UG数控加工第4单元(轮廓铣加工)
- 格式:ppt
- 大小:21.65 MB
- 文档页数:20


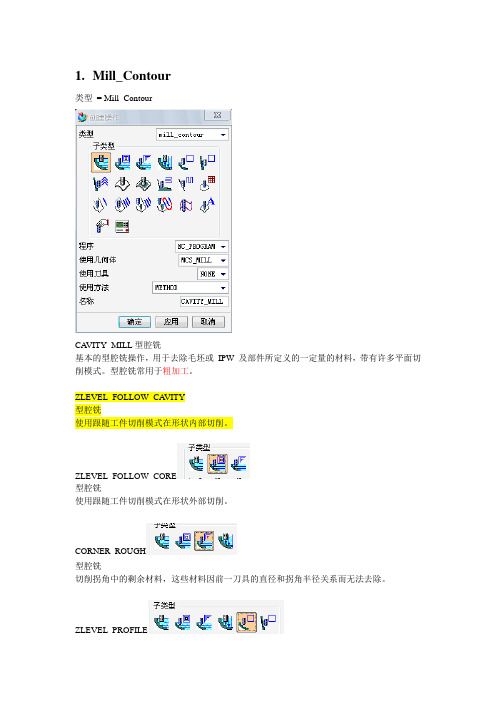
l_Contour类型= Mill_ContourCA VITY_MILL型腔铣基本的型腔铣操作,用于去除毛坯或IPW 及部件所定义的一定量的材料,带有许多平面切削模式。
型腔铣常用于粗加工。
ZLEVEL_FOLLOW_CA VITY型腔铣使用跟随工件切削模式在形状内部切削。
ZLEVEL_FOLLOW_CORE型腔铣使用跟随工件切削模式在形状外部切削。
CORNER_ROUGH型腔铣切削拐角中的剩余材料,这些材料因前一刀具的直径和拐角半径关系而无法去除。
ZLEVEL_PROFILEZ 级铣削(等高轮廓铣)基本的Z 级铣削,用于以平面切削方式对部件或切削区域进行轮廓铣。
ZLEVEL_PROFILE_STEEPZ 级铣削与ZLEVEL_PROFILE 相同,但只切削陡峭区域。
经常与CONTOUR_AREA_NON_STEEP 一起使用,以便在精加工切削区域时控制残余波峰。
ZLEVEL_CORNERZ 级铣削精加工前一刀具因直径和拐角半径关系而无法到达的拐角区域。
FIXED_CONTOUR曲面轮廓铣基本的固定轴曲面轮廓铣操作,用于以各种驱动方式、包容和切削模式轮廓铣部件或切削区域。
刀具轴是+ZM。
CONTOUR_AREA曲面轮廓铣区域铣削驱动,用于以各种切削模式切削选定的面或切削区域。
常用于半精加工和精加工。
CONTOUR_AREA_NON_STEEP曲面轮廓铣与CONTOUR_AREA 相同,但只切削非陡峭区域。
经常与ZLEVEL_PROFILE_STEEP 一起使用,以便在精加工切削区域时控制残余波峰。
CONTOUR_AREA_DIR_STEEP曲面轮廓铣区域铣削驱动,用于以切削方向为基础,只切削非陡峭区域。
与CONTOUR_ZIGZAG 或CONTOUR_AREA 一起使用,以便通过十字交叉前一往复切削来降低残余波峰。
CONTOUR_SURFACE_AREA曲面轮廓铣曲面区域驱动,它使用单一驱动曲面的U-V 方向,或者是曲面的直角坐标网格。

第4单元固定轴轮廓铣加工固定轴轮廓铣加工是指在轮廓铣加工模板所提供的环境下,创建固定轴轮廓、轮廓曲面、曲面区域、等高轮廓曲面、曲面清根等铣加工操作。
固定轴轮廓铣沿曲面轮廓进刀进行切削,因此可以加工陡峭和平缓的复杂曲面几何形体。
主要内容项目4-1 台灯座凸模的加工项目4-1 台灯罩凹模的加工实战演练4:可乐瓶底座模芯的加工知识梳理返回目录退出项目4-1 台灯座凸模的加工项目目标:在“轮廓铣”模板加工环境下,运用粗铣表面、精铣键形凹槽、精铣圆孔槽、半精铣表面、精铣表面等操作,完成图4-1所示“台灯座凸模”零件的加工。
学习内容:构建多重曲面工件模型、设置轮廓铣加工环境、创建加工坐标系、创建几何体、创建刀具组;创建多重曲面型腔铣、精铣孔槽、轮廓区域铣等加工操作;生成刀具轨迹、检验刀轨;后处理操作、生成加工程序等。
图4-1 台灯座凸模任务分析:1.加工条件根据工艺要求,该工件在立式加工中心机床上加工。
工件的毛坯为240×200×70板料,矩形体的所有表面已经加工完毕,材料为65钢。
使用专用夹具从侧面定位和装夹,固定在机床的工作台上。
2.工序安排要求该加工件在一次装夹中完成所有的形面加工。
共安排5个加工工步,即粗铣表面、精铣键形凹槽、精铣圆孔槽、半精铣表面、精铣表面。
【工步1】粗铣表面采用“型腔铣”方式,粗铣灯座表面,选用Ø30下部圆角R4鼓形铣刀,侧面和底面留有1mm加工余量。
【工步2】精铣键形凹槽采用“平面铣”方式,精铣灯杆凸台中的键形凹槽,选用Ø4端铣刀,一次铣削到位。
【工步3】精铣圆孔槽采用“平面铣”方式,精铣Ø20圆孔槽,选用Ø12端铣刀,一次铣削到位。
【工步4】半精铣表面采用“等高沿边铣”方式,半精铣灯座表面,选用拔模角15º的Ø16下部圆角R2圆锥鼓形铣刀,侧面留有0.5mm加工余量,所有平面底面不留余量,铣削到位。


UG数控加工讲义(四)固定轴曲面铣削加工操作流程与实例一、操作流程1、创建程序、刀具、几何体以及加工方法。
2、创建操作,选择操作子类型。
选择程序、刀具、几何体以及加工方法父节点。
3、在创建操作对话框中指定驱动方式、设定驱动参数、刀轴矢量及投影矢量。
4、设置切削参数、非切削参数和进给率等。
5、生成刀轨。
6、通过切削仿真进行刀轨校验、过切及干涉检查。
7、输出CLSF文件,进行后处理,生成NC程序。
二.使用固定轴曲面轮廓铣实例操作本例对零件上半部分进行加工。
步骤:1、打开文件:fix_contour.prt,进入加工环境。
在加工环境中,CAM进程配置“cam_general”,CAM配置选择“mill_contour”,单击“初始化”按钮。
2、创建加工刀具,刀具类型选择“mill_multi-axis”,子类型选择第一个“mill”。
刀具直径3mm,刀具长度50mm。
3、创建加工几何体,选择零件几何体,设定毛坯几何体偏置零件表面0.5mm。
4、选择创建好的刀具,右键后选择插入操作,选择“mill_contour”,子类型选择第一行最后一个类型“ZLEVEL_PROFILE_STEEP”。
创建等高轮廓铣加工零件底座侧壁。
选择底部侧壁作为切削面,生成刀轨,仿真检查。
通过等高轮廓铣操作,消除零件过多的侧面余量,为创建固定轴曲面轮廓铣提供合适的工件结构。
5、创建固定轴曲面轮廓铣。
在创建操作中选择“mill_contour”,子类型选择第二行的第二个按钮“FIXED_CONTOUR”。
在“FIXED_CONTOUR”中驱动方式中选择“区域铣削”,当不定义驱动区域时,系统默认零件沿Z向投影为驱动几何体。
步进设为刀具直径的20%。
“陡峭包含”设为“无”,即加工所有表面。
由于是固定轴操作,因此刀轴矢量取+Zm轴。
6、创建固定轴曲面轮廓铣操作加工陡峭面。
可以选择子类型为第二行倒数第二个按钮“CONTOUR_AREA_DIR_STEEP”。