拉丝机卷筒机构设计
- 格式:doc
- 大小:2.34 MB
- 文档页数:43
.无圆周相对滑动拉丝卷筒结构的设计作者:艾生卉吴锦明冯隽应小东钱康乐来源:《上海有色金属》2014年第02期作者简介:艾生卉(1969-), 男,工程师,主要从事立体停车设备设计研发制造,以及钢铁、有色金属加工等的研究工作.摘要:分析了现有拉丝卷筒产生相对滑动的原因,认为是卷筒过度圆弧面导致圆周相对滑动,而圆周相对滑动是造成金属线材表面划伤、斑纹等缺陷的主要原因.设计了无圆周相对滑动的拉丝卷筒结构,取消了卷筒过度圆弧面,用推升滑轮实现卷筒上的线材上移.改进后的拉丝卷筒可以消除圆周相对滑动,减少了因相对滑动给线材表面带来的缺陷.关键词:拉丝卷筒; 相对滑动; 线材表面缺陷; 改进设计中图分类号: TG 356.4+7文献标志码: BDesign of the Drawing Drum for No Circumference Relative SlidingAI Sheng hui1, WU Jin ming2, FENG Jun1,YING Xiao dong1, QIAN kang le1(1.Zhejiang Yue Gong Machinery Co.,Ltd., Shaoxing 312071, China;2.Shaoxing Bada Copper Co.,Ltd.,Shaoxing 312025, China)Abstract: Analysis of the drawing reel demonstrates that the excessive arc surface produced circumference relative sliding, which is the main cause of surface defects of metal wire. Therefore, a drawing drum without circumference relative sliding was designed. The use of excessive arc surface was discontinued and the wire was driven up by means of the pulley. The improved structure can eliminate the circumference relative sliding, thus reducing the surface defects of the metal wire.Key words: drawing drum; relative sliding; surface defects of metal wire; improved design0 前言拉丝机是各类金属线材拉制的主要设备,拉丝卷筒是拉丝机的主要部件.目前常规的拉丝卷筒拉拔时,线材与卷筒存在相对滑动,较严重的相对滑动会对线材表面产生划伤、斑纹等缺陷,特别是拉拔硬度相对较低的铜、铝等有色金属线材时更为严重.文献[1]对消除拉丝卷筒相对滑动提出一种解决方案,但结构复杂,且工作面不连续.本文分析了现有拉丝卷筒产生相对滑动的原因,并针对性地改进了拉丝卷筒的结构.1相对滑动产生的原因常规的拉丝卷筒结构如图1所示.其工作面由圆柱面和过度圆弧面R等组成.图2是线材卷绕在拉丝卷筒上的示意图.根据图2分析相对滑动产生的原因,分析如下:卷筒以不变的速度旋转,线材先在圆柱面上积累(称之为积线),线材与卷筒接触摩擦阻力为线材提供了所需的拉拔力,也使其维持在进入卷筒时的位置上.随着线材连续不断卷绕到卷筒上,最后向圆弧面上缠绕排列,每圈的直径逐步变大,进线速度增加,此时造成进、出线材速度存在差距.在拉拔力的作用下,卷筒圆弧面上的线材在其接触点产生向上和向卷筒轴线方向的分力.当向上分力克服积线在卷筒上的摩擦力时,积线会沿圆弧面和圆柱面向上滑动,为后续进线腾出空间,即为轴向相对滑动,圆弧面上的线材会收小圈径直至进入圆柱面.此时通过线材在圆弧面上的圆周相对滑动,以消除圆柱面和圆弧面上线材的圈径差.相对滑动可以维持在稳定的状态,有时受润滑、卷筒表面粗糙度和拉拔力变化的影响,积线会发生突然滑动现象,圆弧面上的积线圈径短时间内向卷筒圆柱面收缩,进线瞬间停止,直至恢复受力平衡.此时卷筒上主要发生圆周相对滑动,并造成摩擦和拉拔力瞬间大幅度变化.经长期观察分析,此种现象是造成线材表面划伤、斑纹的主要原因,也会对机械装置受力产生负面影响.对于要求不高的场合,相对滑动造成的负面影响可以忽略不计,但对于要求较高的场合,特别是要求有稳定的拉拔状态或成品阶段的拉拔,消除圆周相对滑动是需要主要关注的问题.图1常规拉丝卷筒图Fig.1Conventional drawing drum上海有色金属第35卷第2期艾生卉,等:无圆周相对滑动拉丝卷筒结构的设计2卷筒的改进设计图3是改进设计的无圆周相对滑动卷筒示意图.该装置由圆柱形卷筒和6~8只推升滑轮(下图2线材卷绕在卷筒上示意图Fig.2Diagram of wrie wound on the drum称滑轮)组成.滑轮数量依据卷筒的直径选择,较小直径时取6只,较大直径时取8只或更多.滑轮沿圆柱形卷筒表面均匀分布,每只滑轮与圆柱形卷筒表面留有0.3~1.0 mm的间隙.图3无圆周相对滑动卷筒图Fig.3Drawing reel without circumferencerelative sliding图3中以标引线的滑轮为起始,以起始滑轮的高度为标准,其余滑轮的安装高度沿卷筒旋转方向均匀提升,确保最后和起始两滑轮的安装高度差与拉拔线材直径一致.其工作原理如下:以直径d=3 mm的线材、6只滑轮均匀分布为例,当卷筒逆时针旋转时,线材沿卷筒表面进入起始滑轮位置,依次进入到第二只滑轮,此时线材沿着卷筒轴线方向推升0.6 mm.当线材依次到达第6只滑轮时,线材已被推升3 mm,为进线留出了空间.随着卷筒持续旋转,进线被不断卷绕到卷筒,并不断被推升,在卷筒上积累,最后经出线离开卷筒,形成循环.本设计取消了原有卷筒的圆弧面结构,因此线材始终在圆柱面上卷绕积线,每圈直径相同,所以不存在圆周相对滑动.目前卷筒工作面一般都进行喷涂或堆焊高硬度材料,圆柱面的粗糙度可以控制在较高的水平;但受到加工条件的限制,圆弧面的粗糙度控制要低许多,本设计取消了圆弧面,因此更利于卷筒加工.在滑轮推升积线过程中,每圈线材的轴心线会与卷筒的轴心线产生角度α的偏差.计算公式如下:tanα=d/D.式中:d为线材直径,D为卷筒直径,因此卷筒实际加工中要有一定锥度,其角度值为2α,圆锥台高度不宜超过5倍的线材直径.3讨论分析了有色和黑色金属拉拔情况,只要相对滑动较大的情况下,就会有表面斑纹和划伤的出现,且主要出现在卷筒过渡圆弧区,并在线材表面上形成相应的斑纹和划伤.因此认为,斑纹和划伤主要是卷筒过渡圆弧面上圆周相对滑动所致.本文探讨的拉丝卷筒,其推升积线的滑轮,由于远小于卷筒直径,拉拔速度会受到滑轮配用的轴承限制,一般线速度不宜超过400 m/min.需要更高速度拉拔时,建议改用磁悬浮轴承[2-3],其具有极限转速高、摩擦损耗小、使用寿命长和精度高等优点,已逐步在机电行业得到推广应用.拉拔过程产生大量的热量,较高的温度会增大滑动阻力,易产生斑纹和划伤,文献[4]提供了一种解决冷却效果的方法.本文设计的拉拔卷筒,仍存在轴向相对滑动,要注意考虑冷却效果.4结论本文设计的无圆周相对滑动的卷筒,取消了原有卷筒的圆弧面结构,用推升滑轮完成了积线的上移.因此,拉拔过程不存在线材圆周相对滑动,比较适合硬度较低的有色金属线材拉拔,可以明显减少线材表面的缺陷,且拉拔过程更为稳定.使用表明,可以消除圆周相对滑动,并使拉丝过程始终处于平稳状态,减轻了线材表面的缺陷,取得了较佳的效果.参考文献:[1]严国语.水箱拉丝机改造[J].金属制品,2012,38(1):34-36.[2]张钢,白华.磁悬浮支撑技术在机床中的应用[J].新技术新产品,2005(8):15-20.[3]汤双清, 胡欢.磁悬浮轴承的应用现状与展望[J].机床与润滑,2009,37(12):209-211. [4]陈炜.提高直进式拉丝机卷筒冷却效果的方法[J].金属制品,2006,32(5):34.。

第2章 总体结构设计
2.1提出问题
LH9/900拉丝机共有9个卷筒,钢丝要经过9次拉拔,每一次的拉拔力矩和拉拔速度均有差异。
进丝后的第一个卷筒的拉拔速度最慢,而拉拔力矩最大,为减少设计工作量,只取第一个卷筒进行强度设计,其余卷筒只是相应的蜗轮蜗杆传动副传动比发生变化,其余尺寸均可保持不变。
设计LH9/900拉丝机卷筒机构,进丝速度v=0.56m/s ,最大拉丝转矩T=m KN ⋅71,拉丝机卷筒直径定为D=900mm 。
由 60
1000⨯=D n v π 拉丝转速 min 12900
60100056.0601000r D v n ≈⨯⨯⨯=⨯=ππ 2.2传动路线设计
传动共用两级传动,先采用一级带传动,把电机的转矩传给工作机,再经过一级蜗杆蜗轮传动,实现大传动比的减速。
蜗轮带动主轴转动,再将转矩传给卷筒实现卷丝,如图1-1。
图2-1传动路线示意图
2.3结构布局设计
为了让蜗杆有足够的润滑,蜗杆轴水平安装在下箱体,润滑油淹至蜗杆下部1/3处,蜗轮水平布置,轴心线垂直,安装在主轴上。
主轴上端安装卷筒,为了卷筒与主轴联接可靠,定心准确,可在主轴上端安装卷筒部位,加工一锥度。
因拉丝过程中,钢丝与卷筒摩擦,会产生大量的热量,为保证成丝率,减少热变形,可在卷筒内部增加一喷水冷却系统,在下部加一风冷系统。
为防止水冷系统的冷却水进入主轴及蜗轮蜗杆传动副,就在卷筒与主轴间加一挡水圈,并采取相应的密封措施。
上、下箱体和卷筒均可采用砂型铸造。
卷筒因外表面与钢摩擦,磨损量较大,因此可在相应部位车削一定厚度,然后堆焊一层耐磨硬质合金。
1放线机构设计需注意问题1.1避免铜线与线盘沿触碰线盘放线过程中通常采取的方式是立盘形式,线盘处于静止状态,通过向上拉扯铜线使其紧贴放线盘边沿滑动,通过不断旋转将铜线放出[1]。
但是线盘在生产与搬运时,往往是在地面进行滚动,导致线盘与地面接触过程中,其盘沿时常出现伤痕,导致线盘边沿存在凹凸不平现象。
在铜线放线过程中,导致铜线经过伤痕过程中,出现一定的阻力,严重情况甚至能够导致铜线断裂,也可能导致线盘被铜线拉倒。
因此,在对放线机构进行设计过程中,需要防止铜线与线盘边沿出现接触,避免上述不利情况的出现。
1.2保持放线张力铜线作为层层往复不断的在线盘轴进行卷绕,卷绕过程中通过施加一定的张力,能够使铜线实现非常紧密的排列,不会发生松动现象。
但是在放线过程中,铜线会处于自由状态出现下垂放松,张力也就不复存在,使铜线在重力作用下不断向底部坠落,后坠落铜线会将先坠落铜线做出掩埋,最终导致放线过程中出现不流畅现象,严重会出现断线问题。
此外,当拉丝机内部出现断线问题,在惯性力作用下,铜线将会继续围绕线盘进行转动放线,导致线盘上部存在的铜线不断松落掉至底部,当拉丝机再次运转时便会导致铜线出现一定的缠绕,导致铜线形成乱线,这对拉丝机正常运转造成了一定的不利影响。
因此,设计放线机构过程中需要保证铜线具有足够的张力。
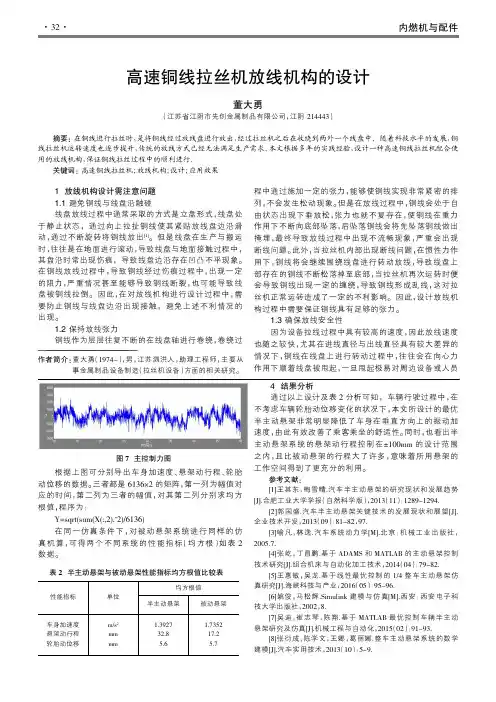
1.3确保放线安全性因为设备拉线过程中具有较高的速度,因此放线速度也随之较快,尤其在进线直径与出线直径具有较大差异的情况下,铜线在线盘上进行转动过程中,往往会在向心力作用下顺着线盘被甩起,一旦甩起极易对周边设备或人员———————————————————————作者简介:董大勇(1974-),男,江苏泗洪人,助理工程师,主要从事金属制品设备制造(拉丝机设备)方面的相关研究。
高速铜线拉丝机放线机构的设计董大勇(江苏省江阴市先创金属制品有限公司,江阴214443)摘要:在铜线进行拉丝时,是将铜线经过放线盘进行放出,经过拉丝机之后在收绕到两外一个线盘中。
1前言1.1选题背景和意义拉丝机在机械加工中有着广泛的应用,拉丝机按其用途可分为金属拉丝机准件和塑料拉丝机以及竹木拉丝机等。
我国拉丝机的发展可追溯到五六十年代,由于发展时间短暂,在机器性能,产品质量等方面较发达国家有很大的差距。
在七八十年代有不少企业引进的先进的拉丝设备,然而多数的拉丝机还是普通的滑轮式拉丝机为主,仍然达不到性能先进的要求。
二十世纪末,我国的拉丝机设备有了很大的发展,拉丝机的性能有了很大的提高。
大部分都能满足国内的基本需求,但仍很难跟上市场的快速扩大和国民经济的发展。
与工业发达国家相比,在工艺技术、机器性能、产品质量方面仍有较大差距。
而且金属线材在机械制造行业中占有很重要的的地位,覆盖了生产生活的很多方面,目前我国的拉丝机行业虽然有一定的规模而且发展迅速,但和一些工业发达国家相比还有一定的差距,因此做此方面的设计,有助于加深对金属线材制造行业的认识和最新发展情况,了解拉丝机实在际生产生活中的作用,增加自己的实践知识正确认识国内外的差距所在等方面有着许多重要的意义1.2设计中的拉丝机概述此次毕业设计的对象具体属于水箱式拉丝机,水箱拉丝机采用液体降温、润滑,相比于干丝拉丝机总压缩率高,生产效率高,拉拔钢丝时冷却条件好,没有时效脆化现象,而且水箱拉丝机价格便宜,维修方便,费用少,在金属制品行业细丝拉拔工序应用广泛。
以在毕业实习中的所接触到的水箱拉丝机位设计原型(如图1所示),并参考JCJX—B24水箱拉丝机(如图2所示)的结构性能,来进行水箱拉丝机的设计。
设计的主要内容为拉丝机的主体设计,包括拉丝机传动机构拉丝机构,进线机构和收线机构进行描述性的设计,而考虑到自身的专业,拉丝机的电器控制部分不再毕业设计的范围内。
图1 实习工厂内的拉丝机图2 JCJX—B24型水箱拉丝机2 拉丝机方案的确定2.1水箱拉丝机的主要设计要求最大进线直径:2.0mm 最小出线直径:0.8mm 最大线速 600m/min 机械减面率 12.27% 主机功率 7.5KW 拉丝道次为142.2拉丝机的功能和结构分析1.拉丝机的功能分析经整体分析拉丝机的主要功能可分为:送线功能、拉拔功能、收线功能。
摘要国内机械行业可以为制造业提供几乎所有的装备,但毋庸讳言,国内的拉丝行业的水平和实力在国际市场上还不算是强者。
拉丝机行业在制造业中的地位,既取决于技术进步和结构调整,也取决于为制造业的发展战略与市场前景。
而拉丝机的发展,使得减速机的传动精度越来越来高。
减速器在拉丝机应用中有非常重要的位置,而拉丝机重要部件电机和滚桶也得到了发展。
这为拉丝机选择中提高了不少的难度,但随着减速机等的发展,拉丝机也得到了更好的发展。
拉伸也称模具拉伸、拉丝、拔丝、伸拉等,是指在常温下通过拉伸模具对金属材料进行压力加工的一种工艺方法,通过拉丝拉伸可以将圆铜杆加工成为所需要的各种规格的圆铜(铝、铜包铝、铜包钢、不锈钢等)单线。
拉丝机由拉丝部和卷取部构成,拉丝部由拉丝轮和模具固定架、模具组成,线材穿过模具后,在拉丝轮上绕卷,当拉丝轮和卷取轮运转时,卷取轮运转提供线材的牵引张力,在牵引张力作用下,线材通过拉丝轮卷绕使线材通过拉丝模具,使线材不断从粗到细,从而得到不同线规的线材。
关键词:拉丝机;减速机;电机AbstractDomestic machinery industry can provide almost all of the equipment for manufacturing, but needless to say, the level of domestic wire drawing industry and strength in the international market also is not the strong. Wire drawing machine in the position in manufacturing industry, depends on technological progress and structural adjustment, also depends on the development strategy and the market prospects for manufacturing.And the development of wire drawing machine, make high transmission precision of the speed reducer is more and more. Reducer in the applications of wire drawing machine has a very important position, important parts and wire drawing machine motor and roller, also obtained the development. For the increase in wire drawing machine to choose a lot of difficulty, but with the development of the reducer, such as, wire drawing machine also get better development.Stretching also calls the mould drawing, wire drawing, wire drawing, stretch, and so on, refers to the normal temperature through tensile mold, pressure of the metal material processing of a kind of process method, through wire drawing tension can be round copper rod processing as required for all kinds of round copper, aluminum, copper clad aluminum, copper clad steel, stainless steel, etc.) single line. Wire drawing machine is composed of wire drawing and winding, wire drawing department is composed of wire drawing wheel and mold fixed shelf, mold, wire through the mold after coiling on wire drawing wheel, when wire drawing wheel and winding wheel running, coiling wheel operation to provide the drawing of the wire tension, under the effect of traction tension, the wire, through the wire winding wire by wire drawing die, the wire from coarse to fine, so as to get a different gauge wire.Key words: wire drawing machine; Reducer; The motor第一章绪论金属制品是冶金工业中的重要一环,但在我国该行业却是一个薄弱环节,机械、电气设备陈旧,阻碍了行业的发展。
卷筒毂设计总结
在龙门吊起升机构的设计中,卷筒的设计至关重要。
卷筒—般由铸铁或铸钢制成,大型卷筒也有用钢板焊成的。
卷筒大多用作单层卷绕,卷筒上有螺旋绳槽,绳槽的尺寸是有标准规定的。
半圆形的绳槽最利于钢丝绳与卷筒外壁之间的接触。
为了不使绳槽卡住钢丝绳,故绳槽半径应稍大于钢丝绳的半径,R=0.53d。
当钢丝绳从卷筒上方绕出时,尤其是使用抓斗时,为避免由于钢丝绳松弛而扰乱绳子的排列,宜用深槽,卷筒端部也应有档边。
在一般情况下尽量用浅槽,以缩减卷筒长度。
卷筒与减速器轴可以通过特种联轴器相连接,在减速器轴的悬臂部分有半个齿形联轴器,另外半个则在卷筒的轮辐_上。
同时倦筒轴的一端还支承在减速器轴的悬臂内,减速器输出轴的扭矩并不通过轴,而是通过齿形联轴器直接传绐卷筒。
这种连接卷筒方法紧凑可靠。
当卷筒与开式齿轮传动的大齿轮连接时,卷筒端面同齿轮轮辐之间用螺钉相连,或者用精制螺栓承受剪切力以传递扭矩,或者在螺孔内铰配受剪套筒面采用受拉的粗制螺拴。
卷筒长,其轴也长,从节约的原则考虑,可取消长轴,而采用与卷筒轮辐相固接的悬臂轴套。
卷筒与减速器的连接是省略卷筒长轴的另一种方
案。
卷筒的一端通过一圈沿圆周均布的鼓形滚柱支承在减速器输出轴的悬臂上,滚柱嵌在轮毂和轮辐内外圈之间的半圆形凹槽内,沿着圆周能够传递切向力,也就是能够传递扭矩,同时这圈滚柱还兼有调位性的径向轴承的作用。
滚柱的传递扭矩由全部滚柱分担,而径向载荷则由分布在180°范围内的滚柱来承担。
解剖拉丝机的工作原理引言概述:拉丝机是一种常见的金属加工设备,广泛应用于金属加工行业。
本文将详细介绍拉丝机的工作原理,包括拉丝机的结构、工作过程以及关键技术。
通过深入了解拉丝机的工作原理,可以更好地理解其在金属加工中的应用。
一、拉丝机的结构1.1 主机部分:拉丝机的主机部分由电机、减速器和主轴组成。
电机提供动力,减速器将电机的高速旋转转换为适合拉丝的低速旋转,主轴则负责传递动力到拉丝工具。
1.2 拉丝工具:拉丝机的拉丝工具通常由一对辊轮组成,其中一根辊轮固定,另一根辊轮可以调节。
通过调节辊轮的间距,可以控制拉丝的压力和速度。
1.3 控制系统:拉丝机的控制系统包括电气控制和液压控制。
电气控制系统用于控制电机的启停和运行速度,液压控制系统用于控制辊轮的压力和调节。
二、拉丝机的工作过程2.1 准备工作:在开始拉丝之前,需要将待加工的金属材料固定在拉丝机的工作台上,并调整辊轮的间距和压力,以适应不同的加工要求。
2.2 进料和拉丝:当准备工作完成后,启动拉丝机的电机,使主轴开始旋转。
通过进料装置将金属材料送入拉丝机,金属材料被辊轮夹持并逐渐被拉伸。
在拉伸过程中,金属材料的横截面积逐渐减小,长度逐渐增加,实现拉丝的效果。
2.3 切割和收料:当金属材料达到所需的长度后,拉丝机会自动停止。
然后,通过切割装置将拉丝好的金属材料切割成所需的长度,并通过收料装置将其收集起来。
三、拉丝机的关键技术3.1 温度控制:在拉丝过程中,金属材料会因为摩擦而产生热量,过高的温度可能会导致材料的变形或损坏。
因此,拉丝机通常配备有温度控制系统,用于监测和控制金属材料的温度,确保拉丝过程的稳定性和质量。
3.2 润滑系统:为了减少摩擦和磨损,拉丝机通常使用润滑系统来给予辊轮和金属材料适量的润滑。
润滑系统可以降低摩擦阻力,提高拉丝效率,并延长设备的使用寿命。
3.3 控制精度:拉丝机的控制精度对于保证拉丝质量至关重要。
通过采用先进的控制技术和高精度的传感器,可以实现对拉丝过程中各个参数的精确控制,使得拉丝机能够满足不同加工要求。
![拉丝机卷筒结构[实用新型专利]](https://uimg.taocdn.com/75f890f6b7360b4c2e3f64f3.webp)
专利名称:拉丝机卷筒结构
专利类型:实用新型专利
发明人:李国府,顾文英,吴松良,张帅申请号:CN201420509760.0
申请日:20140905
公开号:CN204135087U
公开日:
20150204
专利内容由知识产权出版社提供
摘要:本实用新型涉及一种拉丝机卷筒结构,包括底座、卷筒和主轴,所述底座安装在拉丝机的机架上,所述卷筒的一侧固定在底座上,另一侧设置有卷筒盖,所述主轴自上而下依次穿过卷筒盖、卷筒和底座,顶端通过压紧螺母固定,所述卷筒和卷筒盖与主轴之间相互固定,所述底座与主轴之间通过轴承连接,在所述卷筒内设置有内胆,所述内胆一侧固定在底座上,在所述内胆内侧设有喷水口,在所述底座上分别设置有送水口和回水口,所述送水口与喷水口通过水管相连,在所述卷筒的内壁上设置有沿竖直方向的齿槽。
本实用新型可以提高其散热冷却效果,减少拆卸清洗工作,在提高工作效率的同时降低企业生产成本。
申请人:江阴市华方机电科技有限公司
地址:214423 江苏省无锡市江阴市周庄镇长禄路18号
国籍:CN
代理机构:江阴市同盛专利事务所(普通合伙)
更多信息请下载全文后查看。
专利名称:拉丝机卷筒的制造方法专利类型:发明专利
发明人:董宝山,蔡斌
申请号:CN200710025580.X 申请日:20070806
公开号:CN101100704A
公开日:
20080109
专利内容由知识产权出版社提供
摘要:本发明公开了拉丝机卷筒的制造方法,首先,选用ZG42CrMo材料按加工尺寸进行传统的粗加工,即铸造、高温回火和消除应力处理;然后精加工,精加工后经中频淬火和低温回火两过程,其中中频淬火为在温度850-900℃条件下淬火2小时,淬火时,工件以每小时0.5转均匀的速度旋转,其中,低温回火为在温度200-220℃环境中保温2小时;最后经磨削加工的成品卷筒与轮毂组合。
本发明的卷筒制造方法选用ZG42CrMo材料生产卷筒,经处理后的卷筒表面硬度达HRC55-60,卷筒有效硬化层3-5mm,卷筒最薄处壁厚22mm,生产成本低,使用寿命长,冷却效果好。
申请人:蔡海进
地址:223005 江苏省淮安市清河区经济开发区珠海路10-9号
国籍:CN
代理机构:淮安市科翔专利商标事务所
代理人:张利强
更多信息请下载全文后查看。