产品包装检验记录
- 格式:xls
- 大小:17.50 KB
- 文档页数:18
GMP质量体系外包装生产原始记录GMP(Good Manufacturing Practices)质量体系是一套严格监管药品、食品和医疗器械生产过程的国际标准。
在药品生产过程中,外包装也是非常重要的一环,因此需要进行详细的生产记录。
以下是一份GMP质量体系外包装生产原始记录的例子,供参考。
产品名称:XXX药品生产日期:YYYY年MM月DD日生产车间:XXX车间1.原材料准备1.1外包装材料原材料名称批号规格数量使用数量纸盒XXX XXX XXX XXX塑料瓶X XX XXX XXX XXX铝箔袋X XX XXX XXX XXX药品包装袋XXX XXX XXX XXX其他XXX XXX XXX XXX2.外包装材料检查记录2.1纸盒检查记录检查项目检查标准检查结果备注尺寸XXX 合格/不合格XXX印刷质量XXX 合格/不合格XXX 折叠情况XXX 合格/不合格XXX 其他XXX 合格/不合格XXX2.2塑料瓶检查记录检查项目检查标准检查结果备注尺寸XXX 合格/不合格XXX外观XXX 合格/不合格XXX颈部包封XXX 合格/不合格XXX 其他XXX 合格/不合格XXX2.3铝箔袋检查记录检查项目检查标准检查结果备注尺寸XXX 合格/不合格XXX印刷质量XXX 合格/不合格XXX 包封情况XXX 合格/不合格XXX 其他XXX 合格/不合格XXX2.4药品包装袋检查记录检查项目检查标准检查结果备注尺寸XXX 合格/不合格XXX印刷质量XXX 合格/不合格XXX包封情况XXX 合格/不合格XXX其他XXX 合格/不合格XXX3.外包装过程记录3.1外包装工艺流程步骤操作内容操作人员备注1 纸盒折叠XXX XXX2 纸盒印刷XXX XXX3 塑料瓶灌装XXX XXX4 铝箔袋封合XXX XXX5 药品包装袋封合XXX XXX6 外包装装箱XXX XXX3.2外包装操作记录步骤操作内容操作时间操作人员备注1 纸盒折叠XXX XXX XXX2 纸盒印刷XXX XXX XXX3 塑料瓶灌装XXX XXX XXX4 铝箔袋封合XXX XXX XXX5 药品包装袋封合XXX XXX XXX6 外包装装箱XXX XXX XXX4.外包装设备清洁记录设备名称清洁项目清洁时间清洁人员备注纸盒印刷机XXX XXX XXX XXX塑料瓶灌装机XXX XXX XXX XXX铝箔袋封合机XXX XXX XXX XXX药品包装袋封合机XXX XXX XXX XXX其他设备XXX XXX XXX XXX5.外包装质量抽检记录样品名称批号检验项目检验标准抽检数量合格数量不合格数量复检人员XXX药品XXX 外观质量XXX XXX XXX XXX XXXXXX药品XXX 尺寸检验XXX XXX XXX XXX XXXXXX药品XXX 印刷质量XXX XXX XXX XXX XXXXXX药品XXX 其他 XXX XXX XXX XXX XXX以上是一份GMP质量体系外包装生产原始记录的范例,对于确保药品生产过程中外包装的质量和安全非常重要。
生产包装和检验记录管理规定文件编号:1. 目的规范批生产(包装)检验记录记录编制、填写、整理汇编等内容,使生产记录能全面地、准确地反映某批产品的生产历史以及与质量有关情况。
2. 适用范围2.1 生产部负责本部门的批记录填写整理、上交2.2 检验部门负责批记录的验证、收集、整理、上交、2.3 行政部负责批记录的建档、归类管理。
3. 作业流程3.1 批生产(包装)记录是生产、技术、质量和经济活动情况的直接反映,是企业班组管理的重要内容和基础工作。
3.2 每批产品应有生产记录,包括该批产品生产和检验的全部情况,分为批生产记录、批包装记录、批检验记录、批监控记录。
3.3 批生产记录由以下两部分组成:3.3.1 批生产记录:批生产指令、各岗位操作记录、检验报告单(原辅料、中间产品、成品)、各种凭证、清场记录及清场合格证等。
3.3.2 批包装记录:批包装指令、岗位操作记录、包装材料样张粘贴、清场合格证、清场工作记录、成品检验报告单、成品入库单等为便于追溯,本公司必须建立批记录,它至少应包括以下一些质量记录的合成:记录名称填写部门a) 生产工序流程单生产部b) 成品检验记录品质部c) 包装记录生产部d) 出库单成品仓库e) 批记录审批表品质部批生产记录内容产品特征内容:产品名称、代码、批型、规格、有效期等。
指令基本内容:批号、计划产量、生产操作方法、工艺要求、技术质量指标、作业顺序、生产地点、生产线与设备及其编号、作业条件等。
记录表格内容:物料名称及代码、、称量人与复核人签名、开始生产日期与时间、各步操作记录、操作者签名及签名日期、生产结束日期与时间、生产过程控制记录、各相关生产阶段的产品数量、物料平衡的计算、设备清洁操作、保养记录、结退料记录、异常、偏差问题分析解释处理及结果记录、特殊问题记录等。
3.4 批生产记录、批包装记录随同批生产(包装)指令下发至各车间,由技术员发放给各工序负责人,各岗位操作人员填写,最后由技术员汇总整理,经签字后,上交生产经理审阅并签名。

产品检验原始记录日期:XXXX年XX月XX日检验员:XXX一、产品基本信息产品名称:XXXXX生产日期:XXXX年XX月XX日生产批次:XXXXX生产线号:XXXXX包装规格:XXXXX二、检验项目和要求序号检验项目检验要求1外观检查外包装应完好无损,内包装应清洁无异味;产品表面应无明显划痕、锈蚀等瑕疵。
2规格尺寸产品尺寸应符合标准规定。
3功能性能产品应具备正常的功能性能,能够满足使用要求。
4安全性能产品应符合相关的安全标准,无伤害人体的物质和设计缺陷。
三、检验步骤和结果1.外观检查-检查外包装:外包装完好无损,无破损,符合要求。
-检查内包装:内包装清洁无异味,符合要求。
-检查产品表面:产品表面无明显划痕、锈蚀等瑕疵,符合要求。
2.规格尺寸-使用测量工具对产品进行测量。
-比较测量结果与标准规定,确认产品尺寸是否符合要求。
3.功能性能-连接电源,进行基本功能测试。
-检查产品是否能够正常工作,是否满足预期的功能要求。
4.安全性能-检查产品是否符合相关的安全标准,如防火性能、电气安全等。
-检查产品是否存在可能伤害人体的物质和设计缺陷。
四、检验结论根据对产品的检验结果进行综合评估1.外观检查:合格2.规格尺寸:合格3.功能性能:合格4.安全性能:合格五、总结与建议经过本次产品检验,产品符合相关的质量标准和要求,具备正常的外观、规格、功能和安全性能。
建议在生产过程中继续保持良好的品质控制,确保产品的稳定性和一致性。
六、备注七、检验员签名:。
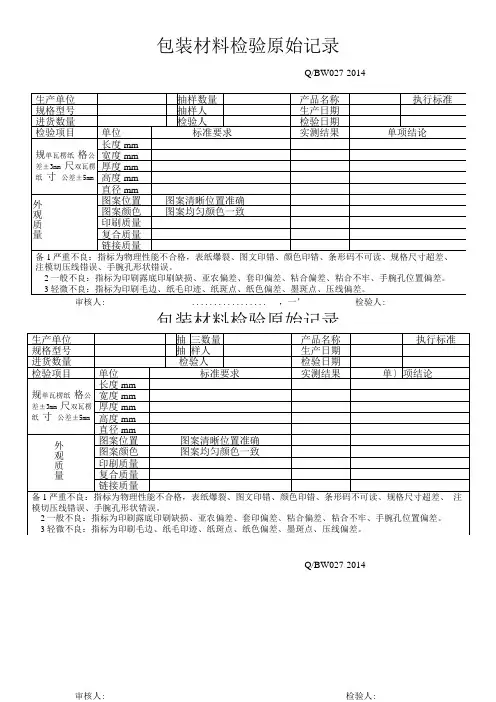
计划单号:产品名称:产品规格:产品批号:设备编号:
设备温度:
设备速度:设备压力:
包装材料(面纸)批号:
包装材料(底纸)
破损
缺件
污染/异物
产品损伤
印刷批号
印刷内容
染料渗漏
封合强度
(N/15MM)
判定:
检验员:
操作员:车间主任:
核准:
KF/QR8.2.6-23 A01
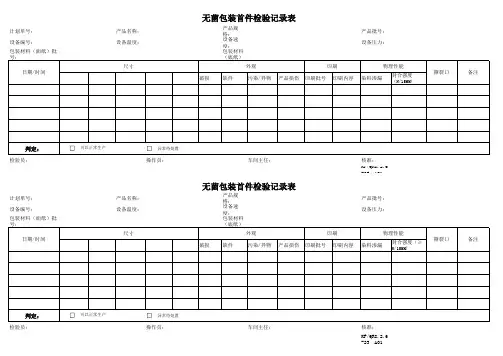
计划单号:产品名称:产品规格:产品批号:设备编号:
设备温度:
设备速度:设备压力:
包装材料(面纸)批号:
包装材料(底纸)
破损
缺件
污染/异物
产品损伤
印刷批号
印刷内容
染料渗漏
封合强度(≥
N/15MM)
判定:
检验员:
操作员:车间主任:核准:KF/QR8.2.6-23 A01
日期/时间
日期/时间
撕裂口撕裂口备注
备注
无菌包装首件检验记录表
尺寸
外观
印刷
物理性能
无菌包装首件检验记录表
尺寸
外观
印刷
物理性能
可以正常生产异常待处置
可以正常生产异常待处置。
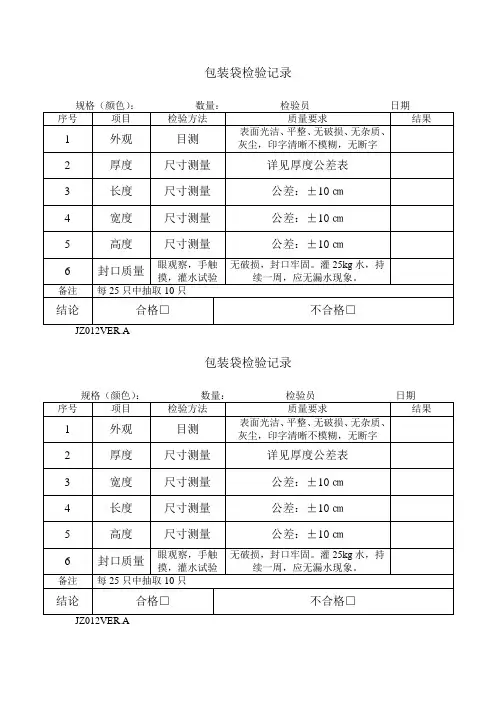
包装袋检验记录
规格(颜色):数量:检验员日期
序号项目检验方法质量要求结果1 外观目测表面光洁、平整、无破损、无杂质、
灰尘,印字清晰不模糊,无断字
2 厚度尺寸测量详见厚度公差表
3 长度尺寸测量公差:±10㎝
4 宽度尺寸测量公差:±10㎝
5 高度尺寸测量公差:±10㎝
6 封口质量眼观察,手触
摸,灌水试验无破损,封口牢固。
灌25kg水,持续一周,应无漏水现象。
备注每25只中抽取10只
结论合格□不合格□
JZ012VER.A
包装袋检验记录
规格(颜色):数量:检验员日期
序号项目检验方法质量要求结果1 外观目测表面光洁、平整、无破损、无杂质、
灰尘,印字清晰不模糊,无断字
2 厚度尺寸测量详见厚度公差表
3 宽度尺寸测量公差:±10㎝
4 长度尺寸测量公差:±10㎝
5 高度尺寸测量公差:±10㎝
6 封口质量眼观察,手触
摸,灌水试验无破损,封口牢固。
灌25kg水,持续一周,应无漏水现象。
备注每25只中抽取10只
结论合格□不合格□JZ012VER.A。
产品质量检验记录表日期:产品名称:产品型号:批次号:生产日期:生产厂商:序号检验项目检验结果检验标准备注1 外观检查2 尺寸测量3 材料成分分析已检验 GB/T XXX4 功能性能测试合格 GB XXX5 耐久性测试不合格 GB XXX6 包装完好性检查总结与建议:说明:1. 此产品质量检验记录表适用于对生产产品的质量进行检验和记录,并在后续的质量控制中提供参考依据。
2. 检验项目根据产品性质和要求进行调整,确保检验全面、准确。
3. 检验结果栏填写“合格”、“不合格”或其他适合的描述。
4. 检验标准栏填写适用的国家标准或相关标准规范。
5. 备注栏用于记录对检验结果的补充说明或其他需要备注的情况。
6. 总结与建议栏用于对产品质量检验结果进行综合评估,并提出改进措施或建议。
以上为产品质量检验记录表的基本格式,根据具体产品的特点和要求,可以对检验项目进行调整和扩展。
在实际使用过程中,建议根据生产和质量管理的需要,制定相应的详细操作规程和记录表。
这样可以确保产品的质量得到有效控制和提升,以满足客户的需求和期望。
通过严格的产品质量检验,可以及早发现和处理产品质量问题,避免不合格品流入市场,确保产品的质量可靠性和稳定性。
各个环节的检验工作应由专业人员进行,确保检验结果的准确性和可靠性。
总之,产品质量检验是保障产品质量的重要环节。
制定和实施科学合理的检验制度,建立健全的检验标准和记录机制,是企业质量管理的基础。
只有通过严密的质量保障体系,才能为用户提供高品质的产品,确保客户的满意度和信任度。
包装测试记录表
BX-JL05-001 1.产品信息
2.实验安排
3.实验标准
YY/T 0681.2-2010 无菌医疗器械包装试验方法第2部分:软性屏障材料的密封强度
YY/T 0681.4-2010 无菌医疗器械包装试验方法第4部分:染色液穿透法测定透气包装的密封泄露
YY/T 0681.14-2018 无菌医疗器械包装试验方法第14部分:透气包装材料湿性和干性微生物屏障试验
YY/T 0681.15-2019 无菌医疗器械包装试验方法第15部分:运输容器和系统的性能试验
4.实验负责人
XXX
附表1密封强度
附表2染料渗透
注:+表示发生渗漏;-表示未发生渗透。
附表3微生物屏障试验
注:+表示有菌落生长;-表示无菌落生长。
附表4运输验证试验
检验结论:
(盖章)
日期:年月日测试:审核:。