高速平缝纫机说明书
- 格式:pdf
- 大小:530.13 KB
- 文档页数:16
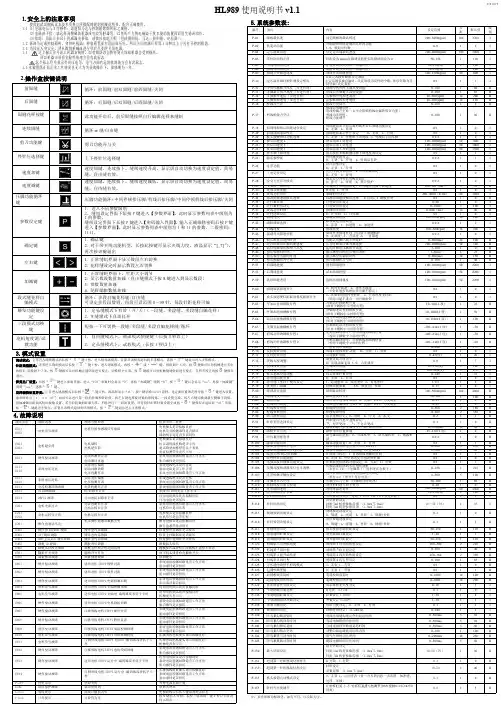
前固缝循环:前固缝/前双固缝/前四固缝/关闭后固缝循环:后固缝/后双固缝/后四固缝/关闭固缝花样按键此功能开启后,前后固缝按照自行编辑花样来缝制连续固缝循环:w 缝/自由缝剪刀功能键剪刀功能开与关停针位选择键上下停针位选择键速度加键速度加键。
连续按下,缝纫速度升高,显示屏自动切换为速度设定值。
简易缝,自由缝有效。
速度减键速度加键。
连续按下,缝纫速度减低,显示屏自动切换为速度设定值。
简易缝,自由缝有效。
压脚功能循环键压脚功能循环:中间停顿抬压脚/剪线后抬压脚/中间停顿剪线后抬压脚/关闭参数设定键1.进入不同参数级别2.缝纫设定界面下短按P 键进入【参数界面】,此时显示参数列表中级别为I 的参数。
缝纫设定界面下长按P 键进入【密码输入界面】,输入正确维修密码后按P 键进入【参数界面】,此时显示参数列表中级别为I 和II 的参数,二级密码:1111。
确定键1.确认键2.对于带夹线功能机型,长按此按键可显示夹线力度,液晶显示“[_7]”),再次按该键退出左右键1.正常缝制界面下显示数段左右切换2.花样缝设定时显示数段左右切换加减键 1.正常缝制界面下,针距大小调节2.显示数段数值加减(自由缝模式下按S 键进入到显示数段)3.参数数值加减4.花样编辑数值加减段式缝花样自编模式循环:多段自编花样缝/自由缝可设定多段段数缝,每段可设范围0~99针,每段针距花样可编触发功能键设定 1.定长缝模式下有效(开/关)(一段缝、多段缝、多段缝自编花样)2.W 缝模式下自动打开三段模式切换键短按一下可切换一段缝/多段缝/多段自编花样缝/循环电机角度调/试教功能1.自由缝模式下,调试模式快捷键(长按3秒以上)2.定长缝模式下,试教模式(长按1秒以上)注:表内参数为标准化,如有不符,以实际为主。
HL989使用说明书v1.11.安全上的注意事项使用前请详细阅读本技术资料与所搭配的缝制机械说明书,配合正确使用。
1.1(1)电源电压与工作频率:请遵照马达与控制箱铭牌所标之规格。
平车电动缝纫机使用指南英文回答:Sewing machines have been a popular tool for both professionals and hobbyists for many years. With the advancement of technology, electric sewing machines have become the go-to choice for many people. In this guide, I will provide you with some tips and instructions on how to use a flatbed electric sewing machine effectively.First and foremost, it is essential to familiarize yourself with the different parts of the sewing machine. This will help you understand how each component works and how they contribute to the overall sewing process. The main parts include the needle, presser foot, bobbin, and thread tension control. Understanding these parts will enable you to troubleshoot any issues that may arise during sewing.Once you are familiar with the machine's parts, it's time to thread the machine. Start by placing the thread onthe spool pin and winding it around the bobbin. Make sure to follow the threading diagram provided in the machine's manual. After the bobbin is threaded, insert it into the bobbin case and pull the thread through the tension spring. Finally, thread the needle by passing the thread through the needle's eye from front to back.Now that the machine is threaded, it's time to start sewing. Place the fabric under the presser foot and lower the foot using the presser foot lever. Adjust the stitch length and width according to your desired outcome. Begin sewing by pressing the foot pedal gently. Remember to guide the fabric with your hands to ensure smooth and even stitches.To achieve different types of stitches, you can adjust the machine's settings. For example, if you want to create a zigzag stitch, adjust the stitch width accordingly. Experiment with different settings to discover the variety of stitches your machine can produce. Additionally, you can use different presser feet to achieve specific sewing techniques such as buttonholes or zippers.When you finish sewing, remember to trim the excess thread using scissors or a thread cutter. It's also a good practice to clean the machine regularly to remove any lint or dust that may accumulate. Refer to the machine's manual for proper maintenance instructions.中文回答:缝纫机是多年来广受专业人士和爱好者欢迎的工具。
平缝机操作规程
《平缝机操作规程》
一、操作者必须经过专业培训,并且持有相关证书。
二、在操作平缝机之前,必须先检查机器是否处于良好状态,包括线路是否正常、零件是否齐全等。
三、穿戴好必要的防护装备,包括手套、护目镜等。
四、根据需要选择合适的针和线,并且正确放置在机器上。
五、确保工作区域清洁整齐,避免杂物堆积影响操作。
六、操作者必须熟悉机器的各个部件和功能,确保操作无误。
七、在操作平缝机时,不能把手放在针口、剪线刀等危险部位,要保持警惕。
八、在更换针和线时,必须先关闭机器电源,并且等待机器完全停止运转。
九、操作者必须时刻关注机器运行情况,一旦发现异常立即停机检查。
十、操作结束后,清理和维护机器,保持其良好状态。
以上是《平缝机操作规程》,任何操作者必须严格遵守,以确保生产安全和产品质量。
缝纫机电控操作说明(二)引言概述:本文档旨在提供缝纫机电控操作说明,帮助使用者正确操作缝纫机,并具备基本的维护能力。
本文将从以下五个大点进行详细阐述:缝纫机的基本操作、线路电源的连接与控制、不同缝纫模式的选择与调整、线路维护与故障排除、安全注意事项。
正文内容:1. 缝纫机的基本操作1.1 拆卸缝纫机的基本构件1.2 缝纫机悬臂的调节1.3 缝纫机线程的穿插与固定1.4 缝纫机的拨轮使用方法1.5 缝纫机的速度调节与控制2. 线路电源的连接与控制2.1 线路电源的接线方法2.2 线路电源的保护措施2.3 电源控制开关的正确操作2.4 电源故障排除与处理方法2.5 电源线路的维护与保养3. 不同缝纫模式的选择与调整3.1 缝纫机的基本缝纫模式介绍3.2 不同面料适用的缝纫模式选择3.3 缝纫机的线针调节3.4 缝纫机缝纫长度的调整3.5 缝纫机缝纫宽度的调整4. 线路维护与故障排除4.1 线路维护保养的基本方法4.2 线路接头的检查与清洁4.3 线路故障排除的基本步骤4.4 线路故障排除常见问题与解决办法4.5 线路维修与更换部件的注意事项5. 安全注意事项5.1 使用缝纫机前的安全准备5.2 使用过程中的安全注意事项5.3 缝纫机维修与保养的安全措施5.4 缝纫机停用后的安全处理5.5 紧急情况下的应急处置方法总结:本文档详细介绍了缝纫机的电控操作说明,从基本操作、线路电源连接与控制、不同缝纫模式选择与调整、线路维护与故障排除以及安全注意事项等方面进行了阐述,并提供了具体的解决方法。
通过阅读本文档,使用者将能够正确操作缝纫机,并具备基本的维护能力,从而保证缝纫机的正常运行和延长使用寿命。
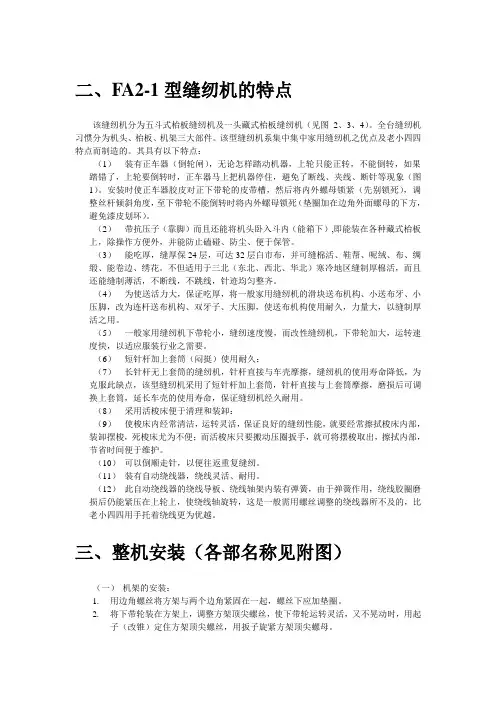
二、FA2-1型缝纫机的特点该缝纫机分为五斗式枱板缝纫机及一头藏式枱板缝纫机(见图2、3、4)。
全台缝纫机习惯分为机头、枱板、机架三大部件。
该型缝纫机系集中集中家用缝纫机之优点及老小四四特点而制造的。
其具有以下特点:(1)装有正车器(倒轮闸),无论怎样踏动机器,上轮只能正转,不能倒转,如果踏错了,上轮要倒转时,正车器马上把机器停住,避免了断线、夹线、断针等现象(图1)。
安装时使正车器胶皮对正下带轮的皮带槽,然后将内外螺母锁紧(先别锁死),调整丝杆倾斜角度,至下带轮不能倒转时将内外螺母锁死(垫圈加在边角外面螺母的下方,避免漆皮划坏)。
(2)带抗压子(靠脚)而且还能将机头卧入斗内(能箱下),即能装在各种藏式枱板上,除操作方便外,并能防止磕碰、防尘、便于保管。
(3)能吃厚,缝厚保24层,可达32层白市布,并可缝棉活、鞋帮、呢绒、布、绸缎、能卷边、绣花。
不但适用于三北(东北、西北、华北)寒冷地区缝制厚棉活,而且还能缝制薄活,不断线,不跳线,针迹均匀整齐。
(4)为使送活力大,保证吃厚,将一般家用缝纫机的滑块送布机构、小送布牙、小压脚,改为连杆送布机构、双牙子、大压脚,使送布机构使用耐久,力量大,以缝制厚活之用。
(5)一般家用缝纫机下带轮小,缝纫速度慢,而改性缝纫机,下带轮加大,运转速度快,以适应服装行业之需要。
(6)短针杆加上套筒(闷挺)使用耐久:(7)长针杆无上套筒的缝纫机,针杆直接与车壳摩擦,缝纫机的使用寿命降低,为克服此缺点,该型缝纫机采用了短针杆加上套筒,针杆直接与上套筒摩擦,磨损后可调换上套筒,延长车壳的使用寿命,保证缝纫机经久耐用。
(8)采用活梭床便于清理和装卸:(9)使梭床内经常清洁,运转灵活,保证良好的缝纫性能,就要经常擦拭梭床内部,装卸摆梭,死梭床尤为不便;而活梭床只要搬动压圈扳手,就可将摆梭取出,擦拭内部,节省时间便于维护。
(10)可以倒顺走针,以便往返重复缝纫。
(11)装有自动绕线器,绕线灵活、耐用。
为使您正确使用本机,须对本机的各种功能充分了解,以便安全操作。
使用前请仔细阅读使用说明书口我们希望您能长期愉快地使用本机,请保存好说明书,以备查阅。
特别注意事项iii操作前注意事项 (1)一、机器的安装 (1)二、机器的润滑 (2)三、旋梭油量调节 (2)四、机针的安装 (3)五、梭芯的安装 (3)六、面线的穿法 (4)七、针距的调节 (4)八、缝线张力 (5)九、挑线簧的调节 (5)十、压脚扳手………………………………………………………………6十一、压脚压力的调节……………………………………………………6十二、送料相位的调节……………………………………………………6十三、送料牙的高度………………………………………………………7十四、机针与旋梭的关系…………………………………………………7十五、压脚高度的调节……………………………………………………8十六、挑线杆挑线量的调节………………………………………………8十七、皮带罩和绕线器的安装……………………………………………9十八、膝提高度的调节……………………………………………………9十九、主要技术规格……………………………………………………101.油盘安装1)油盘应放置在台板凹槽四角。
2)将两只机头座垫①安装在油盘③的A 边(朝操作者一边),将两只油盘支座②安装在油盘③的B 边(用机头连接钩接合一边),然后放上油盘①(图1、图2)3)将机头连接钩①插入底板销孔内,与台板的机头连接钩座②相嵌合再把机头放到油盘四只角的座垫上。
(图3、图4)注意:包装箱内安装在油盘四角上的橡胶垫不作其它用途,只用于包装。
一、机器的安装操作前注意事项1、调节前注意事项:1)未使用的机器应进行约3分钟的空转(适当的断续运转)。
2)油量纸必须在机器运转状态下插入。
3)确认油盘内的油面高度处在HIGH 和LOW 范围内。
4)油量确认时间需5秒钟(请用秒表计时)。
2、适量的油量标样:1)下图标样根据不同的缝制工序需进行增或减的微调整,但应注意不要增加或减少过多。
重要安全事项IMPORTANT SAFETY INSTRUCTIONS有损伤操作人员、维修人员的危险。
1 ・有发生中轻度伤害、重伤、死亡的危险。
There is the possibility that slight to serious injury or death may be caused.・触摸了活动部分的话,有发生负伤的危险。
There is the possibility that injury may be caused by touching moving part.为了安全地使用本缝纫机的注意事项 FOR SAFE OPERATION危险DANGER 1. 为了防止触电事故, 打开电源时, 请不要打开马达电气箱盖, 也不要触摸电气箱内的零件。
To prevent possible accidents due to electric shocks, neither open the cover of motor electrical box nor touch the component(s) inside the electrical box.2. 变更图案后, 请确认落针位置。
万一压脚超越图案范围, 缝制中有可能机针与压脚相碰,发生断针的危险。
另外, 请确认被设定的压脚和安装到缝纫机的压脚是否一致。
Make sure of the needle entry after changing the pattern. Should the pattern protrude from the work clamp check, needle interferes with the work clamp check resulting in the danger of occurrence of needle breakage or the like. In addition, check that the work clamp check which has been set corresponds to that which has been installed on the sewing machine.注意WARNING 1. 打开(ON) 电源开关后, 操作盘上什么也不显示时, 请关闭(OFF) 电源开关, 然后确 认电源电压和电源规格。
章 产品安装:: 符号之处为安全注意点,必须注意并严格遵守,以免造成不必要的损害。
图2-1 操作面板外观界面图2-2 操作面板液晶显示屏图示图标 描述 索引图标 自由缝 ○ 8 8 8 8 8 8 8 8多段缝 ○ W 缝 ○ 中间停针下停针 ○ 中间停针上停针 ○ 自动剪线功能 ○中间停针抬压脚 ○剪线后抬压脚 ○抬压脚 ○ A B C D 夹线功能○操作面板各按键功能说明名称 参数进入 12345678910111213141617181920键,选择自由缝模式。
键,液晶屏剪线图标键键,液晶屏参数设定中,参数值递增键。
参数设定中,参数值递减键。
参数设定中,向左选择参数范围。
再长按该键,触发指示灯熄灭,触发功能关闭)参数设定中,向右选择参数范围。
长按3秒恢复出厂设置。
15after one minute before opening the control box.The symbol in this manual means Safety Precautions, please pay attention to itand strictly follow it, to avoid any unnecessary damage.:or needle insertion direction is correct!2/7 :use!2 Operation Panel InstructionsFig.2-1 Operation Panel Index mark Description Index Icon DescriptionIndexIcon con Desc ion Index① Free sewing○ ② Multi-section constant-stitch sewing○③ W bar tacking sewing ○④ Down needle Position ○ ⑤ Up needle Position ○ ⑥ Automatic trimming ○⑦Foot lifting at seam End○⑧Foot lifting after trimming ○⑨Presser foot lifting ○ ⑩Thread clamp○key, the thread clamp function turns off.2, Long pressKey, Select 1, Short presskey, the free sewing mode is selected.2, Long press key, Then long press1, Short press key, the icon 2, Long presskey, the icon function turns on.Parameter value increment key.Parameter value decrement key. Parameters selection toward to left key. ( In constant-stitch sewing mode, long press thiskey, One-shot-sewing can be turned on or turned off. )Prameters selection toward to right key.Long press button for The stitch counter reaches the limit. Press key to cancel the alarm andThe trimming counter reaches the limit. Press key to cancel the alarm andPlease wait for 30 seconds, then turn on the power switch 7/7Fig. 4-1 pedal movement of each position parameter45559G 系列 5559G 5559G Series 零件手册 Parts Parts Manual1送料分组件送料分组件/Feed /Feed /Feed Mechanism MechanismComponents 序号NO.公司件号 Part NO.名称 PartName 零件描述 Description 数量 Number4. 压料分组件压料分组件/Presser /Presser /Presser Bar Bar Components11405015倒送料连杆Reverse feed connecting rod 111426021倒送料连杆销Connecting rod pin 1序号NO.公司件号 Part NO.名称 PartName 零件描述 Description 数量 Number101S11005螺钉 SM9/64"x40 L=6Screw SM9/64"x40 L=6610101053送料调节器Feed regulator 11101S11010压脚扳手螺钉SM9/64"x40 L=11Screw SM9/64"x40 L=11111403043送料调节器轴套Feed regulator bushing 1210128002压脚扳手螺钉垫圈Washer 1101S11023送料调节器轴端螺钉SM3/16"x28 L=6.5Screw SM3/16"x28 L=6.51313811029压脚扳手Hand lifter 113826005标盘螺柱Feed regulator stud 14O01004O型圈Rubber ring 110122016送料调节螺钉O形圈Rubber ring 151381000200压脚扳手凸轮分部件Hand lifter cam asm.16101S20001前杠杆螺纹销Screw 2710128015螺纹销橡胶垫圈Washer281381203000抬压脚前杠杆分部件Lift front lever component 1机壳、、外装分组件外装分组件/Machine /Machine /Machine Frame Frame & Miscellaneous Miscellaneous Cover Cover Components上轴挑线分组件上轴挑线分组件/Main /Main /Main Shaft Shaft & Thread Thread Take Take--up up Components910112013抬压脚拉杆Knee lifter pull rod 110H05003GB/T896-1986挡圈 5Snap ring 2公司件号 Part NO.名称 PartName 零件描述 Description 数量 Number公司件号 Part NO.名称 PartName 零件描述 Description 数量 Number1110112010压脚升降板Lifting plate 11211329020挡圈 5Snap ring5101S11001后窗板螺钉SM3/16"×28 L=9Screw SM3/16"×28 L=912226001挑线连杆销Thread take-up connecting rod pin 113101S20004抬压脚拉杆螺钉SM3/16"x32Hinge Screw SM3/16"x321101S15001螺钉SM15x64"x28 L=15Screw SM15x64"x28 L=151141*********抬压脚前杠杆组件Knee lifter lever asm 112205001挑线连杆 Needle bar crank rod 115101S20003后杠杆轴位螺钉SM15/64"x28Hinge screw SM15/64"x2811223800100挑线杆分组件Thread take-up lever asm.116128S20003抬压脚顶杆轴位螺钉SM11/64"×40Hinge Screw SM11/64"×4011220400200挑线曲柄Thread take-up crank 11712812033抬压脚后杠杆Knee lifter back lever 112205002针杆连杆组件Needle bar cradle rod 118112S16008曲柄短螺母SM11/64"×40Nut SM11/64"×401101S17001挑线曲柄螺钉 SM9/64"x40 L=6Screw SM9/64"x40 L=611912812032抬压脚顶杆Knee lifter connecting rod 1101S15004针杆曲柄紧固螺钉 SM9/32"x28 L=16Screw SM9/32"x28 L=1612011212009松线导管上支架Wire release bracket upper 1101S11003针杆曲柄定位螺钉SM9/32"x28 L=16Screw SM9/32"x28 L=1612111212008松线导管压板Wire release press plate112804001针杆曲柄Needle bar crank 1Screw SM3/16"×28 L=7101S15002送料轴挡圈螺钉SM1/4"x40 L=6Screw SM1/4"x40 L=62B10003轴承beating112203001上轴前套Main shaft front bushing 1S10009螺钉Screw212803005主轴中轴套Main shaft bushing mid 110108001上轴挡圈Main shaft thrust collar 1101S14001上轴中套挡圈螺钉Screw 1H03002挡圈20Snap ring 201400092送料偏心轮Feed eccentric cam 110112017送料偏心轮盖板Cover plate1101S11013送料偏心轮螺钉 SM1/4"x40 L=13Screw SM1/4"x40 L=132113S11003护针片螺钉 SM9/64"x40 L=5Screw SM9/64"x40 L=5213803002上轴后轴套main shaft bushing back 110122105上轴后套挡油油封Oil seal 168Lifter Lifter Components Components名称 PartName零件描述 Description 销子Pin开口销 GB/T91 2×14Cotter pin 电磁铁接头Solenoid connector 法兰螺母M8Flange nuts M8电磁铁组件Solenoid asm.后窗板螺钉SM3/16"×28 L=9screw SM3/16"×28 L=9膝抬压脚分组件/Oil /Oil Ceservoir,Knee Ceservoir,Knee Lifter Lifter Components公司件号 Part NO.名称 PartName 零件描述 Description 油盘座垫Oil reservoir rubber cushion 油盘Oil reservori 抬压脚顶杆Knee lifter push rod 油盘垫Oil Reservoir gasket O形圈Rubber ring切刀专用部件切刀专用部件 Knife Knife Components排油孔螺钉SM5/16"×24 L=7Screw SM5/16"×24 L=7油盘磁铁Oil reservoir magnet 序号NO.公司件号 Part NO.名称 PartName 零件描述 Description 数量 Number油盘支架Oil reservoir rubber cushion 抬压脚双向曲柄Knee lifter crank 润滑组件润滑组件/Oil /Oil /Oil Lublication Lublication Components112726001切刀凸轮销Pin 1双向曲柄扭簧Knee lifter spring 212710002切刀凸轮Knife cam1GB/T896-1986挡圈10Snap ring 10公司件号 Part NO.名称 PartName 零件描述 Description 312705003切刀连杆Kinfe connecting rod 1抬压脚轴Knee lifter shaft 41272400100切刀连杆轴承Knife connecting rod bearing 1双向曲柄限位调节螺钉M6 L=30Screw M6 L=30 11211004油窗Oil sight window 512812005切刀凸轮盖板Cover plate1双向曲柄限位调节螺母 M6 L=4Nut M6 L=4 10122019油窗O形圈Rubber ring 612809001切刀滑块导轨Slide bolck guide rail 1双向曲柄螺钉M6 L=26Screw M6 L=2614121001上轴供油管Main shaft oil tube 7101S11008滑块导轨螺钉 SM11/64"X40 L=8 Screw SM11/64"X40 L=82导屑滑板支架Wood material chute holder 112S30005油泵连接螺柱Oil pump connecting stud 812809002切刀滑块Slide bolck1导屑滑板支架木螺钉M4x16Wood screwM4x1611329010开口挡圈10Snap ring 10912804002切刀轴连接柱Knife driving stud connection asm 1GB/T9074.6-1988 导屑板滑板螺钉Screw 10121001下轴供油管Hook driving shaft oil tube 10209S11009止摆扎头螺钉 SM9/64"x40 L=9.5 Screw SM9/64"x40 L=9.51GB/T6170-1986螺母M4(镀锌)Nut M410112020油泵安装板Oil pump installing base 1112802006切刀轴(DLC)Knife shaft 1导屑滑板Wood material chate 弹垫Spring washer1212803001切刀轴村套Bushing1导屑连接滑板螺钉 M4x8 Screw M4x8209S12001压脚螺钉SM11/64"×40 L=10.5Screw SM11/64"×40 L=10.51312804003切刀离合支架Knife driving rod clutch bracket 1导屑连接滑板Waste material cute10103022油泵体衬套Oil pump bushing 1412811001切刀离合销旋钮Knob 1101S30007柱塞螺钉Plunger Screw 15201S16003N03螺母Nut 110127013柱塞簧Plunger spring 1612801002切刀离合销盖Cap 110122018回油柱塞Plunger )10120001油泵体Oil pump 油泵螺钉Screw10111003油泵叶轮Oil pump impeller Bobbin Bobbin Components Components10112021油泵叶轮托板Oil pump impeller cover 10111007油泵盖Lubricating oil pump cover 公司件号 Part NO.名称 PartName 零件描述 Description 101S30006螺钉Screw1012000100油泵分部件Lubricating oil pump component 绕线器组件Bobbin winder asm.116S30003抬牙叉固定螺钉SM15/64"×28 L=14.5Screw SM15/64"×28 L=14.5螺钉M4x6Screw M4x610136001供油管接头Rubber joint 垫圈4 WasherGB/T93-1987弹垫M6Spring Washer M6压线控制板Thread press control plate 绕线衬垫Winding pad 绕线器装置主座Bobbin winder bed 开口挡圈5 Snap ring 复位板拉簧Spring调节板Regulating plate 绕线凸轮Bobbin winder cam 螺钉Screw绕线器连杆组件Bobbin winder connecting rod 满线复位簧spring 弹簧Spring 开口挡圈4 Snap ring绕线器主轴Bobbin winder mian shaft 绕线凸轮轴Bobbin winder cam shaft 绕线轮螺钉Screw绕线轮Bobbin winder wheel O型圈Ring 密封垫Washer螺钉SM3/16"×28 L=10 Screw SM3/16"×28 L=10底线夹线器Bobbin thread tension asm.线架组件/Machine /Machine Head Head Accessories(1)Accessories(1)--Thread Thread Stand Stand Components Components 夹线螺母Thread tension nut 小夹线弹簧Spring公司件号 Part NO.名称 PartName 零件描述 Description 夹线板Thread tension disk 夹线过线板Thread tension guide plate 线架杆顶防护橡皮Spool rest rod rubber cap 十字槽凹穴六角头螺栓 M5 L=16 Screw M5 L=16 垫圈M5Washer M5螺母M5Nut M5上线架过线杆 Spool rest arm upper 13(1)过线圈(内)Thread guide ring 过线圈(外) Thread guide ring 线架杆上节Spool rest rod upper 线架杆接头 Spool rest rod joint 线架杆下节Spool rest rod lower 橡胶垫圈Spool rest rod rubber ring 垫圈M16Washer M16螺母 M16Spool rest rod nut M16十字槽凹穴六角头螺栓 M5Spool rest arm lower screw M5螺母 M5Nut M5弹簧垫圈 M5Spring washer M5下线架过线杆 Spool rest arm lower 线盘 Spool rest线盘垫 Spool rest cushion 线盘钉Spool pin 线团防松垫Spool retainer 自动倒送料开关组件自动倒送料开关组件/Automatic /Automatic /Automatic Reverse Reverse Feed Feed Components线架组件Thread stand asm.公司件号 Part NO.名称 PartName 零件描述 Description 数量 Number101S11004挑线杆护罩螺钉SM3/16"×28 L=7Screw SM3/16"×28 L=711283003900双开关组件Auto reverse feed switch asm 1116S30003抬牙叉固定螺钉SM15/64"×28 L=14.5Screw SM15/64"×28 L=14.52GB/T93-1987弹垫M6Spring washer M62(1)/Machine (1)/Machine Head Head Accessories(2)11628005抬牙叉固定螺钉垫圈Washer21383003400自动倒送料电磁铁Auto reverse feed solenoid 1公司件号 Part NO.名称 PartName 零件描述 Description 13826004销子Snap ring 1开口销 GB/T91 2×14Cotter pin 1机头连接钩部件 Hinge component11322040橡胶垫片Washer 1机头连接钩座 Head connecting rubber cushion 11328031垫片Snap ring 1机针(14#)Needle GB/T896-1986开口挡圈Plunger spring1机头连接钩座钉 Nail 11227006自动倒送料连杆顶弹簧Auto reverse feed connecting rod 1梭心 Bobbin13812034自动倒送料连杆Hinge Screw SM11/64"×401机头支柱 Machine head rest pin 112S20002曲柄短螺钉SM11/64"×40Nut SM1/4"×281螺丝刀(大)Screw driver,large 112S16007曲柄长螺母SM1/4"x28Auto reverse feed crank 1螺丝刀(中) Screw driver,medium 11204003自动倒送料曲柄Nut SM11/64"×401螺丝刀(小) Screw driver,small 2018.12112S16008曲柄短螺母SM11/64"×40Hinge Screw SM1/4"×281油箱部件 Oiler component You will be not informed if the file has been revised.Please set sample as standard.112S20001曲柄长螺钉 SM1/4"×28Auto reverse feed pull shaft 1防尘罩 Dust cover 11212029自动倒送料拉杆Auto reverse feed pull shaft 1螺钉Screw14029003轴用弹性挡圈7(厚0.8mm)Snap ring 71针板盖Needle plate cover 11211005尼龙扎带Cable band1压板弹簧Spring。
二、FA2-1型缝纫机的特点该缝纫机分为五斗式枱板缝纫机及一头藏式枱板缝纫机(见图2、3、4)。
全台缝纫机习惯分为机头、枱板、机架三大部件。
该型缝纫机系集中集中家用缝纫机之优点及老小四四特点而制造的。
其具有以下特点:(1)装有正车器(倒轮闸),无论怎样踏动机器,上轮只能正转,不能倒转,如果踏错了,上轮要倒转时,正车器马上把机器停住,避免了断线、夹线、断针等现象(图1 )。
安装时使正车器胶皮对正下带轮的皮带槽,然后将内外螺母锁紧(先别锁死),调整丝杆倾斜角度,至下带轮不能倒转时将内外螺母锁死(垫圈加在边角外面螺母的下方,避免漆皮划坏)。
(2)带抗压子(靠脚)而且还能将机头卧入斗内(能箱下),即能装在各种藏式枱板上,除操作方便外,并能防止磕碰、防尘、便于保管。
(3)能吃厚,缝厚保24层,可达32层白市布,并可缝棉活、鞋帮、呢绒、布、绸缎、能卷边、绣花。
不但适用于三北(东北、西北、华北)寒冷地区缝制厚棉活,而且还能缝制薄活,不断线,不跳线,针迹均匀整齐。
(4)为使送活力大,保证吃厚,将一般家用缝纫机的滑块送布机构、小送布牙、小压脚,改为连杆送布机构、双牙子、大压脚,使送布机构使用耐久,力量大,以缝制厚活之用。
(5)一般家用缝纫机下带轮小,缝纫速度慢,而改性缝纫机,下带轮加大,运转速度快,以适应服装行业之需要。
(6)短针杆加上套筒(闷挺)使用耐久:(7)长针杆无上套筒的缝纫机,针杆直接与车壳摩擦,缝纫机的使用寿命降低,为克服此缺点,该型缝纫机采用了短针杆加上套筒,针杆直接与上套筒摩擦,磨损后可调换上套筒,延长车壳的使用寿命,保证缝纫机经久耐用。
(8)采用活梭床便于清理和装卸:(9)使梭床内经常清洁,运转灵活,保证良好的缝纫性能,就要经常擦拭梭床内部,装卸摆梭,死梭床尤为不便;而活梭床只要搬动压圈扳手,就可将摆梭取出,擦拭内部,节省时间便于维护。
(10)可以倒顺走针,以便往返重复缝纫。
(11)装有自动绕线器,绕线灵活、耐用。

为使您正确使用本机,须对本机的各种功能充分了解,以便安全操作。
使用前请仔细阅读使用说明书口我们希望您能长期愉快地使用本机,请保存好说明书,以备查阅。
特别注意事项iii操作前注意事项 (1)一、机器的安装 (1)二、机器的润滑 (2)三、旋梭油量调节 (2)四、机针的安装 (3)五、梭芯的安装 (3)六、面线的穿法 (4)七、针距的调节 (4)八、缝线张力 (5)九、挑线簧的调节 (5)十、压脚扳手………………………………………………………………6十一、压脚压力的调节……………………………………………………6十二、送料相位的调节……………………………………………………6十三、送料牙的高度………………………………………………………7十四、机针与旋梭的关系…………………………………………………7十五、压脚高度的调节……………………………………………………8十六、挑线杆挑线量的调节………………………………………………8十七、皮带罩和绕线器的安装……………………………………………9十八、膝提高度的调节……………………………………………………9十九、主要技术规格……………………………………………………101.油盘安装1)油盘应放置在台板凹槽四角。
2)将两只机头座垫①安装在油盘③的A 边(朝操作者一边),将两只油盘支座②安装在油盘③的B 边(用机头连接钩接合一边),然后放上油盘①(图1、图2)3)将机头连接钩①插入底板销孔内,与台板的机头连接钩座②相嵌合再把机头放到油盘四只角的座垫上。
(图3、图4)注意:包装箱内安装在油盘四角上的橡胶垫不作其它用途,只用于包装。
一、机器的安装操作前注意事项。
缝纫机电控操作说明缝纫机电控操作说明一、引言本文档旨在提供缝纫机电控操作的详细说明,帮助用户正确使用缝纫机电控设备。
请在使用前仔细阅读本操作说明并按照说明进行操作。
二、安装与基本操作1.安装请确保缝纫机电控设备放置在平稳的工作台面上,插头正确插入电源插座容器中。
注意接地安全,确保设备的稳定和可靠性。
2.开机与关机按下电源按钮,缝纫机电控设备即可开机。
关机时,长按电源按钮直至设备完全关闭。
3.操作控制面板设备的控制面板上有多个按键和显示屏,按照需求操作相关按键即可实现相应的功能。
待机状态时请勿乱按任何按键。
三、缝纫机控制功能1.针脚控制针脚控制功能提供缝纫机的针脚调节。
按下相应的针脚按钮,可以选择合适的针脚大小。
2.缝线控制缝线控制功能提供缝纫机的缝线调节。
按下相应的缝线按钮,可以选择合适的缝线类型和张力。
3.缝纫速度控制缝纫机电控设备提供缝纫速度调节功能。
通过控制面板上的调速按钮,可以选择合适的缝纫速度。
四、维护与保养1.清洁每次使用后,请将缝纫机电控设备清洁干净。
使用软布擦拭外壳,并注意清理针脚等部件上的纱线残留。
2.润滑根据设备的维护手册,定期为缝纫机电控设备的关键部位添加适量的润滑油,确保设备的正常运转。
3.存储长期不使用缝纫机电控设备时,请将其存放在干燥、通风的地方,并避免阳光直射。
五、附件本文档涉及的附件包括:维护手册、使用说明书、电源线等。
如需获取相关附件,请联系设备供应商或生产厂家。
六、法律名词及注释1.《著作权法》:我国法律中关于保护著作权的法律法规。
2.《产品质量法》:我国法律中关于保护消费者权益、维护产品质量的法律法规。
缝纫机按键操作方法缝纫机按键操作方法缝纫机是一种用来缝制衣物或其他织物的机械装置,操作缝纫机需要掌握一定的技巧和方法。
下面我将详细介绍缝纫机的按键操作方法。
1. 电源开关:缝纫机上通常有一个电源开关,用于控制缝纫机的电源。
需要使用缝纫机时,首先将电源开关打开。
2. 脚踏器:脚踏器是用来控制缝纫机的启停和速度的设备。
脚踏器通常与缝纫机相连,并放置在脚下。
脚踏器有时候也被称为踏板。
脚踏器的操作方法是用脚踩踏板来控制缝纫机的启停和运行速度。
踏板向下踩是启动缝纫机,松开踏板是停止缝纫机。
3. 线程调节按键:缝纫机上有一个或多个线程调节按键,用于调节线程的强弱和宽度。
根据不同的缝纫需求,可以通过调节线程调节按键来改变线程的张力和宽度。
4. 针眼位置调节按键:针眼位置调节按键可以调整针脚在织物上的位置。
通过调节这个按键可以改变所缝制的线迹的位置,从而满足不同的缝制要求。
5. 针脚调节按键:针脚调节按键用于调节缝纫机的针脚长度。
根据不同的缝纫要求,可以通过调节针脚调节按键来改变针脚的长度。
6. 倒车按键:倒车按键用于控制缝纫机的倒车功能。
倒车功能可以让缝纫机在缝制过程中逆向运行,从而实现线迹的固定和加强。
7. 针线切断按键:针线切断按键用于切断缝纫机上的线头。
当需要停止缝制或更换线头时,可以使用针线切断按键来切断线头。
8. 灯光开关:缝纫机上通常有一个灯光开关,用于控制缝纫机上的灯光。
打开灯光开关可以照亮缝纫区域,方便操作。
9. 变速开关:变速开关用于调节缝纫机的速度。
根据不同的缝纫要求,可以通过调节变速开关来改变缝纫机的运行速度。
10. 声音控制开关:声音控制开关用于控制缝纫机的声音大小。
可以通过调节声音控制开关来改变缝纫机的声音大小。
以上是缝纫机的按键操作方法。
根据不同的缝纫需求,需要掌握和灵活运用这些按键。
同时,为了保证缝纫机的正常使用和延长使用寿命,还应该按照使用说明进行正确操作和维护。
亲爱的客户:您好!当你看到这个文件的时候,我知道你在缝纫机的使用上遇到了难题,不要着急哈,缝纫机技术含量稍微多些,下面我列出来缝纫机的面线穿线方法和底线上线的方法和开机前布和线放的位置图亲,你一一对照着做这一段话非常实用,帮助很多买家解决了问题:开机前是不是先手动走几步了,穿线的时候是不是每个孔都穿过去了,面线每一步穿好用手拉是否顺畅,面线经过松紧调节钮那个地方的时候是不是放在2个铁片中间了,装针的时候是平面背对着人,另外一个方面是针孔哪里的穿线是不是穿反了,还有一个就是底线轴是不是顺时针的方向放进去的,还有一个就是顶针螺丝的方向是不是反了,换好一点针和好一点线试试机子,换适合这种布料的针试试,厚的地方用手转动手轮过去,薄的地方电动走过去,面线可以换金属线轴当面线试试。
很关键的一个问题,就是穿线,下面先看看背面的穿线穿线的步骤从第一部起,线轴上面的盖子最好不要盖盖的话很容易导致线轴比较紧,线轴太紧不容易活动很容易把线扯断,第二个箭头那里,线经过的时候要拉一下看看线紧不紧,如果太紧的话也是容易断线的,要放上去很顺畅才可以,再看看正面的穿线步骤:注意:穿这个线时要注意线一定要夹在红色箭头所示的两个铁片中间。
每一步的每一个孔都要传过去的,另外,压脚螺丝的放法也要注意哦,和图片上一样的放法或者把螺丝反过来试试,就是下面的铁片在上面,上面的铁片在下面。
接下来,就是开机前的三个步聚图,亲们要好好对照一下,线和针和布的位置哦!第一步就是详细的介绍怎么带底线亲首先要打开梭芯盖板,然后把绕有线的梭芯放进去,这时候要注意把一根线头露在外面,接着把上线穿好,左手拿住上线的线头,右手转动手轮,这样就能很轻松地把底线带上来了哦另外下面我列出常见的几种问题的解决方法:1.开机没有反应A:首先转动一下手轮看看会不会动,如果不会动,就是卡线了或者底盘卡住了,把线全部拿下,重新穿线就好了了,或者把线轴和托盘拿出来重新装好,线轴要顺时针放进去;B: 如果会动,就考虑是皮带掉了,皮带掉了不要着急,你一手扶着机子,一手活动着把手轮卸下来,如果活动着卸不下来,可以用一个硬的物体撬一下手轮,皮带是黑色的,然后把皮带装好,在把手轮复位哦,如果皮带装不上,可能是装皮带下面那个小轮子也掉了,先把下面的小轮子弄好,然后把上面的皮带装好,在把手轮复位哦,C手轮转动机子可以走,如果皮带没有掉,就找几个电池试试,装上电池如果可以动了,就是变压器坏了,换个变压器即可。
缝纫机电控操作说明在当今的服装制作和纺织行业中,缝纫机的作用举足轻重。
而缝纫机的电控系统则是其高效、精准运行的关键所在。
为了让您能够熟练且安全地操作缝纫机电控系统,以下将为您详细介绍其操作方法和注意事项。
一、缝纫机的基本组成和电控系统的作用缝纫机通常由机头、机座、传动和附件四部分组成。
而电控系统主要负责控制缝纫机的速度、线迹类型、针距以及各种特殊功能的实现。
二、操作前的准备1、检查电源在接通缝纫机电源之前,请确保电源插座电压稳定,符合缝纫机的工作要求。
同时,检查电源线是否有破损、老化等情况,以确保用电安全。
2、安装机针根据您所需缝制的布料厚度和材质,选择合适型号的机针,并正确安装到缝纫机上。
注意机针的安装方向,确保针尖锋利且无弯曲。
3、穿线按照缝纫机上的穿线指示,将缝纫线依次穿过各个导线部件,直至从机针的针孔穿出。
确保线的张力适中,过紧或过松都会影响缝制效果。
4、放置布料将待缝制的布料平整地放置在缝纫机的压脚下,调整压脚的压力,使其能够稳固地压住布料,但又不会压得过紧导致布料变形。
三、电控系统的操作界面和功能按钮1、电源开关通常位于缝纫机的侧面或前面,用于开启和关闭缝纫机的电源。
2、速度调节按钮通过加减按钮或旋钮来调整缝纫机的运行速度。
在刚开始操作时,建议选择较慢的速度,熟练后再逐渐提高。
3、线迹选择按钮可根据需要选择不同的线迹类型,如直线缝、锁边缝、曲折缝等。
4、针距调节按钮用于改变针与针之间的距离,以适应不同的缝制需求。
5、倒缝按钮按下此按钮,缝纫机可以进行倒缝操作,增强线迹的牢固度。
四、具体操作步骤1、开启电源按下电源开关,缝纫机的指示灯亮起,表明电控系统已通电。
2、选择线迹和针距根据缝制任务,通过相应的按钮选择合适的线迹和针距。
3、调节速度慢慢旋转速度调节旋钮或按下加减按钮,将速度调整到适合自己操作的水平。
4、开始缝制用脚轻轻踩下缝纫机的踏板,缝纫机开始运行。
在缝制过程中,要保持双手稳定地控制布料的移动方向,确保线迹整齐均匀。
第1篇一、准备工作1. 检查机器状态:确保缝纫机各部件完好无损,电源线、插座等设备无损坏,电源开关处于关闭状态。
2. 清洁机器:将缝纫机各部位擦拭干净,确保无油污、灰尘等杂物。
3. 检查油孔:检查缝纫机各油孔是否通畅,如有堵塞,可用细铁丝清理。
4. 润滑:根据润滑要求,为缝纫机添加适量的润滑油,确保机器运行顺畅。
5. 调整压脚:调整压脚的高度,使其与缝料保持适当距离,以便顺利送料。
6. 检查针杆:检查针杆是否牢固,如有松动,请拧紧。
7. 检查针码:检查针码是否与缝纫机型号相匹配,如有不符,请更换。
二、操作步骤1. 打开电源开关:按下电源开关,确保缝纫机正常启动。
2. 穿线:按照以下顺序穿线:a. 抬起压脚,将线从线轴上穿过,绕过压线盘。
b. 将线穿过挑线簧,继续绕过调线杆。
c. 将线从里向外穿过针眼,留出15cm线头。
d. 将线头整理到压脚下,确保每步有效。
3. 安装梭心:将梭心放入梭壳,调整梭心位置,确保底线经过梭壳钢片下的缝隙。
4. 绕底线:将底线绕过梭心,留出15cm线头,确保梭心方向正确。
5. 控制速度:根据缝纫需求,调整缝纫速度,注意不要过快,以免发生意外。
6. 送料、接料:左手握住缝料,右手操作脚踏板,控制缝纫机送料、接料。
7. 拐弯操作:在拐弯处,适当降低速度,确保缝纫效果。
8. 绕底线:在缝纫过程中,注意观察底线是否平整,如有不平,可适当调整梭心位置。
9. 收针、倒针:在缝纫结束时,将线头从压脚下穿过,拉紧线头,完成收针、倒针操作。
三、注意事项1. 操作过程中,请勿将手、脚等部位伸入缝纫机内部,以免发生意外。
2. 操作时,请注意观察缝纫效果,如发现异常,请立即停机检查。
3. 遇到故障,请及时关闭电源,并告知机修工进行处理,严禁私自拆卸机器。
4. 操作完毕后,请关闭电源,整理缝纫机各部件,确保机器清洁、整齐。
5. 定期对缝纫机进行维护保养,延长机器使用寿命。
四、安全操作1. 操作人员应熟悉本规程,严格遵守操作规范。