6KV电机检修作业指导书
- 格式:doc
- 大小:256.00 KB
- 文档页数:18
文件编码
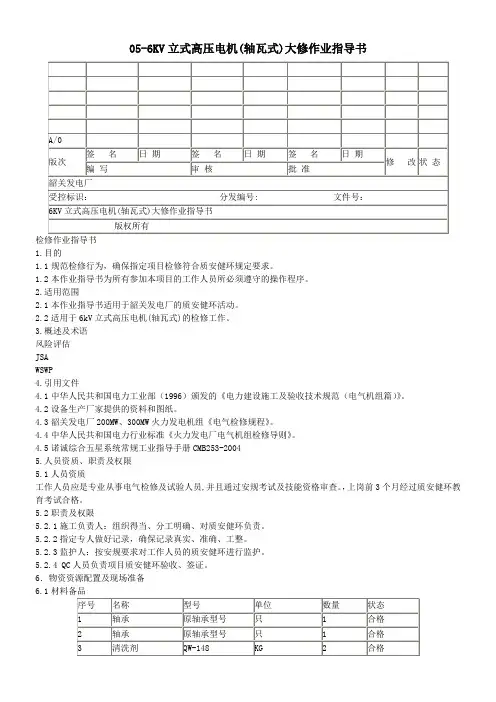
6kV电机作业指导书
版次 签发日期 本次主要修改摘要
1 2008年6月15日
版次 日 期 编 写 审 核 复 审 批 准 备 注
1
2008.6.15 黄锐 第一次批准 2 6kV电机C级检修作业指导书
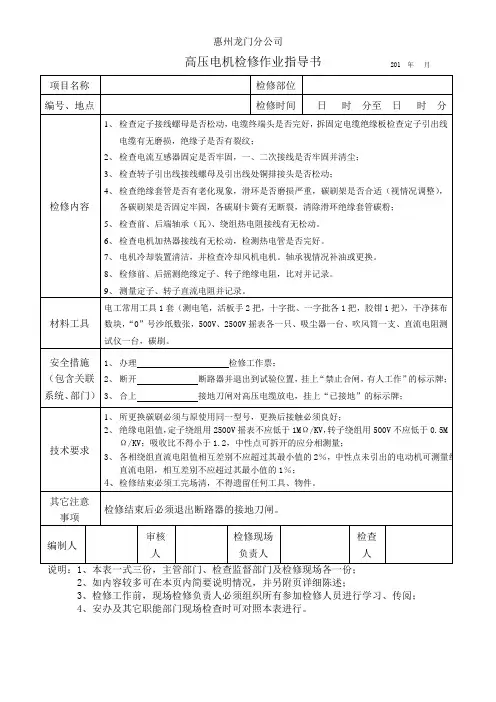
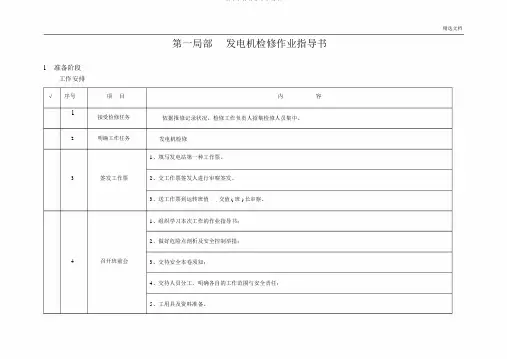
一、 检修电机前的准备工作
1、检修工作开始前,检修工作人员必须熟悉被修设备的结构、检修的工艺标准,了解检修的项目。检修所用的工具材料必须准备齐全,检修场地要预先清理干净。
2、必备完善的设备巡查记录(如电机及轴承振动、温度,负载及空载电流,噪声等),必要时可将电机空载运行检查。
二、 检修电机的拆卸
1、 将上机架(立式)的润滑油放出,储存以备取用。
2、 拆电机接动力线(中性线)、二次线及温度线并做好记录。
3、 拆除风扇罩(卧式电机)及电机侧、低部盖板。
4、 拆联轴器。
5、 拆除上、下机架(立式)。
6、 将电机吊到检修位置(如需要)。
7、 拆除轴承端盖。
8、 拆端盖及卡簧,抽(吊)出电机转子(如需要)。
将拆卸下来的电机部件置放于干净整洁3~10mm厚脱皮上;将电机放置在清洁的检修场地上、下部垫枕木。拆卸过程中需要作好有关的标记、记录。
三、 电机检修工艺过程及项目
1、 定子部分。
① 吹灰、清洁铁芯、定子线圈等有关部分。
② 检查线圈端部的绑扎是否牢固,是否有磨损。
③ 检查漆膜是否完好,绝缘是否完好。
④ 小连接线、引出线是否绑扎牢固。
⑤ 槽契检查,是否完整无缺,有无松动。 3 ⑥ 检查定子铁芯有否松动,通风孔有无堵塞等现象。
⑦ 检查引出线电缆有无变色,引出线盒、瓷瓶有无破损。
⑧ 检查测温元件是否完好。
2、 转子部分。
① 吹灰、清扫(和定子同时进行)。
② 检查鼠笼条有无断裂、松动。
③ 铁芯有无锈蚀,通风孔有无堵塞,铁芯与轴有否移位、松动等。
④ 检查平衡块是否牢固、完整,螺丝有否拧紧。
⑤ 轴有否磨损。
3、 上机架、下机架、风扇罩的检查。
① 对部件进行清揩,检查有无裂纹、变形等现象。
② 检查是否存在与转子轴摩擦。
4、 检查负荷端轴承、非负荷端轴承。
① 对部件进行清洗。
② 检查是否存在机械损伤,磨损程度。
③ 同时检查测温元件(与热工专业一起)。
5、 油、水、空气管路的检查。
① 对上述管路进行清揩,检查脏污程度,积灰、积垢、漏水、漏油等。检修后对油冷却器进行0.4MPa水压试验30分钟,应无泄漏。
注:上述检查工作须认真细致,做到不缺项,不漏项,对检查出现的故障,要认真修复。不合格的元、器件要更换。
四、 电机的复装
电机的复装工作可参照厂家的产品说明书进行,依据厂家标准执行。
1、 安装下机架(立式)。
2、 转子吊入定子(如需要)。
转子吊入定子,并调整转子,用塞尺检查气隙,上、下两 4 端进行测量,每处气隙与平均气隙之差在±5~10%之内。
3、 安装上机架(立式)。
4、 装负荷端轴承。
5、 连接法兰盘。
法兰盘连接前,重复检查法兰盘间隙及校正中心。
主轴法兰盘清理干净,将水泵转子拉上,止口塞进旋紧螺钉及销钉。
6、安装非负荷端轴承、安装风扇罩。
7、安装油、水、空气管路等。
水路系统进行3kg/cm2水压试验30分钟。
润滑油管进行充油试验。
六、电机的修后试验
全部检修项目结束之后,进行电气试验工作,试验标准依据《电气预防性试验规程》。
试验项目包括:a. 测定子线圈绝缘电阻及吸收比。b. 测定子线圈直流电阻。c. 直流泄漏及耐压试验。d. 交流耐压试验。
七、电机的试运行
电气试验合格,确认无遗留问题时,进行试运行工作。
1、 检查上、下机架内的油位。
2、 检查油、水、空气各管道、回路。
3、 依照标记,恢复电机出口的电缆连接。
4、 将小车开关送至工作位置。
5、 电机处安排人员监视电机的运行状况,如振动、温度、摩擦空载电流等,发现异常立即停机。
6、 试运行带负荷4小时,要求振动及相关值如下:
上机架(下下及水平方向) ≯ 0.08mm
定子机座(水平方向) ≯ 0.08mm 5 轴法兰处(径向) ≯ 0.15mm
运行时各轴瓦温度不得超过70℃。
没有摩擦等异常声
转向正确
八、电机抽吊转子的工艺方法及注意事项:
1、 工作开始前,须预先认真检查行车,准备好抽吊转子所需的专用工具,如吊耳等,以及钢丝绳、电筒、枕木等工具材料。
2、 整个抽吊工作由一人统一指挥。
3、 抽吊转子前,再次检查电机转子是否与联轴器脱开,是否存在妨碍抽吊转子的物件。
4、 抽吊转子工作开始时,应安排专人用电筒或行灯监视定、转子间隙,必要时,在定转子间垫1/2间隙尺寸的胶木板(即1mm厚度)以避免定、转子相碰。
5、 起吊时,调整行车,使转子慢慢离开定子内膛。
6、 转子抽吊出来后,吊放在预先准备好的枕木上,注意要使铁芯部分落在枕木上,并用木楔垫紧。
在电机吊入转子时,依照上述工序,反过来作即可。
九、 材料、备件和工器具明细
一、材料类:
序号 名 称 规 格 数 量
1 白 布 2米
2 破布 3公斤
3 耐油胶皮 (3mm) 300公斤
4 砂纸 (#0、#1、#2) 各5张
5 酒精 4瓶
6 丙酮 4瓶
7 带电清洗剂 SS-25 5公斤
8 螺栓松动剂 2桶
9 氧气 2瓶
10 乙炔 1瓶
11 导电膏 1 桶
12 洗油 5公斤
13 电池 (#1) 4节
14 防锈汽轮机油 #32 340kg
15 方胶棍 6.5*6.5 5公斤
16 硅橡胶 703 5盒
17 塑料布 2 m
18 红丹粉 0.1公斤
二、工具、仪器仪表类
序号 名 称 规 格 数 量
1 液压千斤顶 (5吨 ) 2个
2 螺旋千斤顶 5吨 1个
3 导链 (2.0T ) 2个
4 布剪刀 1 把 7 5 电缆轴 漏电保护器 1个
6 梅花扳手 1套
7 套筒扳手 1套
8 管钳 350mm 1把
9 塞尺 300mm 6把
10 锯弓 1把
11 内径千分尺 1套
12 外径千分尺 200mm—225mm 1套
13 外径千分尺 0mm—25mm 1套
14 平锉、半圆锉、三角锉 各1 把
15 三角刮刀 1把
16 大锤 1把
17 内六角 1套
18 手电 1把
19 地脚扳手 1把
20 万用表 1块
21 兆欧表 500V 1块
22 兆欧表 2500V 1块
23 双臂电桥 1块
24 交流耐压设备 1套
25 直流耐压设备 1套
26 水压泵 1台
27 压力表 0.6MPa 1块
28 水压试验管 1套
三、备件类
序号 名 称 规 格 数 量
6kV电机检修质量验收记录
检修项目 6kV电机检修 检修性质 小修 开工日期 计划工日
用工统计 定额(人数×小时) 实际(人数×小时) 竣工日期 实际工日
项目负责人
质量控制点 (W、H) 检修执行 标准 检修性质 检修项目 检修周期 专责工:
检修工:
起重:
焊工:
钳工:
焊工
起重:
技工:
民工: 小修 1年
分项 质检点 监督点内容 检修质量标准 材质、规格型号(或描述) 检修记录 QC
主要备件、材料消耗 修前 修后 承包商 甲方 甲方专 工 验收日期
7.1 安全措施 C1 安全措施:
1 针对相关工作内容办理安全文件。
2 依次核对安全文件上的安全措施,防止漏做、错做现象。
3 对未能达到安全工作要求的措施提出疑议,并可与运行部门核实后重做安全措施。
4 严禁到安全文件未划定的区域工作。
安全措施完善
9 分项 质检点 监督点内容 检修质量标准 材质、规格型号(或描述) 检修记录 QC
主要备件、材料消耗 修前 修后 承包商 甲方 甲方专 工 验收日期
7.2定子检查 W1 ⑴端部绕组及引线清扫、检查;(如需要)
⑴绕组不应有振动或摩擦产生的黄粉和摩擦痕迹。绝缘层完好,无过热变色、开裂和机械损伤现象。端部固定绑扎牢固,无松动、无变形。槽口部位无电晕腐蚀现象。绕组过桥引线、匝间接头无松动、断股、磨损等现象。绕组引出线固定可靠;
W2 ⑵定子铁芯及压圈、压指、通风槽清扫、检查;(如需要)
⑵铁芯无锈蚀、无过热变色、无松动、无短路现象。铁芯两端压圈完好,槽口铁芯无松散现象。铁芯固定牢固,压指无松动、位移现象。通风孔无积灰、无堵塞现象;
10 分项 质检点 监督点内容 检修质量标准 材质、规格型号(或描述) 检修记录 QC
主要备件、材料消耗 修前 修后 承包商 甲方 甲方专 工 验收日期
7.2定子检查 W3 ⑶槽楔检查;
(如需要)
⑶端部槽楔垫条不应有外移现象。用敲击法检查槽楔不应有明显的“空壳”声,否则要打出槽楔,更换垫条并重新紧固;
W4 ⑷空间加热器检查;
⑷加热器外观完好,绝缘电阻≥0.5MΩ
W5 ⑸中性点CT检查; ⑸CT外观完好,绝缘无龟裂、膨胀;
W6 ⑹冷却风罩、机架检查清扫。 ⑹清洁无变形,无污垢。消声材料完整,固定可靠。构件无脱焊、无裂纹,风区间密封良好。风罩与机座连接面的密封条完好,无脱落。