压力容器强度计算(20210201112022)
- 格式:docx
- 大小:215.61 KB
- 文档页数:12

第11章压力容器的强度计算本章重点要讲解内容:(1)理解内压容器设计时主要设计参数(容器内径、设计压力、设计温度、许用应力、焊缝系数等)的意义及其确定原则;(2)掌握五种厚度(计算壁厚、设计壁厚、名义壁厚、有效壁厚、最小壁厚)的概念、相互关系以及计算方法;能熟练地确定腐蚀裕度和钢板负偏差;(3)掌握内压圆筒的厚度设计;(4)掌握椭圆封头、锥形封头、半球形封头以及平板封头厚度的计算。
(5)熟悉内压容器强度校核的思路和过程。
第一节设计参数的确定1、我国压力容器标准与适用范围我国现执行GB150-98 “钢制压力容器”国家标准。
该标准为规则设计,采用弹性失效准则和稳定失效准则,应用解析法进行应力计算,比较简便。
JB4732-1995《钢制压力容器—分析设计标准》,其允许采用高的设计强度,相同设计条件下,厚度可以相应地减少,重量减轻。
其采用塑性失效准则、失稳失效准则和疲劳失效准则,计算比较复杂,和美国的ASME标准思路相似。
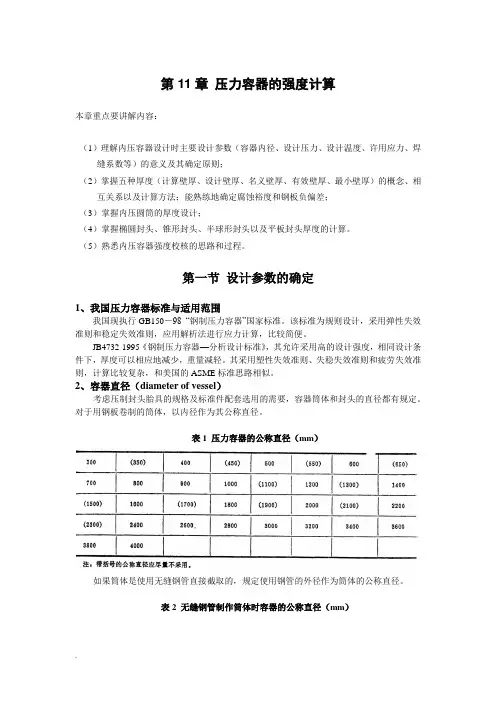
2、容器直径(diameter of vessel)考虑压制封头胎具的规格及标准件配套选用的需要,容器筒体和封头的直径都有规定。
对于用钢板卷制的筒体,以内径作为其公称直径。
表1 压力容器的公称直径(mm)如果筒体是使用无缝钢管直接截取的,规定使用钢管的外径作为筒体的公称直径。
表2 无缝钢管制作筒体时容器的公称直径(mm)3、设计压力(design pressure)(1)相关的基本概念(除了特殊注明的,压力均指表压力)✧工作压力P W:在正常的工作情况下,容器顶部可能达到的最高压力。
①由于最大工作压力是容器顶部的压力,所以对于塔类直立容器,直立进行水压试验的压力和卧置时不同;②工作压力是根据工艺条件决定的,容器顶部的压力和底部可能不同,许多塔器顶部的压力并不是其实际最高工作压力(the maximum allowable working pressure)。
③标准中的最大工作压力,最高工作压力和工作压力概念相同。

项目一压力容器任务四压力容器的强度计算及校核容器按厚度可以分为薄壁容器和厚壁容器,通常根据容器外径Do与内径Di 的比值K来判断,K>1.2为厚壁容器,K≤1.2为薄壁容器。
工程实际中的压力容器大多为薄壁容器。
为判断薄壁容器能否安全工作,需对压力容器各部分进行应力计算与强度校核。
一、圆筒体和球形壳体1.壁厚计算公式圆筒体计算壁厚:圆筒体设计壁厚:球形容器计算壁厚:球形容器设计壁厚:式中δ——圆筒计算厚度,mmδd——圆筒设计厚度,mmpc——计算压力,MPa。
pc=p+p液,当液柱静压力小于5%设计压力时,可忽略Di——圆筒的内直径,mm[σ]T——设计温度T下,圆筒体材料的许用应力,MPa(可查表)φ——焊接接头系数,φ≤1.0C2——腐蚀裕量,mm2.壁厚校核计算式在工程实际中有不少的情况需要进行校核性计算,如旧容器的重新启用、正在使用的容器改变操作条件等。
这时容器的材料及壁厚都是已知的,可由下式求设计温度下圆筒的最大允许工作压力[pw]。
式中δe——圆筒的有效厚度,mm设计温度下圆筒的计算应力σT:σT值应小于或等于[σ]Tφ。
设计温度下球壳的最大允许工作压力[pw]:设计温度下球壳计算应力σT:σT值应小于或等于[σ]Tφ。
二、封头的强度计算1.封头结构封头是压力容器的重要组成部分,常用的有半球形封头、椭圆形封头、碟形封头、锥形封头和平封头(即平盖),如图1-4所示。
工程上应用较多的是椭圆形封头、半球形封头和碟形封头,最常用的是标准椭圆形封头。
以下只介绍椭圆形封头的计算,其他形式封头的计算可查阅GB150—2011。
图1-4 封头的结构型式2.椭圆形封头计算椭圆形封头由半个椭球面和高为h的直边部分所组成,如图1-5所示。
直边h的大小根据封头直径和厚度不同有25mm、40mm、50mm三种,直边h的取值可查表1-7。
表1-7 椭圆形封头材料、厚度和直边高度的对应关系单位:mm图1-5 椭圆形封头椭圆形封头的长、短轴之比不同,封头的形状也不同,当其长短轴之比等于2时,称为标准椭圆形封头。

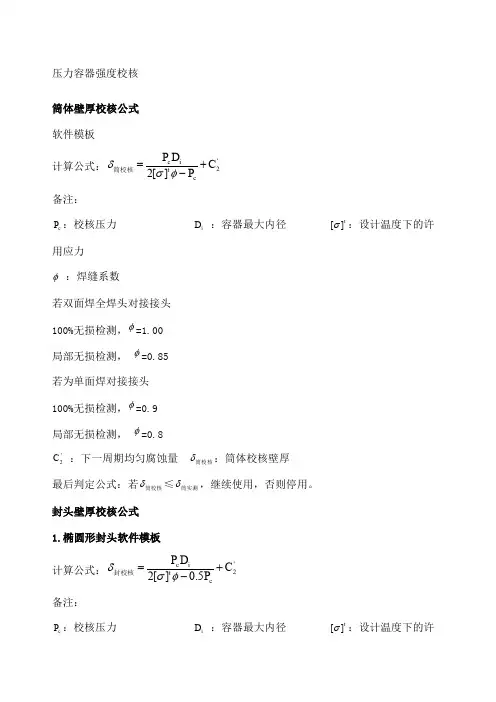
压力容器强度校核 筒体壁厚校核公式 软件模板 计算公式:'22[]c it cP D C P δσφ=+-筒校核备注:c P :校核压力 i D :容器最大内径 []t σ:设计温度下的许用应力φ :焊缝系数若双面焊全焊头对接接头 100%无损检测,φ=1.00 局部无损检测, φ=0.85 若为单面焊对接接头 100%无损检测,φ=0.9 局部无损检测, φ=0.8 '2C :下一周期均匀腐蚀量 δ筒校核:筒体校核壁厚 最后判定公式:若δ筒校核≤δ筒实测,继续使用,否则停用。
封头壁厚校核公式1.椭圆形封头软件模板 计算公式:'22[]0.5c i t cP D C P δσφ=+-封校核备注:c P :校核压力 i D :容器最大内径 []t σ:设计温度下的许用应力φ :焊缝系数:若双面焊全焊头对接接头 100%无损检测,φ=1.00 局部无损检测, φ=0.85 若为单面焊对接接头 100%无损检测,φ=0.9 局部无损检测, φ=0.8 '2C :下一周期均匀腐蚀量 δ筒校核:筒体校核壁厚 最后判定公式:若δ筒校核≤δ筒实测,继续使用,否则停用2.球形封头软件模板 计算公式:'24[]c it cP D C P δσφ=+-封校核备注:c P :校核压力 i D :容器最大内径 []t σ:设计温度下的许用应力φ :焊缝系数:若双面焊全焊头对接接头 100%无损检测,φ=1.00 局部无损检测, φ=0.85 若为单面焊对接接头 100%无损检测,φ=0.9 局部无损检测, φ=0.8'2C :下一周期均匀腐蚀量 δ筒校核:筒体校核壁厚 最后判定公式:若δ筒校核≤δ筒实测,继续使用,否则停用。
压力容器的强度计算精选文档TTMS system office room 【TTMS16H-TTMS2A-TTMS8Q8-第11章压力容器的强度计算本章重点要讲解内容:(1)理解内压容器设计时主要设计参数(容器内径、设计压力、设计温度、许用应力、焊缝系数等)的意义及其确定原则;(2)掌握五种厚度(计算壁厚、设计壁厚、名义壁厚、有效壁厚、最小壁厚)的概念、相互关系以及计算方法;能熟练地确定腐蚀裕度和钢板负偏差;(3)掌握内压圆筒的厚度设计;(4)掌握椭圆封头、锥形封头、半球形封头以及平板封头厚度的计算。
(5)熟悉内压容器强度校核的思路和过程。
第一节设计参数的确定1、我国压力容器标准与适用范围我国现执行GB150-98 “钢制压力容器”国家标准。
该标准为规则设计,采用弹性失效准则和稳定失效准则,应用解析法进行应力计算,比较简便。
JB4732-1995《钢制压力容器—分析设计标准》,其允许采用高的设计强度,相同设计条件下,厚度可以相应地减少,重量减轻。
其采用塑性失效准则、失稳失效准则和疲劳失效准则,计算比较复杂,和美国的ASME标准思路相似。
2、容器直径(diameter of vessel)考虑压制封头胎具的规格及标准件配套选用的需要,容器筒体和封头的直径都有规定。
对于用钢板卷制的筒体,以内径作为其公称直径。
表1 压力容器的公称直径(mm)如果筒体是使用无缝钢管直接截取的,规定使用钢管的外径作为筒体的公称直径。
表2 无缝钢管制作筒体时容器的公称直径(mm)3、设计压力(design pressure)(1)相关的基本概念(除了特殊注明的,压力均指表压力)✧工作压力P W:在正常的工作情况下,容器顶部可能达到的最高压力。
①由于最大工作压力是容器顶部的压力,所以对于塔类直立容器,直立进行水压试验的压力和卧置时不同;②工作压力是根据工艺条件决定的,容器顶部的压力和底部可能不同,许多塔器顶部的压力并不是其实际最高工作压力(the maximum allowableworking pressure)。
项目一压力容器任务四压力容器的强度计算及校核容器按厚度可以分为薄壁容器和厚壁容器,通常根据容器外径Do与内径Di 的比值K来判断,K>1.2为厚壁容器,K≤1.2为薄壁容器。
工程实际中的压力容器大多为薄壁容器。
为判断薄壁容器能否安全工作,需对压力容器各部分进行应力计算与强度校核。
一、圆筒体和球形壳体1.壁厚计算公式圆筒体计算壁厚:圆筒体设计壁厚:球形容器计算壁厚:球形容器设计壁厚:式中δ——圆筒计算厚度,mmδd——圆筒设计厚度,mmpc——计算压力,MPa。
pc=p+p液,当液柱静压力小于5%设计压力时,可忽略Di——圆筒的内直径,mm[σ]T——设计温度T下,圆筒体材料的许用应力,MPa(可查表)φ——焊接接头系数,φ≤1.0C2——腐蚀裕量,mm2.壁厚校核计算式在工程实际中有不少的情况需要进行校核性计算,如旧容器的重新启用、正在使用的容器改变操作条件等。
这时容器的材料及壁厚都是已知的,可由下式求设计温度下圆筒的最大允许工作压力[pw]。
式中δe——圆筒的有效厚度,mm设计温度下圆筒的计算应力σT:σT值应小于或等于[σ]Tφ。
设计温度下球壳的最大允许工作压力[pw]:设计温度下球壳计算应力σT:σT值应小于或等于[σ]Tφ。
二、封头的强度计算1.封头结构封头是压力容器的重要组成部分,常用的有半球形封头、椭圆形封头、碟形封头、锥形封头和平封头(即平盖),如图1-4所示。
工程上应用较多的是椭圆形封头、半球形封头和碟形封头,最常用的是标准椭圆形封头。
以下只介绍椭圆形封头的计算,其他形式封头的计算可查阅GB150—2011。
图1-4 封头的结构型式2.椭圆形封头计算椭圆形封头由半个椭球面和高为h的直边部分所组成,如图1-5所示。
直边h的大小根据封头直径和厚度不同有25mm、40mm、50mm三种,直边h的取值可查表1-7。
表1-7 椭圆形封头材料、厚度和直边高度的对应关系单位:mm图1-5 椭圆形封头椭圆形封头的长、短轴之比不同,封头的形状也不同,当其长短轴之比等于2时,称为标准椭圆形封头。
第11章压力容器的强度计算本章重点要讲解内容:(1)理解内压容器设计时主要设计参数(容器内径、设计压力、设计温度、许用应力、焊缝系数等)的意义及其确定原则;(2)掌握五种厚度(计算壁厚、设计壁厚、名义壁厚、有效壁厚、最小壁厚)的概念、相互关系以及计算方法;能熟练地确定腐蚀裕度和钢板负偏差;(3)掌握内压圆筒的厚度设计;(4)掌握椭圆封头、锥形封头、半球形封头以及平板封头厚度的计算。
(5)熟悉内压容器强度校核的思路和过程。
第一节设计参数的确定1、我国压力容器标准与适用范围我国现执行GB150-98 “钢制压力容器”国家标准。
该标准为规则设计,采用弹性失效准则和稳定失效准则,应用解析法进行应力计算,比较简便。
JB4732-1995《钢制压力容器—分析设计标准》,其允许采用高的设计强度,相同设计条件下,厚度可以相应地减少,重量减轻。
其采用塑性失效准则、失稳失效准则和疲劳失效准则,计算比较复杂,和美国的ASME标准思路相似。
2、容器直径(diameter of vessel)考虑压制封头胎具的规格及标准件配套选用的需要,容器筒体和封头的直径都有规定。
对于用钢板卷制的筒体,以内径作为其公称直径。
表1 压力容器的公称直径(mm)如果筒体是使用无缝钢管直接截取的,规定使用钢管的外径作为筒体的公称直径。
表2 无缝钢管制作筒体时容器的公称直径(mm)3、设计压力(design pressure)(1)相关的基本概念(除了特殊注明的,压力均指表压力)✧工作压力P W:在正常的工作情况下,容器顶部可能达到的最高压力。
①由于最大工作压力是容器顶部的压力,所以对于塔类直立容器,直立进行水压试验的压力和卧置时不同;②工作压力是根据工艺条件决定的,容器顶部的压力和底部可能不同,许多塔器顶部的压力并不是其实际最高工作压力(the maximum allowable working pressure)。
③标准中的最大工作压力,最高工作压力和工作压力概念相同。
压力容器壁厚计算及说明一、压力容器的概念同时满足以下三个条件的为压力容器,否则为常压容器。
1、最高工作压力P :9.8×104Pa ≤P ≤9.8×106Pa ,不包括液体静压力;2、容积V ≥25L ,且P ×V ≥1960×104L Pa;3、介质:气体,液化气体或最高工作温度高于标准沸点的液体。
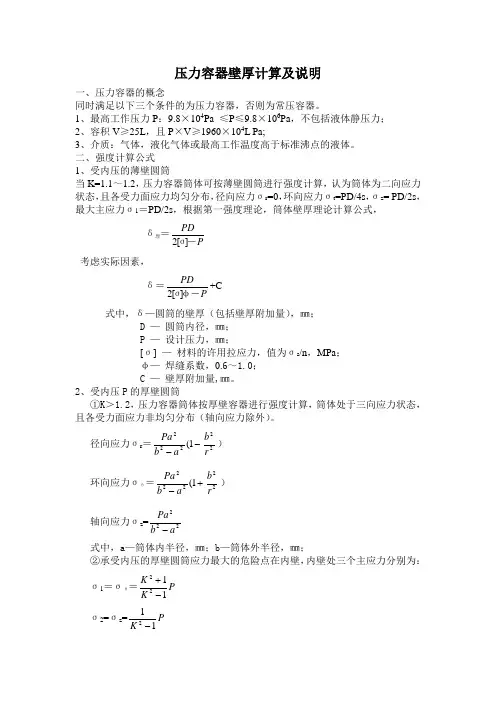
二、强度计算公式1、受内压的薄壁圆筒当K=1.1~1.2,压力容器筒体可按薄壁圆筒进行强度计算,认为筒体为二向应力状态,且各受力面应力均匀分布,径向应力σr =0,环向应力σt =PD/4s ,σz = PD/2s ,最大主应力σ1=PD/2s ,根据第一强度理论,筒体壁厚理论计算公式,δ理=PPD -σ][2 考虑实际因素,δ=P PD φ-σ][2+C 式中,δ—圆筒的壁厚(包括壁厚附加量),㎜;D — 圆筒内径,㎜;P — 设计压力,㎜;[σ] — 材料的许用拉应力,值为σs /n ,MPa ;φ— 焊缝系数,0.6~1.0;C — 壁厚附加量,㎜。
2、受内压P 的厚壁圆筒①K >1.2,压力容器筒体按厚壁容器进行强度计算,筒体处于三向应力状态,且各受力面应力非均匀分布(轴向应力除外)。
径向应力σr =--1(222a b Pa 22r b ) 环向应力σθ=+-1(222ab Pa 22r b ) 轴向应力σz =222a b Pa - 式中,a —筒体内半径,㎜;b —筒体外半径,㎜;②承受内压的厚壁圆筒应力最大的危险点在内壁,内壁处三个主应力分别为:σ1=σθ=P K K 1122-+ σ2=σz =P K 112-σ3=σr =-P第一强度理论推导处如下设计公式σ1=P K K 1122-+≤[σ] 由第三强度理论推导出如下设计公式σ1-σ3=P K K 1122-+≤[σ] 由第四强度理论推导出如下设计公式:P K K 132-≤[σ] 式中,K =a/b3、受外压P 的厚壁圆筒径向应力σr =---1(222a b Pb 22r a ) 环向应力σθ=-+-1(222ab Pb 22r a ) 4、一般形状回转壳体的应力计算经向应力 σz =sP 22ρ 环向应力 sP t z =+21ρσρσ 式中,P —内压力,MPa ;ρ1—所求应力点回转体曲面的第一主曲率半径,㎜;(纬)ρ2—所求应力点回转体曲面的第一主曲率半径,㎜;(经)s —壳体壁厚,㎜。
第11章压力容器的强度计算本章重点要讲解内容:(1)理解内压容器设计时主要设计参数(容器内径、设计压力、设计温度、许用应力、焊缝系数等)的意义及其确定原则;(2)掌握五种厚度(计算壁厚、设计壁厚、名义壁厚、有效壁厚、最小壁厚)的概念、相互关系以及计算方法;能熟练地确定腐蚀裕度和钢板负偏差;(3)掌握内压圆筒的厚度设计;(4)掌握椭圆封头、锥形封头、半球形封头以及平板封头厚度的计算。
(5)熟悉内压容器强度校核的思路和过程。
第一节设计参数的确定1、我国压力容器标准与适用范围我国现执行GB150-98 “钢制压力容器”国家标准。
该标准为规则设计,采用弹性失效准则和稳定失效准则,应用解析法进行应力计算,比较简便。
JB4732-1995《钢制压力容器—分析设计标准》,其允许采用高的设计强度,相同设计条件下,厚度可以相应地减少,重量减轻。
其采用塑性失效准则、失稳失效准则和疲劳失效准则,计算比较复杂,和美国的ASME标准思路相似。
2、容器直径(diameter of vessel)考虑压制封头胎具的规格及标准件配套选用的需要,容器筒体和封头的直径都有规定。
对于用钢板卷制的筒体,以内径作为其公称直径。
表1 压力容器的公称直径(mm)如果筒体是使用无缝钢管直接截取的,规定使用钢管的外径作为筒体的公称直径。
表2 无缝钢管制作筒体时容器的公称直径(mm)3、设计压力(design pressure)(1)相关的基本概念(除了特殊注明的,压力均指表压力)✧工作压力P W:在正常的工作情况下,容器顶部可能达到的最高压力。
①由于最大工作压力是容器顶部的压力,所以对于塔类直立容器,直立进行水压试验的压力和卧置时不同;②工作压力是根据工艺条件决定的,容器顶部的压力和底部可能不同,许多塔器顶部的压力并不是其实际最高工作压力(the maximum allowable working pressure)。
③标准中的最大工作压力,最高工作压力和工作压力概念相同。
压力容器强度校核 筒体壁厚校核公式 软件模板 计算公式:'
22[]c i t c
P D C P δσφ=+-筒校核
备注:
c P :校核压力 i D :容器最大内径 []t σ:设计温度下的许用应力 φ :焊缝系数
若双面焊全焊头对接接头 100%无损检测,φ= 局部无损检测, φ= 若为单面焊对接接头 100%无损检测,φ= 局部无损检测, φ= '
2C :下一周期均匀腐蚀量 δ筒校核:筒体校核壁厚 最后判定公式:若δ筒校核≤δ筒实测,继续使用,否则停用。
封头壁厚校核公式
1.椭圆形封头软件模板 计算公式:'
22[]0.5c i
t c
P D C P δσφ=+-封校核
备注:
c P :校核压力 i D :容器最大内径 []t σ:设计温度下的许用应力 φ :焊缝系数:
若双面焊全焊头对接接头 100%无损检测,φ= 局部无损检测, φ= 若为单面焊对接接头 100%无损检测,φ= 局部无损检测, φ= '
2C :下一周期均匀腐蚀量 δ筒校核:筒体校核壁厚 最后判定公式:若δ筒校核≤δ筒实测,继续使用,否则停用
2.球形封头软件模板
计算公式:'24[]c i t c P D C P δσφ=+-封校核 备注:
c P :校核压力 i D :容器最大内径 []t σ:设计温度下的许用应力 φ :焊缝系数:
若双面焊全焊头对接接头 100%无损检测,φ= 局部无损检测, φ= 若为单面焊对接接头 100%无损检测,φ= 局部无损检测, φ= '2C :下一周期均匀腐蚀量 δ筒校核:筒体校核壁厚 最后判定公式:若δ筒校核≤δ筒实测,继续使用,否则停用。
压力容器强度校核筒体壁厚校核公式软件模板c Pi D []t σφ '2C δ筒校核计算公式:'22[]c i t cP D C P δσφ=+-筒校核 备注:c P :校核压力 i D :容器最大内径 []t σ:设计温度下的许用应力φ :焊缝系数若双面焊全焊头对接接头 100%无损检测,φ=1.00 局部无损检测, φ=0.85若为单面焊对接接头 100%无损检测,φ=0.9 局部无损检测, φ=0.8'2C :下一周期均匀腐蚀量 δ筒校核:筒体校核壁厚最后判定公式:若δ筒校核≤δ筒实测,继续使用,否则停用。
封头壁厚校核公式1.椭圆形封头软件模板c P i D []t σφ '2C δ封校核计算公式:'22[]0.5c i t cP D C P δσφ=+-封校核备注:c P :校核压力 i D :容器最大内径 []t σ:设计温度下的许用应力φ :焊缝系数:若双面焊全焊头对接接头 100%无损检测,φ=1.00 局部无损检测, φ=0.85若为单面焊对接接头 100%无损检测,φ=0.9 局部无损检测, φ=0.8'2C :下一周期均匀腐蚀量 δ筒校核:筒体校核壁厚最后判定公式:若δ筒校核≤δ筒实测,继续使用,否则停用2.球形封头软件模板c Pi D []t σφ '2C δ封校核计算公式:'24[]c i t cP D C P δσφ=+-封校核 备注:c P :校核压力 i D :容器最大内径 []t σ:设计温度下的许用应力φ :焊缝系数:若双面焊全焊头对接接头 100%无损检测,φ=1.00 局部无损检测, φ=0.85若为单面焊对接接头 100%无损检测,φ=0.9局部无损检测, φ=0.8'2C :下一周期均匀腐蚀量 δ筒校核:筒体校核壁厚最后判定公式:若δ筒校核≤δ筒实测,继续使用,否则停用。
压力容器强度校核筒体壁厚校核公式软件模板c PiD[]t σφ'2Cδ筒校核计算公式:'22[]c it cP D C P δσφ=+-筒校核备注:c P :校核压力 i D :容器最大内径[]t σ:设计温度下的许用应力 φ :焊缝系数若双面焊全焊头对接接头100%无损检测,φ=1.00局部无损检测, φ=0.85若为单面焊对接接头100%无损检测,φ=0.9局部无损检测, φ=0.8'2C :下一周期均匀腐蚀量 δ筒校核:筒体校核壁厚最后判定公式:若δ筒校核≤δ筒实测,继续使用,否则停用。
封头壁厚校核公式1.椭圆形封头软件模板c P i D []t σφ'2C δ封校核计算公式:'22[]0.5c i t cP D C P δσφ=+-封校核备注:c P :校核压力 i D :容器最大内径 []t σ:设计温度下的许用应力 φ :焊缝系数:若双面焊全焊头对接接头100%无损检测,φ=1.00局部无损检测, φ=0.85若为单面焊对接接头100%无损检测,φ=0.9局部无损检测, φ=0.8'2C :下一周期均匀腐蚀量 δ筒校核:筒体校核壁厚最后判定公式:若δ筒校核≤δ筒实测,继续使用,否则停用2.球形封头软件模板c Pi D[]t σφ'2C δ封校核计算公式:'24[]c it cP D C P δσφ=+-封校核备注:c P :校核压力 i D :容器最大内径[]t σ:设计温度下的许用应力φ :焊缝系数:若双面焊全焊头对接接头100%无损检测,φ=1.00局部无损检测, φ=0.85若为单面焊对接接头100%无损检测,φ=0.9局部无损检测, φ=0.8'2C :下一周期均匀腐蚀量 δ筒校核:筒体校核壁厚最后判定公式:若δ筒校核≤δ筒实测,继续使用,否则停用欢迎您的下载,资料仅供参考!致力为企业和个人提供合同协议,策划案计划书,学习资料等等打造全网一站式需求。
压力容器强度校核筒体壁厚校核公式软件模板c Pi D []t σφ '2C δ筒校核计算公式:'22[]c i t cP D C P δσφ=+-筒校核 备注:c P :校核压力 i D :容器最大内径 []t σ:设计温度下的许用应力φ :焊缝系数若双面焊全焊头对接接头 100%无损检测,φ=1.00 局部无损检测, φ=0.85若为单面焊对接接头 100%无损检测,φ=0.9 局部无损检测, φ=0.8'2C :下一周期均匀腐蚀量 δ筒校核:筒体校核壁厚最后判定公式:若δ筒校核≤δ筒实测,继续使用,否则停用。
封头壁厚校核公式1.椭圆形封头软件模板c P i D []t σφ '2C δ封校核计算公式:'22[]0.5c i t cP D C P δσφ=+-封校核备注:c P :校核压力 i D :容器最大内径 []t σ:设计温度下的许用应力φ :焊缝系数:若双面焊全焊头对接接头 100%无损检测,φ=1.00 局部无损检测, φ=0.85若为单面焊对接接头 100%无损检测,φ=0.9 局部无损检测, φ=0.8'2C :下一周期均匀腐蚀量 δ筒校核:筒体校核壁厚最后判定公式:若δ筒校核≤δ筒实测,继续使用,否则停用2.球形封头软件模板c Pi D []t σφ '2C δ封校核计算公式:'24[]c i t cP D C P δσφ=+-封校核 备注:c P :校核压力 i D :容器最大内径 []t σ:设计温度下的许用应力φ :焊缝系数:若双面焊全焊头对接接头 100%无损检测,φ=1.00 局部无损检测, φ=0.85若为单面焊对接接头 100%无损检测,φ=0.9局部无损检测, φ=0.8'2C :下一周期均匀腐蚀量 δ筒校核:筒体校核壁厚最后判定公式:若δ筒校核≤δ筒实测,继续使用,否则停用。
压力容器强度校核筒体壁厚校核公式软件模板c Pi D []t σφ '2C δ筒校核计算公式:'22[]c i t cP D C P δσφ=+-筒校核 备注:c P :校核压力 i D :容器最大内径 []t σ:设计温度下的许用应力φ :焊缝系数若双面焊全焊头对接接头 100%无损检测,φ=1.00 局部无损检测, φ=0.85若为单面焊对接接头 100%无损检测,φ=0.9 局部无损检测, φ=0.8'2C :下一周期均匀腐蚀量 δ筒校核:筒体校核壁厚最后判定公式:若δ筒校核≤δ筒实测,继续使用,否则停用。
封头壁厚校核公式1.椭圆形封头软件模板c P i D []t σφ '2C δ封校核计算公式:'22[]0.5c i t cP D C P δσφ=+-封校核备注:c P :校核压力 i D :容器最大内径 []t σ:设计温度下的许用应力φ :焊缝系数:若双面焊全焊头对接接头 100%无损检测,φ=1.00 局部无损检测, φ=0.85若为单面焊对接接头 100%无损检测,φ=0.9 局部无损检测, φ=0.8'2C :下一周期均匀腐蚀量 δ筒校核:筒体校核壁厚最后判定公式:若δ筒校核≤δ筒实测,继续使用,否则停用2.球形封头软件模板c Pi D []t σφ '2C δ封校核计算公式:'24[]c i t cP D C P δσφ=+-封校核 备注:c P :校核压力 i D :容器最大内径 []t σ:设计温度下的许用应力φ :焊缝系数:若双面焊全焊头对接接头 100%无损检测,φ=1.00 局部无损检测, φ=0.85若为单面焊对接接头 100%无损检测,φ=0.9局部无损检测, φ=0.8'2C :下一周期均匀腐蚀量 δ筒校核:筒体校核壁厚最后判定公式:若δ筒校核≤δ筒实测,继续使用,否则停用。
压力容器强度计算第一节设计参数的确定1我国压力容器标准与适用范围我国现执行GB150 - 98钢制压力容器”国家标准。
该标准为规则设计,采用弹性失效准则和稳定失效准则, 应用解析法进行应力计算,比较简便。
JB4732-1995《钢制压力容器一分析设计标准》,其允许采用高的设计强度,相同设计条件下,厚度可以相应地减少,重量减轻。
其采用塑性失效准则、失稳失效准则和疲劳失效准则,计算比较复杂,和美国的ASME标准思路相似。
2、容器直径(diameter of vessel考虑压制封头胎具的规格及标准件配套选用的需要,容器筒体和封头的直径都有规定。
对于用钢板卷制的筒体,以内径作为其公称直径。
如果筒体是使用无缝钢管直接截取的,规定使用钢管的外径作为筒体的公称直径。
表2无缝钢管制作筒体时容器的公称直径(mm)3、设计压力(design pressure(1)相关的基本概念(除了特殊注明的,压力均指表压力)工作压力P W:在正常的工作情况下,容器顶部可能达到的最高压力。
①由于最大工作压力是容器顶部的压力,所以对于塔类直立容器,直立进行水压试验的压力和卧置时不同;②工作压力是根据工艺条件决定的,容器顶部的压力和底部可能不同,许多塔器顶部的压力并不是其实际最高工作压力(the maximum allowable working pressure )。
③标准中的最大工作压力,最高工作压力和工作压力概念相同。
设计压力指设定的容器顶部的最高压力,与相应的设计温度一起作为设计载荷条件,其值不低于工作压力。
①对最大工作压力小于0.1Mpa的内压容器,设计压力取为0.1Mpa;②当容器上装有超压泄放装置时,应按超压泄放装置”的计算方法规定。
③对于盛装液化气体的装置,在规定的充满系数范围内,设计压力由工作条件下,可能达到的最高金属温度确定。
(详细内容,参考GB150-1998,附录B (标准的附录),超压泄放装置。
)计算压力P C 是GB150-1998新增加的内容,是指在相应设计温度下, 用以确定元件厚度的压力, 其中包括液柱静压力,当静压力值小于5%的设计压力时,可略去静压力。
① 注意与GB150-1989对设计压力规定的区别;《钢制压力容器》规定设计压力是指在相应设计温度下,用以确定容器壳壁计算厚度的压力,亦是标注在 铭牌上的设计压力,取略高或等于最高工作压力。
当容器受静压力值大于5%设计压力时,应取设计压力与液柱静压力之和进行元件的厚度计算。
使许多设计人员误将设计压力和液柱静压力之和作为容器的设计 压力。
② 一台设备的设计压力只有一个,但受压元件的计算压力在不同部位可能有所变化。
③ 计算压力在压力容器总图的技术特性中不出现,只在计算书中出现。
4、 设计温度(Design temperature设计温度是指容器在正常工作情况下,在相应的设计压力下,设定的受压元件的金属温度。
主要用于确定 受压元件的材料选用、强度计算中材料的力学性能和许用应力,以及热应力计算时设计到的材料物理性能 参数。
•设计温度不得低于元件金属在工作状态可能达到的最高温度; •当设计温度在 o c 以下时,不得高于元件金属可能达到的最低温度;•当容器在各部分工作状态下有不同温度时,可分别设定每一部分的设计温度;5、 许用应力(Maximum allowable stress values)许用应力是以材料的极限应力除以适当的安全系数,在设计温度下的许用应力的大小,直接决定容器的强 度,GB150-1998对钢板、锻件、紧固件均规定了材料的许用应力。
表3钢制压力容器中使用的钢材安全系数6、焊接接头系数((1) 焊接接头的影响焊接接头是容器上比较薄弱的环节,较多事故的发生是由于焊接接头金属部分焊接影响区的破裂。
一般情 况下,焊接接头金属的强度和基本金属强度相等,甚至超过基本金属强度。
但由于焊接接头热影响区有热 应力存在,焊接接头金属晶粒粗大,以及焊接接头中心出现气孔和未焊透缺陷,仍会影响焊接接头强度, 因而必须采用焊接接头强度系数,以补偿焊接时可能产生的强度消弱。
焊接接头系数的大小取决于焊接接 头型式、焊接工艺以及焊接接头探伤检验的严格程度等。
(2) 焊接接头系数的选取:由接头形式和无损探伤的长度确定 •双面焊对接接头和相当于双面焊的全焊透对接接头:100%无损探伤,■= 1.00 ;局部无损探伤,■■ = 0.85 ;•单面焊的对接接头,沿焊接接头根部全长具有紧贴基本金属的垫板:100%无损探伤,=1.00 ;局部无损探伤,=0.8; •无法进行探伤的单面焊环向对接焊缝,无垫板:'=0.6;第二节内压容器筒体与封头厚度的设计常H 吨订itu Jt 下的出眼点诰计皑咆FtJ In h 小时描愼的月小时性3E 书 1的體童権亂 为 0 2L 斤! 沁*二弓L ¥-------- 乩1 内压圆筒(cylindrical shel D 的厚度设计(1)理论计算厚度(required thick ness )GB150-1998定义:按各章公式计算得到的厚度,为能安全承受计算压力 荷)。
内压圆筒壁内的基本应力是薄膜应力,由第三强度理论可知薄膜应力的强度条件为:式中:[<T--制造筒体钢板在设计温度下的许用应力;考虑到焊接接头的影响,公式(1)中的许用应力应使用强度可能较低的焊接接头金属的许用应力,即把 钢板的许用应力乘以焊缝系数。
公式(2)一般被简化为:、:=£5卜(3)2[町0(2) 设计壁厚:.d ( design thickness )计算壁厚与腐蚀余量C 2之和称为设计壁厚。
可以将其理解为同时 满足强度、刚度和使用寿命的最小厚度。
■ d = ■■- ' C 2( 4)C 2为腐蚀裕度根据介质对选用材料腐蚀速度和设计使用寿命共同考虑。
C 2=k -a , mm ;k —腐蚀速度(corrosion rate ), mm/a ; a —设计年限(desired life time )。
对碳素钢和低合金钢,C 2> 1mm ;对于不锈钢,当介质腐蚀性能极微时,取C 2= 0。
(3) 名义厚度(normal thickness )设计厚度-'-d 加上钢板负偏差 C 1后向上圆整至刚才标准规格的厚度, 即标注在设计图样上的壳体厚度。
r 二—「G (5)C 1 —钢板负偏差。
任何名义厚度的钢板出厂时,都允许有一定的负偏差。
钢板和钢管的负偏差按钢材标准 的规定。
当钢板负偏差不大于 0.25mm ,且不超过名义厚度的6 %时,负偏差可忽略不计。
表4钢板负偏差值钢板厚度(mm ) 2 2.2 2.5 2.8~3.0 3.2~3.5 3.8~4.0 4.5~5.5 负偏差(mm ) 0.18 0.19 0.2 0.22 0.25 0.3 0.5 钢板厚度(mm ) 6~7 8~25 26~30 32~34 36~40 42~50 52~60 负偏差(mm ) 0.60.80.91.01.11.21.3(4)有效厚度名义厚度「冷减去腐蚀裕量和钢材厚度负偏差,从性质上可以理解为真正可以承受介质压强的厚度,P C (必要时尚需计入其他载PD(1)PD2、.则有:PD i 2[二广式中D 为中径,当壁厚没有确定时,则中径也是待定值,利用D=D i +则有:成为有效厚度。
数值上可以看作是计算厚度加上向上钢材圆整量。
' e = -n _ C1 _ C2( 6)厚度系数1 :圆筒的有效厚度和计算厚度之比称为圆筒的厚度系数。
(5)最小厚度、:min为满足制造、运输及安装时刚度要求,根据工程经验规定的不包括腐蚀裕量的最小壁厚。
。
碳素钢和低合金钢制造的容器,最小壁厚不小于3mm ;囤高合金钢制容器,(如不锈钢制造的容器),最小壁厚不小于 2mm 。
当筒体的计算厚度小于最小厚度,应取最小厚度作为计算厚度,这时筒体的名义厚度可以分为两种不同的 情况分别计算。
(1)当;min-' >C l ,:n =;min +C 2 + :(厶可以等于零)(2) 当F in -A'G 时,必须考虑钢板负偏差,min +C 2 +C 1+'-:表5钢板的常用厚度表^),6.8,10.1234 46.32,31 J&.383Q.42 JS.5O.55 閒嗣,7<) J5.&D.SS.90J20表6几种厚度之间的相互关系用哽削営EG〔Will Mr聘件祥fit G计 Wffaa2、 内压球壳(sphere )的厚度设计PD球壳的任意点处的薄膜应力均相同,且;亠-^m ,根据薄膜应力第三强度条件:二r[二F '46采用内径表示:PlD1, mm 或者简化为P c D i(7)4^r-P c4巴严其他的厚度计算与筒体一样。
3、 内压封头的厚度设计(1)半球形圭寸头(hemispherical head )半球形封头的厚度采用球壳的壁厚设计公式进行计算。
II设計■厚!ft 也如图所示,由半个椭球和一段高为 h o 的圆筒形筒节(称为直边)构成,封头曲面深度h L,直边高度4与封头的公称直径有关。
封头的公称直径 DN < 2000 >2000 封头的直边高度 h °2540的计算一样。
但是和下面的GB150-1998规定的不太一样,主要是因为在简化是产生的,影响不大。
K 为椭圆封头形状系数,标准椭圆封头为K=1.02[;彳 - 0.5p c应当注意,承受内压时椭圆封头的赤道处为环向压缩应力,为了避免失稳,规定标准椭圆的计算厚度不得 小于封头内径的 0.15%。
(3)碟形封头又称带折边球形封头,有三部分组成,以 R i 为半径的球面壳体、半径为r 的圆弧为母线所构成的环状壳体(折边或过渡圆弧)。
球面半径R i 一般不大于筒体直径 D i ;折边半径r 在任何情况下不得小于球面半径的10%,其应大于三倍的封头厚度。
KP c D i2[打-0.5p c(8)图1半球形封头示意图图 2椭圆形封头示意图(2)标准椭圆形圭寸头(ellipsoidal head )碟形封头厚度的计算公式:式中:M —碟形封头形状系数碟形封头的厚度如果太薄,则会出现内压下的弹性失稳,所以规定:M <1.34, 、e -0.15%D i ; M 1.34, e _0.3%D j(4)球冠形封头(没有折边)封头的结构,为了进一步降低凸形封头的高度,将碟形封头的过度圆弧和直边部分去掉,将球面部分直接 焊接到圆柱壳体上,如下图所示。
作容器的端封头;㈢用作容器中两个相邻承压空间的中间封头。
封头的厚度(凹面受压时):Q!PcDj( io )2[匚]-巳MpcR2[二]-0.5 p c(9)图3碟形封头图4球冠形圭寸头(12)Q 为系数主要和球形半径和筒体内径之比、压力和许用应力及焊缝系数有关,可以根据图表查得。