在修改后的API SPEC 7第四十版中,API 将所有的螺纹规格都全部保留了下来。
正规型螺纹使用V -0.050和V -0.040两种牙型。
在API SPEC 7第四十版中,又增加了V -0.055牙型(平牙底,牙顶宽度为0.055英寸,1.397毫米)的1REG 和121REG 两种螺纹规格。
三、螺纹标记按照《GB/T9253.1—1999》标准中的相关规定,钻具接头螺纹采用螺纹代号进行标注。
1、数字型螺纹:采用螺纹代号加螺纹基面中径十分之一英寸的数值组成。
例:NC38—表示螺纹基面中径为3.8英寸,只能加工成V -0.038R 尺寸牙型的数字型螺纹。
2、其余类型螺纹:由接头规格加螺纹代号组成。
例:421IF —表示接头规格为421英寸,可加工成V -0.065尺寸牙型的内平型螺纹。
3、左旋螺纹:在螺纹代号后加“—LH ”例:421REG —LH 4、可互换螺纹:对被换螺纹加括号表示。
例:NC50(421IF )—表示421IF 可与NC50螺纹进行互换,螺纹牙型尺寸即可加工成V -0.038R ,亦可加工成V -0.065。
对可互换螺纹,如果括号内只标注了内平或贯眼型螺纹代号(如上例中的421IF ),则允许螺纹牙型可按V -0.038R 尺寸进行加工。
四、螺纹牙型1、螺纹牙型有V -0.038R 、V -0.040、V -0.050、V -0.055、V -0.065五种类型。
螺纹牙型及尺寸参数见图一、图二和表三。
图一:V -0.038R V -0.040和V -0.050螺纹牙型图二:V-0.055、V-0.065螺纹牙型表三:钻具接头螺纹牙型尺寸表2、V -0.038R 指的是牙底圆弧半径为0.038英寸(0.965毫米)的V 形螺纹。
V -0.040、V -0.050、V -0.055、V -0.065中各自的数字分别代表V 形螺纹牙顶宽度的英寸数值,但这四种螺纹的牙底形状则各不相同。
V -0.040螺纹的牙底圆弧半径为0.02英寸(0.51毫米)。
V -0.050的螺纹牙底圆弧半径为0.025英寸(0.635毫米)。
V -0.055和V -0.065的螺纹牙底则为平面。
五、螺纹加工精度要求 1、螺距极限偏差在完整螺纹范围内,任一段沿轴向25.4毫米长度内的螺纹累积偏差为±0.038毫米。
在完整螺纹整个范围内,螺纹累积偏差为±114毫米,或按螺纹总长度的1/1000计算,两者取其大值。
2、牙侧角极限偏差为:±45’。
3、锥度极限偏差在完整螺纹范围内,折算到304.8毫米轴向长度上,螺纹中径圆锥的平均锥度极限偏差为:外螺纹762.00+,内螺纹0762.0-。
4、牙形高和牙顶高的极限偏差应符合图三和表四的规定。
图三 牙型高和牙顶高极限偏差尺寸图表四:牙型高牙顶高极限偏差尺寸螺距 牙顶高han=has牙型高hn=hs △ha=△hs△ha=△hs4.233 008.0- 06.00+ 5.080 0120.0-08.00+ 6.350180.0-120.00+5、紧密距极限偏差,应符合GB/T4749—2003中相关规定。
6、螺纹结构的其它尺寸公差和形位公差应满足图四、图五和表五、表六、表七中相关要求。
7、特殊结构对于钻铤和小规格的钻具接头螺纹(NC10~NC16),内外螺纹的收尾部分可根据需要加工成密封槽,应力分散槽和密封锥面等特殊结构。
六、螺纹的检测与识别1、钻具接头螺纹在生产加工中,必须符合各项尺寸公差和形位公差要求。
并按规定正确使用螺纹量规检验螺纹紧密距和各项极限偏差。
对库存产品,每隔一定检验周期。
应用螺纹单项检测仪对螺纹螺距和锥度重新进行检测。
2、在使用现场,可采用牙型规对螺纹的磨损情况进行检测。
螺纹剩余牙顶宽度不小于原牙顶宽度的1/2,牙顶高度不低于原牙顶高度的2/3。
磨损牙数不超过3.5牙时,螺纹仍可继续使用,否则必须进行修扣处理。
3、使用现场对螺纹最有效的识别方法是使用螺纹接头尺。
这种接头尺专门设有标记了外螺纹根部直径和内螺纹镗孔直径参数的游标卡尺。
使用时即简便、直观、又可准确判定螺纹的类型和规格。
如无螺纹接头尺,则可同时使用普通游标卡尺和钢直尺进行测量,然后通过参照螺纹规范进行对比,即可确定螺纹的类型和规格。
4、螺纹旋向的识别将螺纹竖直放置,从正面观察螺旋线的上升方向。
向右上升的为右旋螺纹,向左上升的为左旋螺纹。
七、螺纹的主要失效形式1、粘扣和胀扣通常发生在有较高轴向压力情况下,外螺纹强制进入内螺纹,导致内螺纹胀开或粘扣而造成连接失效。
上扣时扭矩过高或钻进中产生过高扭矩时,也会出现这种情况下。
2、螺纹剪切失效往往出现在螺纹最未端的完整扣处。
螺纹锥度越大,螺纹越短,越容易发生剪切失效现象。
3、断裂螺纹最未端完整扣处往往应力最大。
断裂现象常出现在螺纹最未端完整扣处。
因此,小规格钻具接头螺纹和钻铤螺纹常加工有应力分散槽等特殊结构,以减小应力集中现象。
4、滑扣螺纹锥度较大时,上紧圈数尚未达到额定圈数而扭矩就已达到推荐值,此时在轴向拉力作用下,往往会出现滑扣。
除此之外,螺纹间隙充填物不合理时也易产生滑扣现象。
5、倒扣螺纹上紧扭矩过小或未能达到额定值,导致螺纹无法承受施加的轴向载荷和井下扭矩,从而出现倒扣失效,造成钻具脱扣掉入井内。
6、刺扣和密封失效钻进过程中,钻具的扭转振动往往会造成钻具旋转速度时快时慢。
当钻具突然加速旋转时,扭矩会瞬间增大。
此时,在钻具和井壁、外螺纹和内螺纹的交互作用下,钻具接头处往往会产生很高的热量,导致螺纹脂从螺纹间隙中流出,造成密封失效而引起刺扣。
除此之外,加工精度过低,不合理的公差配合,过少的螺纹过盈量,都是产生刺扣现象发生一个重要原因。
八、螺纹的基本尺寸和加工参数1、钻具接头螺纹尺寸见图四、图五2、钻具接头螺纹尺寸参数见表五、表六、表七表五:数字型(NC)接头螺纹尺寸参数表表六正规型(REG)接头螺纹尺寸参数表表七:贯眼型(FH),内平型(IF)接头螺纹尺寸参数表11。