角焊缝计算实例
- 格式:pdf
- 大小:3.64 MB
- 文档页数:24
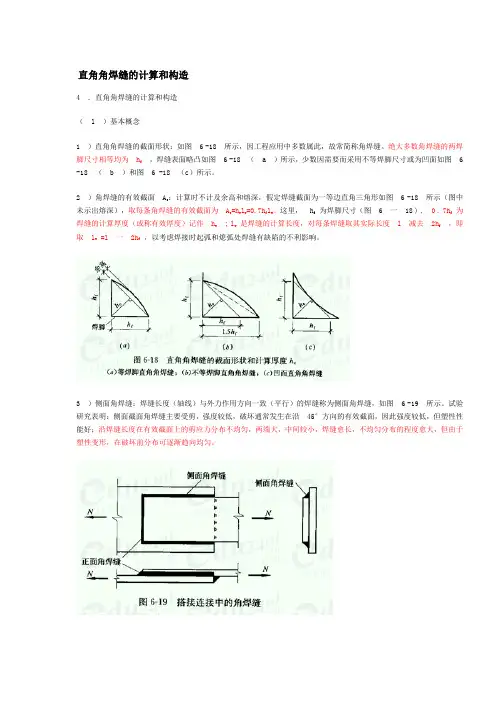
直角角焊缝的计算和构造4 .直角角焊缝的计算和构造( l )基本概念1 )直角角焊缝的截面形状:如图 6 -18 所示,因工程应用中多数属此,故常简称角焊缝。
绝大多数角焊缝的两焊脚尺寸相等均为 h f,焊缝表面略凸如图 6 -18 ( a )所示,少数因需要而采用不等焊脚尺寸或为凹面如图 6 -18 ( b )和图 6 -18 (c)所示。
2 )角焊缝的有效截面 A e:计算时不计及余高和熔深,假定焊缝截面为一等边直角三角形如图 6 -18 所示(图中未示出熔深),取每条角焊缝的有效截面为 A e=h e l w=0.7h f l w。
这里, h f 为焊脚尺寸(图 6 一 18 ) , 0 . 7h f 为焊缝的计算厚度(或称有效厚度)记作 h e ; l w 是焊缝的计算长度,对每条焊缝取其实际长度 l 减去 2h f,即取 l w =l 一 2h f ,以考虑焊接时起弧和熄弧处焊缝有缺陷的不利影响。
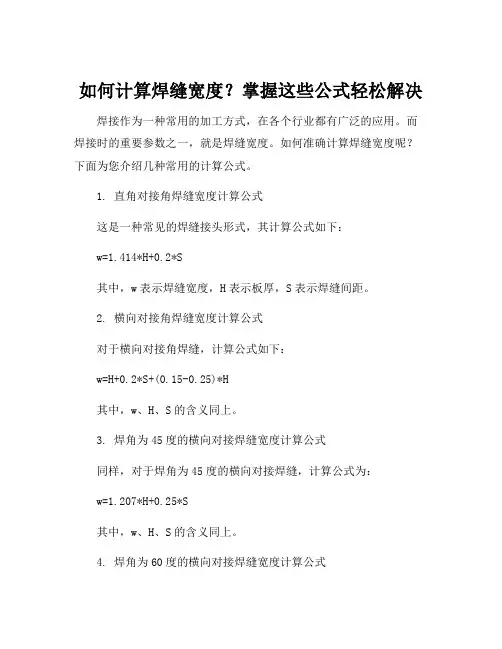
3 )侧面角焊缝:焊缝长度(轴线)与外力作用方向一致(平行)的焊缝称为侧面角焊缝,如图 6 -19 所示。
试验研究表明:侧面截面角焊缝主要受剪,强度较低,破坏通常发生在沿45°方向的有效截面,因此强度较低,但塑性性能好;沿焊缝长度在有效截面上的剪应力分布不均匀,两端大,中间较小,焊缝愈长,不均匀分布的程度愈大,但由于塑性变形,在破坏前分布可逐渐趋向均匀。
4 )正面角焊缝:焊缝长度与外受力作用方向相垂直的焊缝称为正面角焊缝,如图 6 -19 所示。
试验研究表明:正面角焊缝多轴受力(复杂应力状态),破坏通常不发生在45°方向的有效截面,因此强度较侧面角焊缝为高,一般可高 1 / 3 左右,且刚度较大;沿焊缝长度在有效截面上的应力分布较均匀。
( 2 )基本假定角焊缝中的应力分布较复杂,侧面角焊缝和正面角焊缝的受力性能不同,很难精确计算。
因此,目前我国和国际上许多国家(地区)对角焊缝采用简化计算法,即计算时采用以下简化假定:1 )每条角焊缝计算时的破坏截面为沿 45 °方向的有效截面,即为 h e l w =0 . 7h f l w。

3.3 角焊缝的构造和计算3.3.1 角焊缝的形式和强度角焊缝按其与作用力的关系可分为:正面角焊缝、侧面角焊缝、斜焊缝;正面角焊缝:焊缝长度方向与作用力垂直;侧面角焊缝:焊缝长度方向与作用力平行。
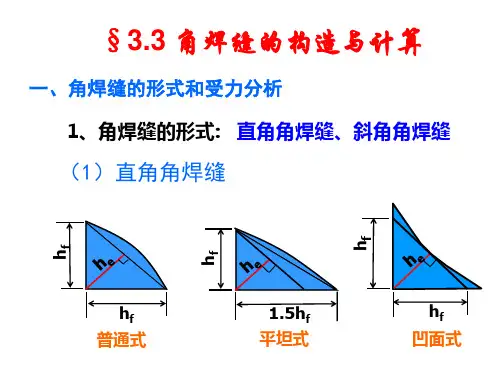
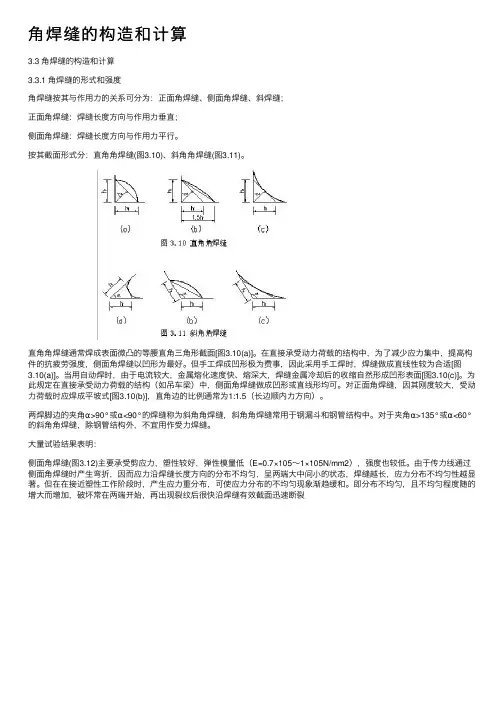
按其截面形式分:直角角焊缝(图3.10)、斜角角焊缝(图3.11)。
直角角焊缝通常焊成表面微凸的等腰直角三角形截面[图3.10(a)]。
在直接承受动力荷载的结构中,为了减少应力集中,提高构件的抗疲劳强度,侧面角焊缝以凹形为最好。
但手工焊成凹形极为费事,因此采用手工焊时,焊缝做成直线性较为合适[图3.10(a)]。
当用自动焊时,由于电流较大,金属熔化速度快、熔深大,焊缝金属冷却后的收缩自然形成凹形表面[图3.10(c)]。
为此规定在直接承受动力荷载的结构(如吊车梁)中,侧面角焊缝做成凹形或直线形均可。
对正面角焊缝,因其刚度较大,受动力荷载时应焊成平坡式[图3.10(b)],直角边的比例通常为1:1.5(长边顺内力方向)。
两焊脚边的夹角α>90°或α<90°的焊缝称为斜角角焊缝,斜角角焊缝常用于钢漏斗和钢管结构中。
对于夹角α>135°或α<60°的斜角角焊缝,除钢管结构外,不宜用作受力焊缝。
大量试验结果表明:侧面角焊缝(图3.12)主要承受剪应力,塑性较好,弹性模量低(E=0.7×105~1×105N/mm2),强度也较低。
由于传力线通过侧面角焊缝时产生弯折,因而应力沿焊缝长度方向的分布不均匀,呈两端大中间小的状态,焊缝越长,应力分布不均匀性越显著。
但在在接近塑性工作阶段时,产生应力重分布,可使应力分布的不均匀现象渐趋缓和。
即分布不均匀,且不均匀程度随的增大而增加,破坏常在两端开始,再出现裂纹后很快沿焊缝有效截面迅速断裂正面角焊缝(图3.13)受力复杂,截面中的各面均存在正应力和剪应力。
由于传力时力线弯折,并且焊根处正好是两焊件接触面的端部,相当于裂缝的尖端,故焊根处存在着很严重的应力集中。
如何计算焊缝宽度?掌握这些公式轻松解决焊接作为一种常用的加工方式,在各个行业都有广泛的应用。
而焊接时的重要参数之一,就是焊缝宽度。
如何准确计算焊缝宽度呢?下面为您介绍几种常用的计算公式。
1. 直角对接角焊缝宽度计算公式
这是一种常见的焊缝接头形式,其计算公式如下:
w=1.414*H+0.2*S
其中,w表示焊缝宽度,H表示板厚,S表示焊缝间距。
2. 横向对接角焊缝宽度计算公式
对于横向对接角焊缝,计算公式如下:
w=H+0.2*S+(0.15-0.25)*H
其中,w、H、S的含义同上。
3. 焊角为45度的横向对接焊缝宽度计算公式
同样,对于焊角为45度的横向对接焊缝,计算公式为:
w=1.207*H+0.25*S
其中,w、H、S的含义同上。
4. 焊角为60度的横向对接焊缝宽度计算公式
当焊角为60度时,焊缝宽度的计算公式如下:
w=1.155*H+0.25*S
其中,w、H、S的含义仍然同上。
通过掌握上述公式,您可以在焊接时轻松计算焊缝宽度,为高质量焊接提供有力保障。
但需要注意的是,在实际应用过程中,不同焊接的情况可能存在差异,因此需要根据实际情况进行调整。
三面围焊角焊缝例题
三面围焊角焊缝是一种常见的焊接形式,在工业制造中广泛应用。
以下是一个关于三面围焊角焊缝的例题:
问题:
一个方形钢板的边长为100mm,厚度为8mm。
现需要对其进行三面围焊角焊缝。
焊缝的宽度为4mm,焊缝的角度为60度。
计算完成焊接后的钢板尺寸和焊缝长度。
解答:
首先,我们需要确定焊接后的钢板尺寸。
由于三面围焊角焊缝是对边缘进行焊接,所以焊接后的钢板尺寸会减少焊缝宽度的两倍。
因此,焊接后的钢板边长为100mm - 4mm × 2 = 92mm,厚度不变,仍为8mm。
接下来,我们计算焊缝的长度。
由于焊缝是沿着钢板的边缘进行焊接,我们可以通过计算焊接边缘的总长度来得到焊缝的长度。
焊接边缘的总长度= 4 ×边长+ 4 ×(边长- 焊缝宽度) = 4 ×100mm + 4 ×(100mm - 4mm) = 400mm + 384mm = 784mm。
最后,我们需要考虑焊缝的角度。
由于焊缝的角度为60度,我们可以将焊接边缘的总长度乘以角度的余弦值来计算实际的焊缝长度。
焊缝长度= 焊接边缘总长度×cos(60度) ≈784mm ×
0.5 ≈392mm。
综上所述,完成焊接后的钢板尺寸为92mm ×8mm,焊缝长度为392mm。

角焊缝及其计算型式及分类截面形式:普通型(等边凸形)、平坦型(不等边凹形)、凹面形两焊脚边夹角: 直角角焊缝、斜角角焊缝、焊缝长度与作用方向1.侧面角焊缝(侧缝)侧缝主要承受剪力, 应力状态叫单纯, 在弹性阶段, 剪应力沿焊缝长度方向分布不均匀, 两端大中间小, 且焊缝越长越不均匀, 但侧缝塑性好。
2. 正面角焊缝(端缝)端缝连接中传力线有较大的弯折, 应力状态较复杂, 正面角焊缝沿焊缝长度方向分布比较均匀, 但焊脚及有效厚度面上存在严重的应力集中现象, 所以其破坏属于正应力和剪应力的综合破坏, 但正面角焊缝的刚度较大, 变形较小, 塑性较差, 性质较脆。
3. 斜向角焊缝斜向角焊缝受力情况较复杂, 其性能介于侧缝和端缝之间, 常用于杆件倾斜相支的情况, 也用在板件较宽, 内力较大连接中。
4. 周围角焊缝主要为了增加焊缝的长度和使焊缝遍及板件全宽, 而把板件交搭处的所有交搭线尽可能多的加以焊接, 成为开口或封闭的周围角焊缝。
构造及要求。
4.1.最小焊脚尺.4.2.最大焊脚尺.贴边处满.4.3.角焊缝最小长度4.4.侧面角焊缝最大计算长度4.5.板件端部仅有两条角焊缝时每条侧面角焊缝的计算长度4.6.搭接连接中搭接长度应满.而且不宜采用一条正面角焊缝来传力。
4.7.在次要构件和焊缝连接中,允许采用断续角焊缝,各段间距满足以保证整体受力。
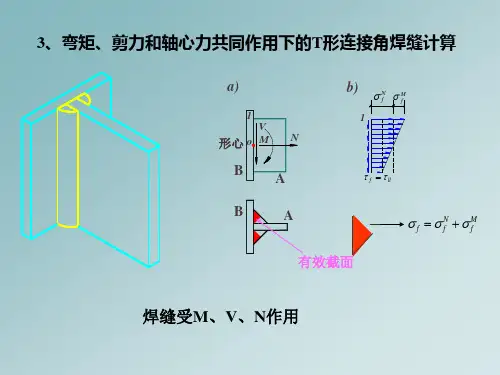
角焊缝连接计算基本计算公式轴心作用下的角焊缝计算轴心作用下角钢的角焊缝计算弯矩,剪力和轴心力共同作用下角焊缝计算(T形接头)弯矩,剪力和轴心力共同作用下角焊缝计算(搭接形接头)1.端缝、侧缝在轴向力作用下的计算.(1)端缝...——垂直于焊缝长度方向的应力....h.——角焊缝有效厚度....l.——角焊缝计算长度,每条角焊缝取实际长度减10mm(每端减5mm).ff.——角焊缝强度设计值.b.——系数,对承受静力荷载和间接承受动力荷载的结构,b.=1.22,直接承受动力荷载b.=1.0。
⾓焊缝的构造和计算3.3 ⾓焊缝的构造和计算3.3.1 ⾓焊缝的形式和强度⾓焊缝按其与作⽤⼒的关系可分为:正⾯⾓焊缝、侧⾯⾓焊缝、斜焊缝;正⾯⾓焊缝:焊缝长度⽅向与作⽤⼒垂直;侧⾯⾓焊缝:焊缝长度⽅向与作⽤⼒平⾏。
按其截⾯形式分:直⾓⾓焊缝(图3.10)、斜⾓⾓焊缝(图3.11)。
直⾓⾓焊缝通常焊成表⾯微凸的等腰直⾓三⾓形截⾯[图3.10(a)]。
在直接承受动⼒荷载的结构中,为了减少应⼒集中,提⾼构件的抗疲劳强度,侧⾯⾓焊缝以凹形为最好。
但⼿⼯焊成凹形极为费事,因此采⽤⼿⼯焊时,焊缝做成直线性较为合适[图3.10(a)]。
当⽤⾃动焊时,由于电流较⼤,⾦属熔化速度快、熔深⼤,焊缝⾦属冷却后的收缩⾃然形成凹形表⾯[图3.10(c)]。
为此规定在直接承受动⼒荷载的结构(如吊车梁)中,侧⾯⾓焊缝做成凹形或直线形均可。
对正⾯⾓焊缝,因其刚度较⼤,受动⼒荷载时应焊成平坡式[图3.10(b)],直⾓边的⽐例通常为1:1.5(长边顺内⼒⽅向)。
两焊脚边的夹⾓α>90°或α<90°的焊缝称为斜⾓⾓焊缝,斜⾓⾓焊缝常⽤于钢漏⽃和钢管结构中。
对于夹⾓α>135°或α<60°的斜⾓⾓焊缝,除钢管结构外,不宜⽤作受⼒焊缝。
⼤量试验结果表明:侧⾯⾓焊缝(图3.12)主要承受剪应⼒,塑性较好,弹性模量低(E=0.7×105~1×105N/mm2),强度也较低。
由于传⼒线通过侧⾯⾓焊缝时产⽣弯折,因⽽应⼒沿焊缝长度⽅向的分布不均匀,呈两端⼤中间⼩的状态,焊缝越长,应⼒分布不均匀性越显著。
但在在接近塑性⼯作阶段时,产⽣应⼒重分布,可使应⼒分布的不均匀现象渐趋缓和。
即分布不均匀,且不均匀程度随的增⼤⽽增加,破坏常在两端开始,再出现裂纹后很快沿焊缝有效截⾯迅速断裂正⾯⾓焊缝(图3.13)受⼒复杂,截⾯中的各⾯均存在正应⼒和剪应⼒。
由于传⼒时⼒线弯折,并且焊根处正好是两焊件接触⾯的端部,相当于裂缝的尖端,故焊根处存在着很严重的应⼒集中。

直角角焊缝受拉(压)力、弯矩及剪力计算钢材的截面形状:工字钢工字钢腹板的厚度t:15mm 工字钢钢材种类:Q235B工字钢钢材组别:第一组工字钢抗拉(压、弯)强度设计值:215N/mm2工字钢抗剪强度设计值:125N/mm2工字钢端面承压强度(刨平顶紧)设计值:320N/mm2焊缝型式:直角角焊缝焊缝抗拉(压、弯)强度设计值:160N/mm2 A、焊缝强度计算:焊缝高度h f:10mm 焊缝有效长度l w:150mm 平行于剪力方向焊缝长度L V:80mm 焊缝截面惯性矩I X:1500000mm4焊缝外缘离其中和轴距离Y:50mm 焊缝所受的轴向力设计值N:25.0KN 焊缝所受的弯矩设计值M: 1.3KNm 焊缝所受的剪力设计值V:15.0KN 由于轴力引起的焊缝正应力s N=N/0.7h f xlw=25×1000/(0.7×10×150)23.8N/mm2由于弯矩引起的焊缝正应力s M=MY/I=1.3×50×10^6/150000043.3N/mm2焊缝内正应力设计值s:67.1N/mm2焊缝内剪应力设计值t:t=1.5V/0.7h f L V=1.5×15×10^3/(0.7×10×80)28.1N/mm 2折算应力:=(67.1^2/1.22+28.1^2)^0.567.0N/mm 2焊缝强度校核:B 、焊缝连接处构件强度计算:焊缝连接处构件截面面积A :1500mm 2平行于剪力方向构件壁厚t :10mm 平行于剪力方向构件截面长度L V :80mm 构件截面惯性矩I:1500000mm 4构件外缘离其中和轴距离Y:60mm 构件所受的轴向力设计值N:25.0KN 构件所受的弯矩设计值M: 1.3KNm 构件所受的剪力设计值V:15.0KN由于轴力引起的构件截面正应力s =N/A=25×1000/150016.7N/mm 2由于弯矩引起的构件正应力s =MY/I=1.3×60×10^6/150000052.0N/mm 2构件内正应力设计值s :68.7N/mm 2构件内剪应力设计值t:t =1.5V/tL V=1.5×15×10^3/(1500×80)28.1N/mm 2折算应力:=(68.7^2+3×28.1^2)^0.584.2N/mm 2满足强度要求!223t s +22ft +βs构件强度校核:满足强度要求!。