等离子弧焊的双弧现象
- 格式:ppt
- 大小:4.00 MB
- 文档页数:26
何谓双弧,如何防止双弧?
佚名
【期刊名称】《电焊机》
【年(卷),期】2010(40)2
【摘要】等离子弧正常工作时,电弧应从钨极经喷嘴孔道到达工件。
双弧是指钨极与喷嘴之间有一个电弧,喷嘴与工件有一个电弧,钨极到工件间的电流通道有两个相串联的电弧。
出现双弧时,会造成工艺缺陷,严重时烧毁喷嘴,需要避免。
【总页数】1页(P41-41)
【关键词】等离子弧;电流通道;工艺缺陷;喷嘴;电弧;工作时;工件;钨极
【正文语种】中文
【中图分类】TG483;TN710.202
【相关文献】
1.双丝双弧埋弧焊不清根技术在焊接H型钢全熔透主焊缝作业中的应用 [J], 葛文亮;孙岩;范卫东;
2.中厚板箱形梁(柱)对接与角接组合焊缝双丝双弧埋弧焊工艺 [J], 宋统战;
3.70t箱形梁双丝双弧(CO<sub>2</sub>气体保护焊和埋弧焊)焊接工艺分析[J], 宋统战;李良海;姚鉴城;
4.百万机组锅炉钢结构双丝双弧埋弧焊接技术的应用 [J], 赵金鹏;仉健康;李新运;刘振辉;孔德状;朱卫东
5.中厚板粗丝双丝双弧埋弧焊船型角焊工艺研究 [J], 杨政;郑建明
因版权原因,仅展示原文概要,查看原文内容请购买。

2022年特种设备焊接作业《(JS)金属焊接》安全生产模拟考试题(一)姓名:_____________ 年级:____________ 学号:______________1、(判断题)手工钨极氩弧焊几乎可以焊接所有的金属材料。
A、正确B、错误正确答案:错误2、(判断题)低碳钢在碳弧气刨后,刨槽表面会有一渗碳层,这是由于处于高温的表面金属被急冷后所造成的。
A、正确B、错误正确答案:错误3、(判断题)《特种设备焊接操作人员焊绩记录表》应逐台逐日记录。
A、正确B、错误正确答案:错误4、(判断题)焊条电弧焊焊接镍基合金时,为了防止未熔合,焊接过程中应适当摆动焊条A、正确B、错误正确答案:错误5、(判断题)非转移等离子弧工作时靠等离子焰加热焊接件,加热能量和温度均较转移弧低,因此主要用于焊接较厚的金属。
A、正确B、错误正确答案:错误6、(判断题)等离子弧焊时的双弧现象,可以大大地提高等离子弧燃烧的稳定性。
A、正确B、错误正确答案:错误7、(判断题)等离子弧焊接时,在其他条件不变的条件下,增加等离子弧电流,弧柱直径不变;A、正确B、错误正确答案:错误8、(判断题)铜与铜合金埋弧焊时可采用焊接低碳钢所用的焊剂。
A、正确B、错误正确答案:错误9、(判断题)气电立焊通常采用特制的药芯焊丝,采用CO₂气体作保护气体。
A、正确B、错误正确答案:错误10、(判断题)镍及镍合金具有晶间腐蚀要求时,应采用氩弧焊等热输入较小的焊接方法A、正确B、错误正确答案:错误11、(判断题)气焊时,焊嘴孔径越大,火焰能率也就越大。
A、正确B、错误正确答案:错误12、(判断题)定位焊缝由于只起装配和固定焊件的作用,所以可以选质量较差的焊条。
A、正确B、错误正确答案:错误13、(判断题)怀疑可燃气瓶漏气,则在可疑处用明火试验,若能点燃,则表明漏气。
A、正确B、错误正确答案:错误14、(判断题)电渣焊电源的负载持续率必须是100%。
A、正确B、错误正确答案:错误15、(判断题)《中华人民共和国特种设备安全法》规定,负责特种设备安全监督管理的部门应当加强特种设备质量宣传教育,普及特种设备质量知识,增强社会公众的特种设备质量意识。
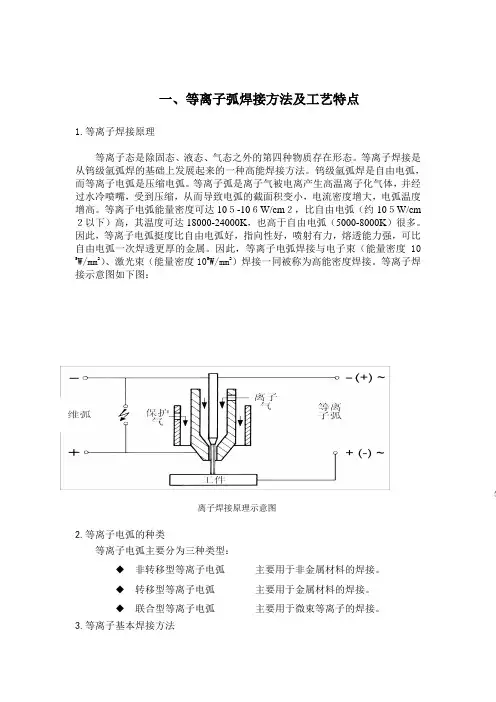
一、等离子弧焊接方法及工艺特点1.等离子焊接原理等离子态是除固态、液态、气态之外的第四种物质存在形态。
等离子焊接是从钨级氩弧焊的基础上发展起来的一种高能焊接方法。
钨级氩弧焊是自由电弧,而等离子电弧是压缩电弧。
等离子弧是离子气被电离产生高温离子化气体,并经过水冷喷嘴,受到压缩,从而导致电弧的截面积变小,电流密度增大,电弧温度增高。
等离子电弧能量密度可达105-106W/cm2,比自由电弧(约105W/cm2以下)高,其温度可达18000-24000K,也高于自由电弧(5000-8000K)很多。
因此,等离子电弧挺度比自由电弧好,指向性好,喷射有力,熔透能力强,可比自由电弧一次焊透更厚的金属。
因此,等离子电弧焊接与电子束(能量密度105W/mm2)、激光束(能量密度105W/mm2)焊接一同被称为高能密度焊接。
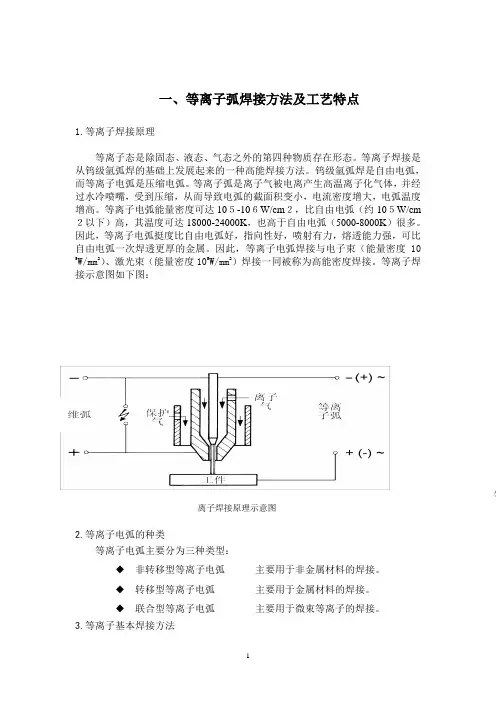
等离子焊接示意图如下图:等离子焊接原理示意图2.等离子电弧的种类等离子电弧主要分为三种类型:◆非转移型等离子电弧主要用于非金属材料的焊接。
◆转移型等离子电弧主要用于金属材料的焊接。
◆联合型等离子电弧主要用于微束等离子的焊接。
3.等离子基本焊接方法按焊缝成型原理,等离子焊接有两种基本的焊接方法:熔透型和小孔型等离子焊接。
◆熔透型等离子焊接在焊接过程中离子气较小,弧柱的压缩程度较弱,只熔透工件,但不产生小孔效应的等离子焊接方法。
其焊缝成型原理与氩弧焊类似,主要用于薄板焊接及厚板多层焊。
◆小孔型等离子焊接利用小孔效应实现等离子弧焊接的方法称为小孔型等离子焊接。
由于等离子具有能量集中﹑电弧力强的特点,在适当的参数条件下,等离子弧可以直接穿透被焊工件,形成一个贯穿工件厚度方向的小孔,小孔周围的液体金属在电弧力﹑液态金属表面张力以及重力下保持平衡,随着等离子弧在焊接方向移动,熔化金属沿着等离子弧周围熔池壁向熔池后方流动,并逐渐凝固形成焊逢,小孔也跟着等离子弧向前移动,如下图所示。
小孔效应示意图小孔效应的优点在于可以单道焊接厚板,一次焊透双面成型。
第4章等离子弧焊接等离子弧焊接设备4.1 等离子弧的产生及其特性1. 等离子弧的产生1)等离子弧概念等离子电弧的形成及电弧形态比较等离子弧是通过外部拘束使自由电弧的弧柱被强烈压缩形成的电弧。
通常情况下的GTA和GMA电弧,为自由电弧,除受到电弧自身磁场拘束和周围环境的冷却拘束外,不受其他条件束缚,电弧相同相对比较扩展,电弧能量密度和温度较低。
若把自由电弧缩进到喷嘴里,喷嘴的孔径小,电弧通过时,弧柱截面积受到限制,不能自由扩展,产生了外部拘束作用,电弧在径向上被强烈压缩,形成等离子弧。
2)等离子弧的工作方式①转移型等离子弧。
(a)等离子弧方式在喷嘴内电极与被加工工件间产生等离子弧。
由于电极到工件的距离较长,引燃电弧时,首先在电极和喷嘴内壁间引燃一个小电弧,称作“引燃弧”,电极被加热,空间温度升高,高温气流从喷嘴孔道中流出,喷射到工件表面,在电极与工件间有了高温气层,随后在主电源较高的空载电压下,电弧能够自动的转移到电极与工件之间燃烧,称为“主弧”或“转移弧”。
②等离子焰流在钨电极与喷嘴内壁之间引燃等离子弧。
由于保护气通过电弧区被加热,流出喷嘴时带出高温等离子焰流,堆被加工工件进行加热,称作“等离子焰流”。
电极与喷嘴内壁间的电弧,其电流值较小,电弧温度低,故等离子焰流的温度也明显低于电弧,指向性不如等离子弧。
等离子焰流方式③混合型等离子弧当电弧引燃并形成转移电弧后仍然能保持引燃弧的存在,即形成两个电弧同时燃烧的局面,效果是转移弧的燃烧更为稳定。
2. 等离子弧特性及用途1)电弧静特性与TIG电弧相比,等离子弧的静特性的特点:①受到水冷喷嘴孔道壁的拘束,弧柱截面积小,弧柱电场强度增大,电弧电压明显提高,从大范围电流变化看,静特性曲线中平特性区不明显,上升特性区斜率增加。
等离子弧静特性变化特点(a)等离子弧与TIG电弧静特性(b)小弧电流对等离子弧静特性影响②混合式等离子弧中的小弧电流对转移弧特性有明显影响,小弧电流值增加,有利于降低转移弧电压。
一、等离子弧焊接方法及工艺特点1.等离子焊接原理等离子态是除固态、液态、气态之外的第四种物质存在形态。
等离子焊接是从钨级氩弧焊的基础上发展起来的一种高能焊接方法。
钨级氩弧焊是自由电弧,而等离子电弧是压缩电弧。
等离子弧是离子气被电离产生高温离子化气体,并经过水冷喷嘴,受到压缩,从而导致电弧的截面积变小,电流密度增大,电弧温度增高。
等离子电弧能量密度可达105-106W/cm2,比自由电弧(约105W/cm2以下)高,其温度可达18000-24000K,也高于自由电弧(5000-8000K)很多。
因此,等离子电弧挺度比自由电弧好,指向性好,喷射有力,熔透能力强,可比自由电弧一次焊透更厚的金属。
因此,等离子电弧焊接与电子束(能量密度105W/mm2)、激光束(能量密度105W/mm2)焊接一同被称为高能密度焊接。
等离子焊接示意图如下图:等离子焊接原理示意图2.等离子电弧的种类等离子电弧主要分为三种类型:◆非转移型等离子电弧主要用于非金属材料的焊接。
◆转移型等离子电弧主要用于金属材料的焊接。
◆联合型等离子电弧主要用于微束等离子的焊接。
3.等离子基本焊接方法按焊缝成型原理,等离子焊接有两种基本的焊接方法:熔透型和小孔型等离子焊接。
◆熔透型等离子焊接在焊接过程中离子气较小,弧柱的压缩程度较弱,只熔透工件,但不产生小孔效应的等离子焊接方法。
其焊缝成型原理与氩弧焊类似,主要用于薄板焊接及厚板多层焊。
◆小孔型等离子焊接利用小孔效应实现等离子弧焊接的方法称为小孔型等离子焊接。
由于等离子具有能量集中﹑电弧力强的特点,在适当的参数条件下,等离子弧可以直接穿透被焊工件,形成一个贯穿工件厚度方向的小孔,小孔周围的液体金属在电弧力﹑液态金属表面张力以及重力下保持平衡,随着等离子弧在焊接方向移动,熔化金属沿着等离子弧周围熔池壁向熔池后方流动,并逐渐凝固形成焊逢,小孔也跟着等离子弧向前移动,如下图所示。
小孔效应示意图小孔效应的优点在于可以单道焊接厚板,一次焊透双面成型。

2022年特种设备焊接作业《承压焊》安全生产模拟考试题(一)姓名:_____________ 年级:____________ 学号:______________1、(判断题)焊接检验员应在焊接过程中,现场巡视、监督检查焊工执行工艺纪律情况、上岗人员持证情况。
A、正确B、错误正确答案:正确2、(判断题)制定《中华人民共和国特种设备安全法》作用之一,就是明确特种设备生产、使用单位在特种设备安全方面的义务和法律责任。
A、正确B、错误正确答案:正确3、(判断题)等离子气流量增加提高等离子弧的穿透能力,过大时对焊缝成型影响也不大。
A、正确B、错误正确答案:错误4、(判断题)由于紫铜的熔点低,所以气焊时,火焰能率应比焊低碳钢低。
A、正确B、错误正确答案:错误5、(判断题)V型坡口的形状上大下小,运条方便,视野清楚,所以对于厚度>16mm的管子焊条电弧焊时,常采用这种坡口形式。
A、正确B、错误正确答案:错误6、(判断题)等离子弧焊是一种不熔化极电弧焊,是利用电极和焊件之间的压缩电弧(转移电弧)来实现焊接的。
A、正确B、错误正确答案:正确7、(判断题)低氢型药皮的焊条只能选用直流弧焊电源。
A、正确B、错误正确答案:错误8、(判断题)动持性是用来表示弧焊电源对负载瞬变的快速反应能力。
A、正确B、错误正确答案:正确9、(判断题)等离子弧的温度之所以高,是因为使用了较大的焊接电流。
A、正确B、错误正确答案:错误10、(判断题)联合弧、转移弧和非转移弧三种形态的等离子弧钨极都是接在焊接电源的负极。
A、正确B、错误正确答案:正确11、(判断题)CO₂焊时会产生CO有毒气体。
A、正确B、错误正确答案:正确12、(判断题)等离子弧的弧柱区存在大量的中性粒子、电子和气体分子。
A、正确B、错误正确答案:错误13、(判断题)等离子弧焊时的双弧现象,可以大大地提高等离子弧燃烧的未定型。
A、正确B、错误正确答案:错误14、(判断题)气电立焊的线能量大,所以焊接质量好。