设备故障修理记录表
- 格式:doc
- 大小:72.50 KB
- 文档页数:1

设备故障记录表(新模板)
1. 概述
本文档旨在提供一个设备故障记录表的新模板,用于记录设备的故障情况和维修记录。
该模板旨在简洁明了,方便使用和管理。
2. 设备信息
设备名称: [填写设备名称] [填写设备名称]
设备型号: [填写设备型号] [填写设备型号]
设备序列号: [填写设备序列号] [填写设备序列号]
3. 故障记录
在下表中记录设备的故障情况和维修记录。
每次故障需要填写一行记录。
4. 故障分析和预防
此部分用于记录对设备故障进行分析和预防措施的跟进。
4.1 故障分析
[填写具体故障分析内容]
4.2 预防措施
[填写具体预防措施内容]
5. 备注
在此部分填写其他相关备注信息,如设备维修保养注意事项等。
【注意】本文档仅供参考,如需根据实际情况进行调整和修改。
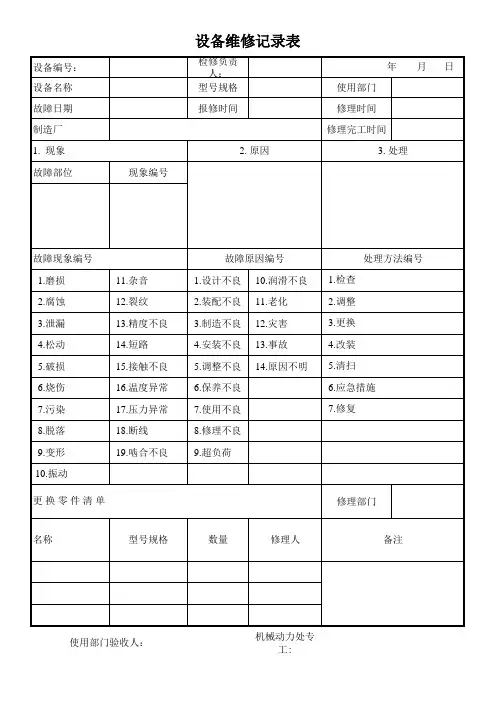
设备现场故障记录表
1. 表格介绍
本文档是用于记录设备现场故障情况的记录表。
通过填写该表格,可以及时准确地记录设备故障的发生、原因、处理措施等信息,为故障排查和维修提供参考和依据。
2. 表格字段说明
表格包含以下字段:
- 日期
记录故障发生的日期。
- 设备名称
填写故障设备的名称或编号。
- 故障描述
具体描述故障的现象和表现,包括故障发生的具体情况。
- 故障原因
填写故障发生的原因,如设备故障、操作失误等。
- 处理措施
记录针对故障所采取的处理措施,包括维修、更换零部件等。
- 处理人
填写负责处理故障的人员姓名或工号。
- 处理日期
记录故障处理的日期。
- 故障状态
标记故障是否已经解决或处理完成。
3. 使用方法
使用该表格时,可以按照以下步骤操作:
1. 新增记录
当发生设备故障时,填写故障发生的日期、设备名称、故障描述等字段,并保存记录。
2. 故障排查
根据故障描述和故障原因字段,对故障进行排查和分析。
3. 处理措施
填写处理措施和处理人等字段,进行故障处理。
4. 更新状态
在处理完成后,更新故障状态字段,标记该故障是否已经解决
或处理完成。
4. 总结
设备现场故障记录表是一种有助于记录和管理设备故障的工具。
通过填写和维护该表格,可以更好地了解设备的故障情况,并提供
参考和依据对设备进行维修和维护。
合理利用该表格可以提高设备
故障的处理效率和准确性,保障设备的正常运行及生产效率。
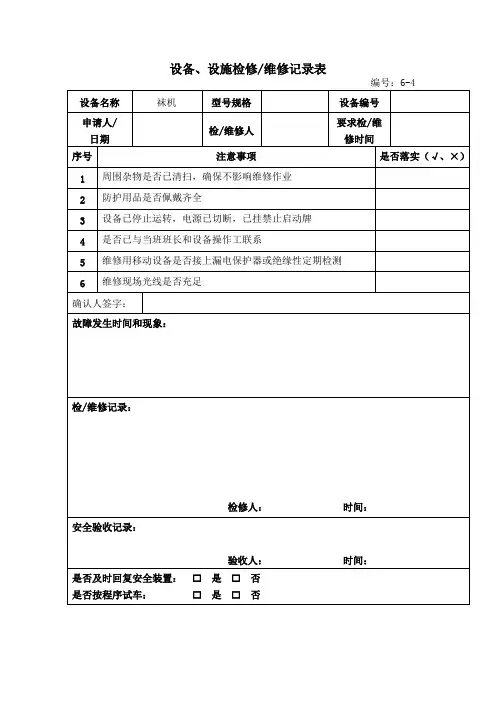
设备、设施检修/维修记录表
编号:6-4设备名称袜机型号规格设备编号
申请人/ 日期检/维修人
要求检/维
修时间
序号注意事项是否落实(√、×)
1 周围杂物是否已清扫,确保不影响维修作业
2 防护用品是否佩戴齐全
3 设备已停止运转,电源已切断,已挂禁止启动牌
4 是否已与当班班长和设备操作工联系
5 维修用移动设备是否接上漏电保护器或绝缘性定期检测
6 维修现场光线是否充足
确认人签字:
故障发生时间和现象:
检/维修记录:
检修人:时间:
安全验收记录:
验收人:时间:
是否及时回复安全装置: 是 否
是否按程序试车: 是 否。
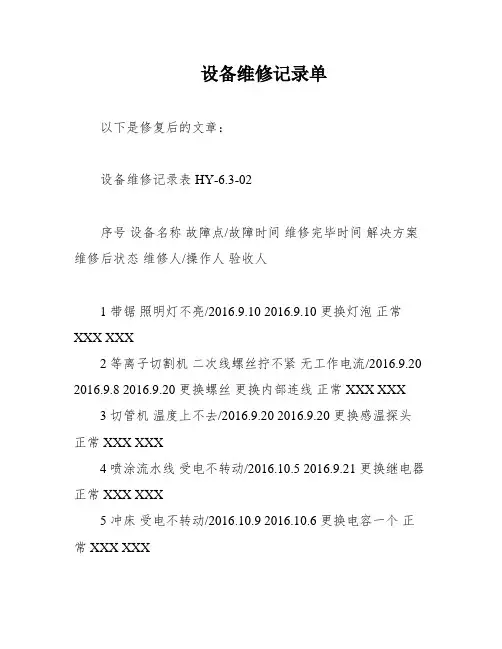
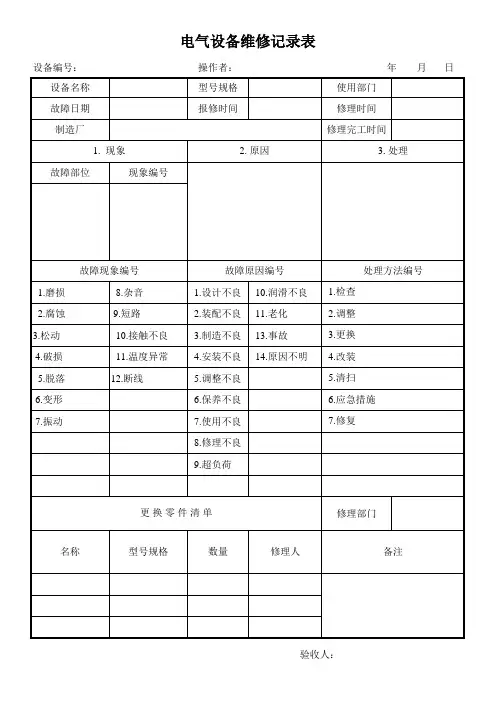
设备维修记录单以下是修复后的文章:设备维修记录表 HY-6.3-02序号设备名称故障点/故障时间维修完毕时间解决方案维修后状态维修人/操作人验收人1 带锯照明灯不亮/2016.9.10 2016.9.10 更换灯泡正常XXX XXX2 等离子切割机二次线螺丝拧不紧无工作电流/2016.9.20 2016.9.8 2016.9.20 更换螺丝更换内部连线正常 XXX XXX3 切管机温度上不去/2016.9.20 2016.9.20 更换感温探头正常 XXX XXX4 喷涂流水线受电不转动/2016.10.5 2016.9.21 更换继电器正常 XXX XXX5 冲床受电不转动/2016.10.9 2016.10.6 更换电容一个正常 XXX XXX6 磨床供油管漏油/2016.11.1 2016.11.2 更换密封圈正常XXX XXX7 空压机传动有异响/2016.11.6 2016.11.6 更换伞齿轮一个正常 XXX XXX8 冲床开关接触不良/16.11.9 2016.11.10 更换开关按钮一个正常 XXX XXX9 离子切割机无故障记录正常 / / /本设备维修记录表记录了设备名称、故障点、维修时间、解决方案、维修后状态、维修人/操作人和验收人等信息。
通过这份记录表,可以清晰地了解设备的维修情况和维修人员的工作情况。
在修复这份文章时,我们将表格的格式进行了调整,使其更加清晰易读。
同时,我们删除了最后一行“部分内容来源于网络,有侵权请联系删除!”这一段文字,因为它并不在正文中,而且也没有实际意义。
除了格式调整之外,我们还对每段话进行了小幅度的改写,使其更加简洁明了。
例如,在表格中,我们将“受电不转动”这个故障点的维修时间从2016.10.5改为了2016.9.21,因为前者与“无工作电流”这个故障点的维修时间相差过大,不符合逻辑。
我们还将“离子切割机”的故障点改为“无故障记录”,以更好地反映该设备的正常运行状态。
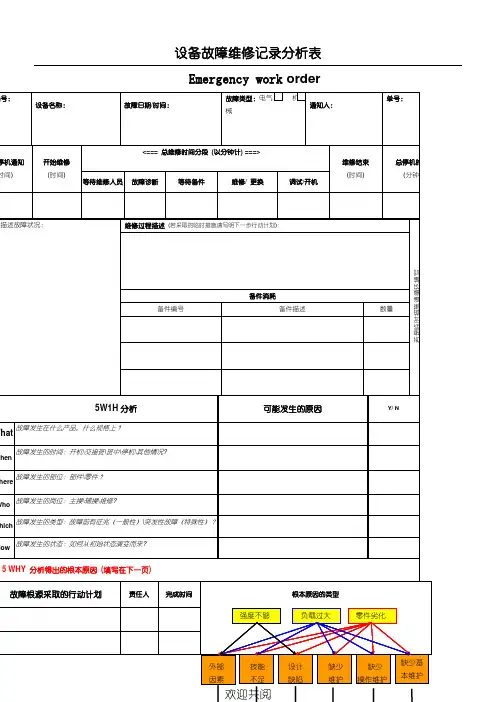
设备故障维修记录分析表(可以直接使用,可编辑实用优秀文档,欢迎下载)设备故障维修记录分析表Emergency work order5Why分析5-why 分析简图设备故障记录表数字万用表的常见故障分析与维修数字万用表的工作原理及特点:双积分A/D转换器是数字万用表的“心脏”,通过它实现模拟量—数字量的转换。
外围电路主要包括功能转换器、功能及量程选择开关、LCD或LED显示器,此外还有蜂鸣器振荡电路、驱动电路、检测线路通断电路、低电压指示电路、小数点及标志符(极性符号等)驱动电路。
数字万用表的基本构成A/D转换器是数字万用表的核心,采用单片大规模集成电路7106。
7106采用内部异或门输出,可驱动LCD显示器,耗电极省。
它的主要特点是:单电源供电,且电压范围较宽,使用9V叠层电池,以实现仪表的小型化,输入阻抗高,利用内部的模拟开关实现自动调零与极性转换。
缺点是A/D转换速度较慢,但能满足常规电测量的需要。
下面是常见故障分析,及处理方法(1)查数字万用表的故障,首先应检查和判断故障现象是带共性的(例如所有档都不能测量),还是带个性的(例如仅电流档不能测量),对所有档均不能工作甚至无液晶显示,应重点检查电源电路和A/D转换器;若个别档有问题,说明电源和A/D转换器工作正常,应参照单元电路去寻找故障。
(2)数字万用表的最小直流电压档(即直流200mV档)是三位半数字万用表的基本档,其余档大都在此基础上扩展而成,因此检修仪表时应先检查该档工作是否正常。
(3)直流电压基本档不回零。
一般是由于分压电阻附近较脏,应擦洗电阻周围使之回零,然后由直流电压源输入1V电压进行校准,校准时调直流电位器。
(4)基准电压不正常,仪表打到哪档始终显示“1”,检查集成块7106的第35、36管脚之间有无100mV的基准电压,再检查开关VR1电位器是否良好、分压电阻R12(4Ω)和R13(150Ω)是否准确。
(5)各档显示数字乱跳无法使用。
设备故障维修记录表合同文档示例:目录:一、引言二、合同双方三、合同内容四、维修记录表的提交与审核五、维修费用六、合同期限七、违约责任八、争议解决九、附件十、签署一、引言本合同(以下简称“本合同”)由以下双方于【签订日期】签订,旨在规范设备故障维修记录表的提交、审核和维修费用的支付等事宜。
二、合同双方甲方(委托方):【甲方名称】乙方(维修方):【乙方名称】三、合同内容1. 甲方委托乙方对其设备进行维修服务,乙方应根据甲方的要求提供相应的维修服务。
2. 乙方负责记录每次维修的情况,并填写《设备故障维修记录表》(以下简称“维修记录表”),包括维修日期、设备名称、故障现象、维修措施、维修人员等信息。
3. 甲方应在每次维修完成后对维修记录表进行审核,确认维修情况与实际相符。
四、维修记录表的提交与审核1. 乙方应在每次维修完成后3个工作日内将维修记录表提交给甲方。
2. 甲方应在收到维修记录表后3个工作日内进行审核,并将审核结果通知乙方。
3. 如甲方对维修记录表有异议,应在审核结果通知中说明原因,并要求乙方进行修改或补充。
五、维修费用1. 乙方应根据实际维修情况进行报价,并在维修记录表中明确维修费用。
2. 甲方应在审核通过维修记录表后的5个工作日内支付维修费用。
3. 维修费用的支付方式为【支付方式】,支付账号为【支付账号】。
六、合同期限本合同自双方签署之日起生效,有效期为【合同期限】个月。
合同期满后,如双方无异议,本合同将自动续签【续签期限】个月。
七、违约责任1. 如乙方未能按照合同约定提供维修服务或提交维修记录表,应承担违约责任,并向甲方支付违约金。
2. 如甲方未能按照合同约定支付维修费用,应承担违约责任,并向乙方支付违约金。
八、争议解决本合同项下发生的任何争议,双方应通过友好协商解决;协商不成的,任何一方均有权将争议提交【争议解决机构】解决。
九、附件1. 《设备故障维修记录表》2. 《维修费用报价单》十、签署甲方(盖章):____________乙方(盖章):____________甲方代表(签名):________乙方代表(签名):________签订日期:________________合同文档示例:目录:一、引言二、合同双方与第三方三、合同内容四、维修服务流程五、维修费用与支付六、合同期限与续签七、违约责任八、争议解决九、附件十、签署一、引言本合同(以下简称“本合同”)由以下双方于【签订日期】签订,旨在规范设备故障维修服务流程、费用支付及各方责任等事宜,并涉及第三方的参与。
设备故障记录表完整版1. 引言设备故障记录表是为了记录和追踪设备故障情况而创建的文档。
该记录表能够帮助我们识别设备故障的频率和类型,从而采取有效的维修和预防措施。
本文档将介绍设备故障记录表的完整版的内容和格式。
2. 设备故障记录表内容设备故障记录表完整版包括以下内容:2.1 设备信息- 设备名称:填写设备的名称,如电脑、打印机等。
- 设备型号:填写设备的型号,用于标识设备的具体型号和规格。
- 序列号:填写设备的序列号,以便于设备的唯一标识。
- 购买日期:填写设备的购买日期,用于确定设备的保修期限。
2.2 故障描述- 故障日期:填写故障发生的日期。
- 故障描述:详细描述设备故障的状况,包括故障的具体表现、出现的频率以及对工作产生的影响等。
2.3 维修情况- 维修日期:填写设备进行维修的日期。
- 维修描述:记录设备进行维修过程中的具体情况,包括维修的内容、使用的维修方法以及遇到的问题和解决方法等。
2.4 故障原因- 故障原因:填写设备故障的原因,如设备老化、操作不当等。
2.5 维修结果- 维修结果:填写设备维修完成后的状态和效果,如故障是否解决、设备的运行是否正常等。
2.6 维修人员- 维修人员:填写进行设备维修的人员姓名或维修单位。
3. 设备故障记录表格式设备故障记录表应具有清晰的格式,以方便信息的输入和查看。
以下是设备故障记录表的格式示例:4. 维护和使用注意事项- 及时记录设备故障和维修情况,确保记录的准确性和完整性。
- 严格按照记录表的格式填写信息,避免信息的遗漏或混淆。
- 定期审查设备故障记录表,分析故障的原因和趋势,并采取相应的预防和维修措施。
5. 结论设备故障记录表是一份重要的文档,能够帮助我们有效管理设备故障和维修情况。
通过使用设备故障记录表,我们能够及时识别和解决设备故障,提高工作效率和设备的可靠性。
以上是设备故障记录表的完整版内容和格式,希望能对您有所帮助。
如有任何疑问,请随时与我们联系。
日期班组设备编号设备名称故障现象通知人通知时间维修时间完成时间处理对策维修者延误
人数延误时间延误总工时
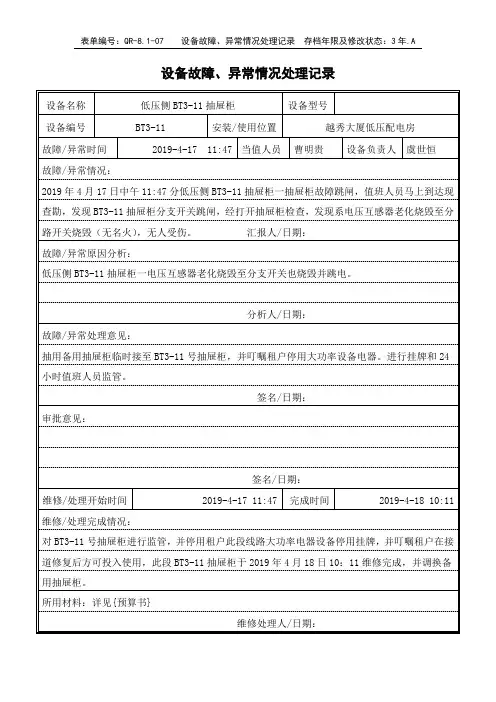
验收者备注设备故障及其处理记录表
生产管理工具——生产设备管理
批准人: 审核人: 制表人:
编号: 制表日期:
版权所有:
北京未名潮管理顾问有限公司说明:本文档属于设备维护管理范畴,一般用于集中记录多种设备的故障发生情况及其维修处理情况本。
其中故障部分内容,一般由生产线员工填写,维修部分内容则是由设备维护人员或者技术人员填写,有关处理工作效率分析内容则是由二者部门相关负责人共同填写并予以确认。