三一重工搅拌站
- 格式:doc
- 大小:8.71 MB
- 文档页数:13
施工机械设备的品牌比较在建筑施工领域,机械设备的选择对于工程的质量、进度和成本控制都有着至关重要的影响。
不同品牌的施工机械设备在性能、质量、价格、售后服务等方面存在着差异。
接下来,我们就对一些常见的施工机械设备品牌进行比较。
一、挖掘机品牌1、卡特彼勒(Caterpillar)卡特彼勒是全球知名的工程机械品牌,其挖掘机以强大的动力、坚固的结构和高效的作业能力著称。
卡特彼勒挖掘机采用先进的技术,能够适应各种复杂的工况,但其价格相对较高,维护成本也不低。
2、小松(Komatsu)小松挖掘机在市场上也有很高的声誉,具有良好的操控性和稳定性。
小松的设备在节能方面表现出色,能够为用户降低运营成本。
而且,小松的售后服务网络较为完善,能够及时为用户提供支持。
3、日立(Hitachi)日立挖掘机的特点是作业速度快,效率高。
其产品在技术创新方面不断进取,例如采用了智能化的控制系统,提高了设备的智能化程度。
不过,在一些极端工况下,日立挖掘机的可靠性可能稍逊一筹。
4、沃尔沃(Volvo)沃尔沃挖掘机注重环保和人性化设计,驾驶室内的舒适性较高。
同时,沃尔沃的设备在燃油经济性方面有不错的表现。
但沃尔沃挖掘机的配件价格相对较高,可能会增加后期的维护成本。
二、装载机品牌1、柳工(Liugong)柳工作为国内知名的工程机械品牌,装载机产品具有较高的性价比。
柳工装载机的性能稳定,能够满足各种工程作业的需求。
而且,柳工在国内的售后服务网络广泛,能够及时为用户提供维修和保养服务。
2、徐工(XCMG)徐工装载机的优势在于其强大的承载能力和可靠性。
徐工不断进行技术研发和创新,产品的性能不断提升。
此外,徐工装载机的价格相对较为亲民,适合一些预算有限的用户。
3、龙工(Lonking)龙工装载机在市场上的占有率也较高,其产品以操作简便、维修方便为特点。
龙工注重产品的通用性,能够适应不同的工作环境。
4、临工(SDLG)临工装载机的质量可靠,具有较好的耐用性。
三一重工搅拌站3101仪表标定方法
按选择健3次
按确认键3秒显示F1
按选择键显示F1.5
在检测零点等下排绿色数字稳定后
按确认健
按选择键显示F1.3
按确认键
等下排绿色数字稳定后
按确认键
上砝码等稳定后
按确认键显示00000
按选择键移位
按更改健数字加1 输入砝码重量
按确认键显示F1
按清除键3次显示砝码重量
XK3101型称重显示器标定步骤
1、同时按[功能]与[置零]键,仪表显示“ F1”
2、按[确定]键,仪表显示“C 10000”,然后按[确定]键,将“C 10000”调整为“C 3000”
3、按[确定]键,仪表显示“d 1”,然后按[功能]键,将“d 1”调整为“d 0.1”
4、按[确定]键,仪表显示“F1.1 0”
5、按[确定]键,仪表显示“CAL --000”,检查是否空称;
6、按[确定]键,仪表显示“---------”,同时光柱逐渐熄灭,随后仪表会自动进入下一步;
7、仪表显示“CAL -- F51”,然后加载;
8、按[确定]键,仪表显示“---------”,同时光柱逐渐熄灭,随后仪表自动进入下一步;
9、仪表显示最大称重值“300.0”,按[功能]键及[置零]键输入加载砝码重量值;
10、按[确定]键,仪表显示“CAL SAuE”;
11、按[确定]键,接受并保存此次标定结果。
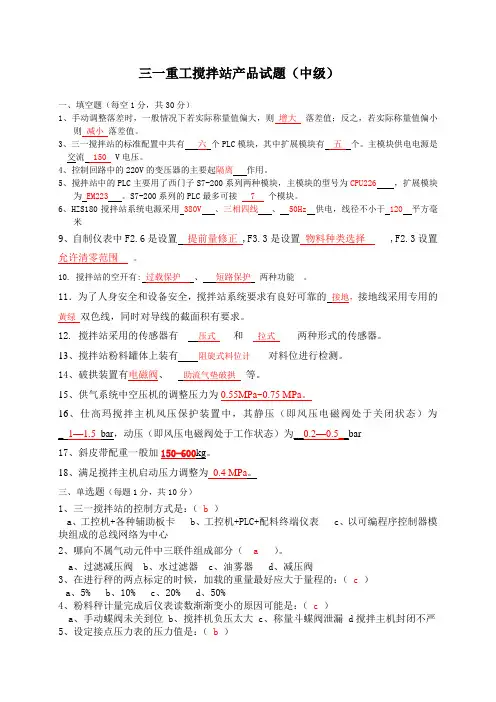
三一重工搅拌站产品试题(中级)一、填空题(每空1分,共30分)1、手动调整落差时,一般情况下若实际称量值偏大,则增大落差值;反之,若实际称量值偏小则减小落差值。
3、三一搅拌站的标准配置中共有六个PLC模块,其中扩展模块有五个。
主模块供电电源是交流 150 V电压。
4、控制回路中的220V的变压器的主要起隔离作用。
5、搅拌站中的PLC主要用了西门子S7-200系列两种模块,主模块的型号为CPU226,扩展模块为EM223。
S7-200系列的PLC最多可接 7 个模块。
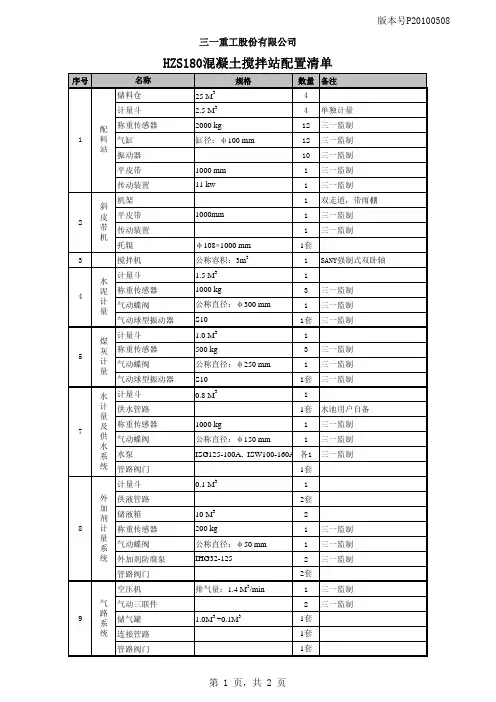
6、HZS180搅拌站系统电源采用380V、三相四线、50Hz供电,线径不小于120平方毫米9、自制仪表中F2.6是设置提前量修正,F3.3是设置物料种类选择 ,F2.3设置允许清零范围。
10. 搅拌站的空开有: 过载保护、短路保护两种功能。
11.为了人身安全和设备安全,搅拌站系统要求有良好可靠的接地,接地线采用专用的黄绿双色线,同时对导线的截面积有要求。
12. 搅拌站采用的传感器有压式和拉式两种形式的传感器。
13、搅拌站粉料罐体上装有阻旋式料位计对料位进行检测。
14、破拱装置有电磁阀、助流气垫破拱等。
15、供气系统中空压机的调整压力为0.55MPa~0.75 MPa。
16、仕高玛搅拌主机风压保护装置中,其静压(即风压电磁阀处于关闭状态)为⎽_1—1.5_bar,动压(即风压电磁阀处于工作状态)为⎽⎽0.2—0.5⎽⎽bar17、斜皮带配重一般加150-600kg。
18、满足搅拌主机启动压力调整为0.4 MPa。
三、单选题(每题1分,共10分)1、三一搅拌站的控制方式是:( b)a、工控机+各种辅助板卡b、工控机+PLC+配料终端仪表c、以可编程序控制器模块组成的总线网络为中心2、哪向不属气动元件中三联件组成部分( a )。
a、过滤减压阀b、水过滤器c、油雾器d、减压阀3、在进行秤的两点标定的时候,加载的重量最好应大于量程的:( c)a、5%b、10%c、20%d、50%4、粉料秤计量完成后仪表读数渐渐变小的原因可能是:( c)a、手动蝶阀未关到位b、搅拌机负压太大c、称量斗蝶阀泄漏 d搅拌主机封闭不严5、设定接点压力表的压力值是:( b)a、0.3Mpab、0.4Mpac、0.45Mpad、0.5Mpa6、搅拌站的上位机软件安装在计算机的哪个盘区:( b)a、c:b、d:c、e:d、f:7、09年前的搅拌站系统镜像文件安装在计算机的哪个盘区:( d )a、c:b、d:c、e:d、f:8、仕高玛MAO3000/2000搅拌机的功率是( a )。

2020年混凝土搅拌站十大品牌品牌榜2020年混凝土搅拌站十大品牌厂家排名,笔者参考中国路面机械网品牌排行榜归纳总结,为您整理2020年混凝土搅拌站十大品牌厂家,2020年混凝土搅拌站厂家排名等混凝土搅拌站品牌排名信息。
2020年混凝土搅拌站品牌排名第一名三一、第二名中联、第三名南方路机、第四名徐工、第五名方圆、第六名山推建友、第七名新筑智装、第八名信达、第九名中建、第十名圆友。
排名企业指数第一名三一重工46573第二名中联重科39674第三名南方路机13140第四名徐工12508第五名方圆8410第六名山推建友6367第七名新筑智装4967第八名信达机械4183第九名中建机械4040第十名圆友重工3695第一名:三一重工(三一重工股份有限公司),品牌指数:46573三一集团有限公司始创于1989年。
自成立以来,三一始终秉持“创建一流企业,造就一流人才,做出一流贡献”的愿景,打造了知名的“三一”品牌。
三一集团主业是以“工程”为主题的装备制造业,主导产品为混凝土机械、挖掘机械、起重机械、筑路机械、桩工机械、风电设备、港口机械、石油装备、煤炭设备等全系列产品,其中挖掘机械、桩工机械、履带起重机械、移动港口机械、路面机械、煤炭掘进机械为中国主流品牌;混凝土机械为全球品牌。
第二名:中联重科(中联重科股份有限公司),品牌指数:39674中联重科股份有限公司创立于1992年,主要从事建筑工程、能源工程、环境工程、交通工程等基础设施建设所需重大高新技术装备的研发制造,是一家持续创新的全球化企业。
中联重科成立20年来,年均复合增长率超过65%,为全球增长较为迅速的工程机械企业。
公司生产具有完全自主知识产权的13大类别、86个产品系列,近800多个品种的主导产品,为全球产品链较齐备的工程机械企业。
公司的两大业务板块混凝土机械和起重机械均位居全球前两位。
公司注册资本706亿元,员工3万余人。
2012年,中联重科下属各经营单元实现收过900亿元,利税过120亿元。
三一重工搅拌站校称步骤嘿,朋友们!今天咱来聊聊三一重工搅拌站校称的事儿。
这校称啊,就好比给搅拌站来一次精准的“体检”,可重要着呢!首先,得把那些秤啊啥的都准备好,就像战士上战场前要把武器擦得锃亮一样。
然后呢,仔细检查各个部件,看看有没有啥小毛病。
这时候你就得瞪大眼睛,可不能马虎,不然到时候出了错,那可就麻烦啦!接下来,要按照标准的流程来操作。
这就像是跳舞,得跟着节奏一步一步来。
先调这个,再弄那个,顺序可不能乱。
要是乱了,那不就跟跳舞踩错拍子一样,会乱套的呀!在校称的过程中,还得注意一些小细节。
比如说,环境得安静点,别整些乱七八糟的干扰。
你想想,要是旁边有人在那大喊大叫,你还能专心校称吗?那肯定不行啊!就好比你在安静地看书,旁边有人在那大声喧哗,你能看得进去吗?而且啊,这校称可不是一次就完事儿了的。
就跟咱体检还得定期复查一样,时不时就得校一下,确保它一直都那么精准。
不然万一哪天出了偏差,那搅拌出来的东西质量不就没法保证了嘛!你说这校称是不是特别重要?这可不是闹着玩的事儿呀!要是没校好,那后果可能不堪设想。
就好像一辆车的轮子没调好,跑起来能稳当吗?肯定不行啊!所以啊,咱可得重视三一重工搅拌站校称这个事儿。
每一个步骤都得认真对待,不能有丝毫的马虎。
这可是关系到工程质量的大事儿呢!咱不能因为一点点小疏忽,就给整个工程带来大麻烦呀!大家想想看,要是因为校称没做好,导致搅拌出来的混凝土质量不行,那得造成多大的损失啊!这可不仅仅是浪费材料的问题,还可能耽误工期,影响整个工程的进度呢!那可就太糟糕啦!总之呢,三一重工搅拌站校称这事儿,大家一定要牢记在心,认真去做。
别嫌麻烦,也别敷衍了事。
只有把校称做好了,才能保证搅拌站的正常运行,才能为我们的工程建设贡献出高质量的成果呀!这可不是开玩笑的哦,大家都得上点心!。

前言
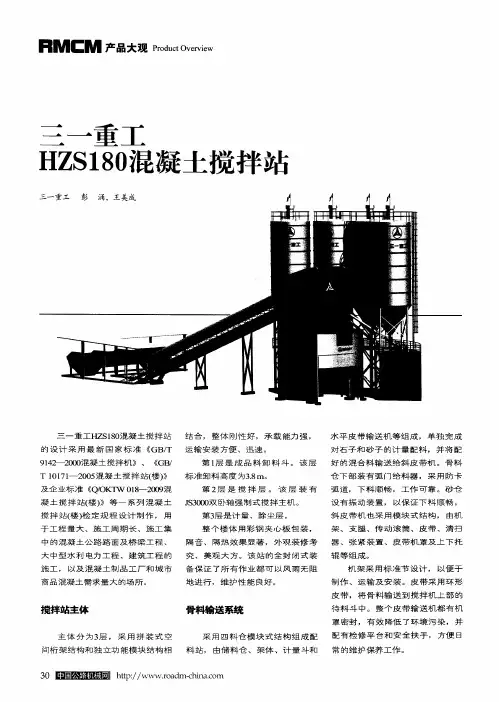
电气操纵是混凝土搅拌站的核心部份。
三一重工的混凝土搅拌站电气操纵系统由电子计量系统、可编程序操纵器、信号输入系统、动力驱动系统、动态模拟监控、数据治理及电视监控等部份组成,采纳工控机+PLC+配料终端仪表的集散操纵形式,各个部份分工进行工作。
这种操纵系统具有靠得住性高、操作系统智能化、操作方式简单化、操作界面人性化等一系列优势。
本图册的部份内容可能与实物不符,仅供参考,特此说明。
三一重工股分
HZS120E 混凝土搅拌站电气系统分解图册目录
要紧技术参数
电气系统120M
电气系统120M
操作台总成
120M
操作台总成120M
PLC元件布置HZS120M.8.1.1
PLC元件布置HZS120M.8.1.1
操作面板总成HZS120M.8.1.2
操作面板总成HZS120M.8.1.2
称量显示部份HZS120M.8.1.3
称量显示部份HZS120M.8.1.3
动力柜总成HZS120M .
动力柜总成HZS120M .
分线盒(1)总成
120M分线盒(1)
总成120M
分线盒(2)总成120M
分线盒(2)总成120M
分线盒(3)总成
120M
分线盒(3)总成120M
操作盒总成
120M
操作盒总成120M
分线盒(4)总成
120M分线盒(4)
总成120M。
三一重工混凝土设备型号参数三一重工是一家以研发、制造和销售工程机械设备为主的国际化企业。
在混凝土设备领域,三一重工凭借其先进的技术和优质的产品,成为了世界领先的供应商之一。
三一重工的混凝土设备型号参数具有丰富的特点和功能,下面我们来逐一介绍。
一、HZS75混凝土搅拌站HZS75混凝土搅拌站是三一重工生产的一款中型混凝土搅拌设备,适用于各种大中型工程和预制厂。
该设备的生产能力为75立方米/小时,配备了JS1500型双卧轴强制式混凝土搅拌机,搅拌效果好,生产效率高。
搅拌站采用了模块化设计,安装方便快捷,占地面积小。
同时,该设备还配备了先进的控制系统,具有自动化程度高、操作简单等特点。
二、HZS120混凝土搅拌站HZS120混凝土搅拌站是三一重工生产的一款大型混凝土搅拌设备,适用于大型水利、电力、桥梁和隧道工程等项目。
该设备的生产能力为120立方米/小时,配备了JS2000型双卧轴强制式混凝土搅拌机,搅拌效果好,搅拌均匀。
搅拌站采用了先进的控制系统,具有高度自动化、操作简单等特点,能够实现自动供料、自动称重、自动搅拌等功能。
三、HBT60C-1413D静液压排放泵HBT60C-1413D静液压排放泵是三一重工生产的一款高效、节能的混凝土输送设备。
该设备配备了DEUTZ BF6M1013EC发动机,功率大,性能稳定可靠。
排放泵采用了静液压系统,具有排放平稳、无脉动等特点,能够确保混凝土输送过程中的均匀性和稳定性。
此外,排放泵还配备了远程操作系统,操作方便灵活,能够实现远程控制和监测。
四、HGY18移动混凝土喷射泵HGY18移动混凝土喷射泵是三一重工生产的一款用于喷射混凝土的专用设备。
该设备配备了液压系统和电气系统,操作简单方便。
喷射泵具有喷射距离远、喷射速度快等特点,适用于各类隧道、地铁、水利工程等项目。
同时,喷射泵还配备了自动润滑系统和自动清洗系统,能够方便地进行设备的维护和清洗。
五、TCM20混凝土搅拌车TCM20混凝土搅拌车是三一重工生产的一款用于混凝土搅拌和运输的专用车辆。
1.概述随着时代的发展,商品混凝土企业对管理信息化需求增强,需要在企业内组建局域管理网络,实现生产、实验、质量、材料、调度、车辆、财务、人事、管理者等多个部门之间的资源共享、任务自动完成等功能,也就是在商品混凝土公司内实现协同化、信息化管理;本系统正是为满足这种需求而进行的开发。
各个企业的管理方法不相同,对内容的需求差异也会很大,各个企业使用的搅拌站产品也有差异。
本系统特点:一、将混凝土成套设备集成化管理,为客户提供完整解决方案;二、实现了资源管理系统和GPS车辆监控和车辆调度系统的融合。
整体界面风格如图1-1所示。
图1-1 三一混凝土成套设备资源管理系统界面2.ERP系统功能介绍ERP系统主要分为系统管理、订单管理、财务管理、实验中心、生产管理、物料管理、车辆管理、车辆监控、车辆调度和人力资源十大模块(如图1-1所示)。
通过使用这十大模块,将混凝土生产企业的综合部、销售部、财务部、生产部、实验室、物料部、车队等各个部门形成一个有机整体,进而实现物料进出、混凝土生产和销售、原材料消耗的自动化管理。
图2‐1 混凝土成套设备管理系统本系统以流程化的形式来管理物料进出、混凝土生产和销售以及原材料消耗,主要由混凝土生产流程、物料采购流程和车辆维护流程三大流程组成。
(注:后续所有流程说明中括弧中的文字为该流程步骤的推荐操作人。
)2 .1混凝土生产流程混凝土生产流程包括创建任务单、任务单审批(生产主管)、任务单关联配比(实验室技术员)、任务单传送至控制室(生产部调度员或控制室操作手)和任务单开始生产(控制室操作手)、混凝土销售统计(财务部会计)六个步骤,其流程如图4-3所示。
图2‐2 混凝土生产流程2.2 物料采购流程物料采购流程包括物料入库(物料部地磅员)、物料盘点(物料部盘点员)、采购申请(物料部采购员)、采购审批(物料部主管)、采购合同(物料部采购员)和采购付款(财务部会计)六个步骤,其流程如图4‐4所示。
三一搅拌站操作流程## Cement Plant Operation Process.I. Preparation Before Operation.1. Check the power supply and ensure it is stable.2. Check the equipment and ensure it is in good condition.3. Prepare the raw materials, such as cement, sand, and gravel.II. Production Process.1. Put the raw materials into the mixer.2. Add water and mix the materials thoroughly.3. Discharge the mixed concrete into the truck.4. Clean the mixer.III. Maintenance and Inspection.1. Check the equipment regularly.2. Lubricate the equipment regularly.3. Repair the equipment when necessary.4. Calibrate the equipment regularly. ## 搅拌站操作流程。
中文回答:一、操作前准备。
1. 检查电源,确保稳定。
2. 检查设备,确保状况良好。
3. 准备好原材料,如水泥、砂石等。
二、生产流程。
1. 将原材料放入搅拌机中。
2. 加入水并充分搅拌物料。
3. 将搅拌好的混凝土卸入罐车中。
4. 清洗搅拌机。
三、维护与保养。
1. 定期检查设备。
2. 定期润滑设备。
3. 必要时修理设备。
4. 定期校准设备。
课程设计说明书摘要50年代中期电子技术的渗入推动了衡器制造业的发展。
60年代初期出现机电结合式电子衡器以来,经过40多年的不断改进与完善,我国电子衡器从最初的机电结合型发展到现在的全电子型和数字智能型。
我国电子衡器的技术装备和检测试验手段基本达到国际90年代中期的水平。
电子衡器制造技术及应用得到了新发展。
电子称重技术从静态称重向动态称重发展通过分析近年来电子衡器产品的发展情况及国内外市场的需求,电子衡器总的发展趋势是小型化、模块化、集成化、智能化;其技术性能趋向是速率高、准确度高、稳定性高、可靠性高;其功能趋向是称重计量的控制信息和非控制信息并重的“智能化”功能;其应用性能趋向于综合性和组合性。
目录第1章概述 (1)1.1电子称量系统 (1)1.2高精度称量技术 (1)第2章称量显示仪表盘的器件原理分析 (2)2.1XK-3101型称重显示控制器 (2)2.1.1原理分析 (2)2.1.2主要特点 (3)2.1.3技术指标 (3)2.2其它器件分析 (5)2.2.1器件图片 (5)2.2.2器件分析 (5)第3章称量显示仪表盘制作流程分析 (6)3.1号码管制作 (6)3.2裁线与剥皮 (6)3.3称量仪表盘制作 (7)第4章称量仪表盘装配工艺分析 (8)4.1工艺准备 (8)4.2装配工艺过程 (8)总结................................................ 错误!未定义书签。
致谢. (9)参考文献............................................ 错误!未定义书签。
第1章概述1.1 电子称量系统电子计量系统主要包括称重传感器、称重显示仪表盘以及传感器接线盒。
传感器采集的重量信号送入到称重显示仪表盘,由称重显示仪表盘对信号进行放大、转换、显示等处理工作,并负责一路称的配料和卸料工作。
工业控制计算机通过和称重显示仪表盘进行通讯,向称重显示仪表盘传送参数,并读取称重显示的实时数据,在监控界面显示。
1.2 高精度称量技术影响混凝土质量最重要的因数是各种原材料的配比及称量精度。
配比由客户选择,要确保所生产混凝土的配比为预设值,则需要较高的称量精度,称量精度则由设备来保证。
影响称量系统的主要因素有:称量系统结构、称量时的加料方式、称重传感器及称重显示仪表盘。
第2章称量显示仪表盘的器件原理分析2.1 XK-3101型称重显示控制器2.1.1 原理分析XK-3101型称重显示控制器如图2.1所示。
图2.1 XK-3101型称重显示控制器XK-3101型称重显示控制器由显示控制模块和传感器数据采集模块组成,模块之间由CAN总线连接。
CAN(控制器局域网)总显示一直能够有效支持分布方式控制或实时控制的串行通信网络,它采用差分驱动,可在高噪声干扰环境下使用;CAN总线具有多种工作方式,总线空闲时人和街店都可以传送信息;受干扰概率低;对严重错误具有自动关闭总线的功能,是总线上的其他操作不受影响;通信介质可为双绞线、同轴电缆等;由于其高性能、高可靠性、实时性好及其设计独特,已广泛应用于控制系统中各检测和执行机构间的数据通信。
由于采用数字信号传输方式,XK-3101型称重显示控制器具有了传输距离远、抗干扰能力强等特点。
保证传输过程的可靠性和稳定性。
工作原理图如下图2.2所示:图2.2 K-3101型称重显示控制器连接原理图图2.2是由XK-3101型称重显示控制器组成的计量网络系统的连接原理图(以两个物料秤组成的系统为例),连接构成网络的电缆由四根线组成,它们分别是两根直流24v的电源线和两根网络通讯的数据线,在网络的末端,有一个120欧姆的末端电阻。
传感器信号进入传感器接线盒,在接线盒中完成A/D转换过程。
2.1.2主要特点●传感器激励回路过载、短路保护功能●高精度、高分辨率∑=△型A/D转换,最大A/D脉冲数:1,000,000●更新速率可选择:6.25次/秒、1.25次/秒、25次/秒、50次/秒●分度数范围:1000~10000●分度值范围:0.001~50kg●两点(常开)继电器输出,输出模式可设定,重量分选模式与定值模式●隔离的数字通讯接口,可选择RS232与RS485两种方式●可设定模拟输出类型:4~20mA、0~20mA、0~5V或0~10V●7位LED数码管显示,字高0.56寸●20段光柱指示2.1.3技术指标2.1.3.1负载能力●激励电压:5.0VDC,可驱动8只350Ω的模拟式传感器●两成信号范围:1.5~40mV●零点信号范围:-40~38.5mV●模拟电流输出:Max500Ω●模拟电压输出:Min10KΩ●继电器触点容量:交流7A/250V,直流12A/120V2.1.3.2性能●满量程温度系数:5PPM/℃●零点温度漂移:0.06Uv/℃●最高灵敏度:0.06V/d●非线性:优于0.01%FS●模拟输出偏移漂移(0mA或4mA)●输出漂移(20mA或24mA)50PPM/℃2.1.2.3电源电源电压范围:交流187~242V,频率49~51Hz,最大功耗6W。
仪表需要良好的接地线,并不可与电机、继电器或加热器等已产生电源噪声的设备共用一个电源2.1.2.4温度和湿度使用温度位:20℃~50℃,湿度为10%~95%,无冷凝存储温度为:-30℃~60℃,湿度为10%~95%,无冷凝2.1.4称重显示仪表的维护2.1.4.1日常维护要保持室内卫生,检查工作电压、温度、湿度等是否符合技术要求,用半干的棉布擦拭称重显示仪表、计算机、打印机、大屏幕、稳压电源等相关设备。
禁止使用溶剂化学药品(如苯、碱酸、硝基类)清洗仪表,以防止腐蚀称重显示仪表、计算机、打印机及其它部件。
称重显示仪表自带微型打印机的日常维护,应防止打印纸受潮、边沿翘起、不平整,否则易导致打印机卡纸,从而影响打印机的寿命。
在打印机不工作时,应保证在滚筒和打印针之间有打印纸,否则将影响打印针的使用寿命。
应经常清洁微型打印机外表以减少外部粉尘、微小颗粒等进入微型打印机内部。
清洁打印机步骤如下:①关闭称重系统的电源,打开称重显示仪表,拔下微型打印机的供电电源插头;②打开微型打印机上盖;③取下装纸器,用小毛刷清出内部的灰尘及污物后,盖上上盖;④用干净的半干的棉布擦拭微型打印机外部,然后接通微型打印机的供电电源插头,合上称重显示仪表,拧紧螺丝,从新接通仪表电源即可。
2.1.4.2操作程序注意事项在日常清洁工作时,必须关闭电源,并将电源插头从插座中拔出,否则将导致触电事故或损坏称重系统事故,使其无法正常工作。
注意不要带电拔电缆串行口,否则会损坏串行口元器件。
称重系统在通电预热15分钟后,应认真检查称重显示仪表、计算机、打印机、大屏幕、稳压电源等相关设备是否处于正常的工作状态,进行模拟操作以检验称重系统是否处于正常的工作状态。
严禁在称重系统相关设备上进行电焊或其它强电操作。
在雷雨季节,必须切断称重系统的供电电源,停止工作,确保工作人员及相关设备的安全2.2 其它器件分析2.2.1器件图片图2.3 显示板图2.4 压板图2.5 号码管图2.6 缠带2.2.2器件分析显示板的主要作用就是水、添加剂、粉料、骨料所对应的称量显示控制器。
压板的作用就是使称量显示控制器固定在显示板上。
号码管的作用就是区分开每根线的不同作用。
缠带的作用就是捆扎线束,使仪表盘美观。
第3章称量显示仪表盘制作流程分析3.1 号码管制作1准备:检查设备和准备工具,检查工具能否正常工作使用,设备参数设置是否正确.准备作业所需要的图纸和辅料.算清和检查来料数是否正确2号码管放置:先关闭打印机电源开关,以此来保证设备处于停止状态.再将号码管放置于支架上,打开打印机防护罩,然后将号码管穿入打印机上的相应孔槽中,最后盖上防护罩.3程序读取:通过键盘读取包含所需印刷信息的程序,包括选择印刷物,印刷范围等参数.4号码管印刷:启动打印机,按刚才设定程序信息打印号码管.5检验:打印完毕后,检查印刷信息是否与要求相同,印刷信息是否正确.图3.1 号码管打印3.2裁线与剥皮制作1准备:检查设备和准备工具,检查工具能否正常工作使用,设备参数设置是否正确.准备作业所需要的图纸和辅料.算清和检查来料数是否正确。
2安装线捆:关闭裁线与剥皮机电源开关,以此保证设备处于停止状态.将要裁线捆放置于支架上,并将导线穿入裁线机上相应孔槽中。
.3程序输入:在显示屏幕上通过点触方式输入需要裁剪导线的长度、剥皮段的长度,机器裁线速度,根数等参数.。
4试运行:开启裁线机,先试剪一根导线长度。
.5测量:采用钢尺测量刚试运行裁剪得到的导线长度和剥皮段长度是否与设定参数相等。
6裁剪与剥皮:检验试裁剪导线合格后,启动机器循环、裁剪所需导线。
7线束捆扎:导线裁剪完成后,整理成捆,然后用扎带捆绑起来。
8检验:检查裁剪后导线长度、数目、捆数是否于要求相同。
表3.2 裁线与剥皮3.3 称量仪表盘制作1准备:检查设备和准备工具,检查工具能否正常工作使用,设备参数设置是否正确.准备作业所需要的图纸和辅料.算清和检查来料数是否正确。
2安装显示仪表:将称量显示仪表安装在显示板上,然后用压板固定两边,并用螺钉紧固。
3裁线打号码管:按照图纸要求截取好相应长度的导线并剥皮,并打印好相对应的号码管,然后压好线端子。
4联接导线:采用导线将各称量显示仪表按图纸要求联接起来。
5捆扎线束:将联接好的线束整理成束状,然后采用缠带捆扎。
6装入操作台:将已经装好的称量显示仪表装入操作台。
7检验:检查电器元件、端子联接是否牢靠,线路布局是否合理、美观。
第4章称量仪表盘装配工艺分析4.1 工艺准备安装前首先熟悉装配图和制作作业标准,详细阅读所安装的元(配)件使用说明及安装要求。
按设计技术规范检查电器元(配)件型号、名称、规格是否符合要求,是否具有出厂合格证和检验报告。
检查各电器元(配)件外观,如有碰伤、破损、锈蚀、规格不符合、无生产许可证的一律不准安装,若型号、规格需代用的必须办理代用手续。
准备好所需的工具(如一字起、压线钳、电动机、斜口钳、号码打印机、缠带等)及各种所需的紧固件(螺钉、螺母、平垫、弹簧垫圈等)。
4.2 装配工艺过程先将显示控制器安装在显示板上,用压板固定好,注意保证螺钉联接紧固可靠。
然后按照图纸要求截取相应长度的导线并剥皮,并打印相应的号码管,然后压好端子,要保证端子回拔不松脱。
采用导线将各显示仪表按接线图纸要求联接起来。
显示控制器之间,C-L、C-H、100、101号线串联连接。
添加剂显示控制器中C-L、C-H、100、101号线长2.15m,Q7.4、I3.2、I3.3好线长1.5m。
1#骨料显示控制器中C-L号线串联通信头子棕色的线.C-H号线串联通信头子蓝色的线。