吹瓶机工艺介绍
- 格式:pptx
- 大小:2.11 MB
- 文档页数:39
吹瓶机工作原理
吹瓶机是一种用于制造塑料瓶的机械设备。
它的工作原理基于塑料加热变软后再通过气压将其吹程型的原理。
首先,将塑料颗粒或者瓶坯放入吹瓶机的进料系统中。
进料系统会将塑料颗粒或者瓶坯转运到加热区域。
在加热区域,塑料会被加热到达熔化点以上,并变得柔软和粘稠。
这通常是通过加热元件(如加热棒或电加热器)提供热能来实现的。
一旦塑料达到所需的熔化状态,就会移动到模具区域。
模具是一种成型工具,可以给塑料制造出所需的形状和大小。
在模具区域,一对或多对模具会围绕着塑料进行闭合。
然后,通过施加气压,将模具从内部推向外部,使塑料瓶坯向模具进行吹塑。
吹塑过程中,通过注入一定的压缩空气进入模具区域,模具会逐渐膨胀并将塑料瓶坯按照模具的形状吹塑成瓶子的形状。
在塑料瓶坯完全吹塑成形后,加压会停止,并且模具会开始缓慢冷却。
当塑料冷却到一定程度时,模具会打开并以机械方式将吹塑完成的瓶子从模具中取出。
吹瓶机的工作循环会根据生产需求持续重复进行,以满足大规
模生产塑料瓶的需求。
通过这种方式,吹瓶机能够高效、快速地制造出高质量的塑料瓶。
pet吹瓶原理PET吹瓶原理一、引言PET吹瓶是指将预先制作好的PET胚胎瓶通过加热和吹气等工艺,使其膨胀成为具有特定形状的塑料瓶。
PET吹瓶广泛应用于食品、饮料、化妆品等行业,其制作原理是通过加热PET胚胎瓶,使其软化,然后通过气压将其吹成所需形状的瓶子。
本文将详细介绍PET 吹瓶的原理及其相关工艺。
二、PET吹瓶原理1. PET材料特性PET(聚对苯二甲酸乙二酯)是一种透明、坚硬、耐热、耐压的塑料材料,具有良好的物理性能和化学稳定性。
PET材料具有良好的可塑性,可以通过加热软化成为可塑的状态。
2. PET吹瓶工艺PET吹瓶工艺主要包括预热、吹气、冷却三个步骤。
(1)预热:将预先制作好的PET胚胎瓶放入预热炉中进行加热。
预热的目的是使PET胚胎瓶均匀加热,软化PET材料,为后续吹气做准备。
(2)吹气:预热后的PET胚胎瓶放入吹瓶机的模具中,通过气压将PET胚胎瓶吹气成为具有特定形状的瓶子。
吹气的过程中,PET 胚胎瓶受到气压作用,逐渐膨胀成为瓶子的形状。
(3)冷却:吹气后的瓶子需要进行冷却,使其固化成为具有一定强度和形状的塑料瓶。
冷却过程中,可以通过喷水等方式降低瓶子的温度,促使其快速固化。
三、PET吹瓶工艺的优点1. 生产效率高:PET吹瓶工艺采用机械化生产,可以实现自动连续生产,大大提高了生产效率。
2. 产品质量稳定:PET吹瓶工艺可以控制加热温度、吹气气压等参数,保证产品的质量稳定一致。
3. 环保节能:PET材料可以回收再利用,降低了对环境的影响。
同时,PET吹瓶工艺采用机械化生产,减少了人工操作,降低了能源消耗。
四、PET吹瓶工艺的应用PET吹瓶广泛应用于食品、饮料、化妆品等行业。
其制作的塑料瓶具有良好的透明度和耐压性能,可以有效保护产品的质量和安全。
1. 食品行业:PET吹瓶广泛应用于食品包装领域,如饮料瓶、果汁瓶、食用油瓶等。
PET材料具有良好的耐热性和阻隔性能,可以有效保护食品的新鲜度和营养成分。
吹瓶机的吹瓶原理和工艺流程目前大部分吹瓶机都还是二步法吹瓶机,即必须先将塑料原料做成瓶胚,然后再进行吹制.现今一般常用的是PET材质的环保塑料。
统称为PET吹瓶机。
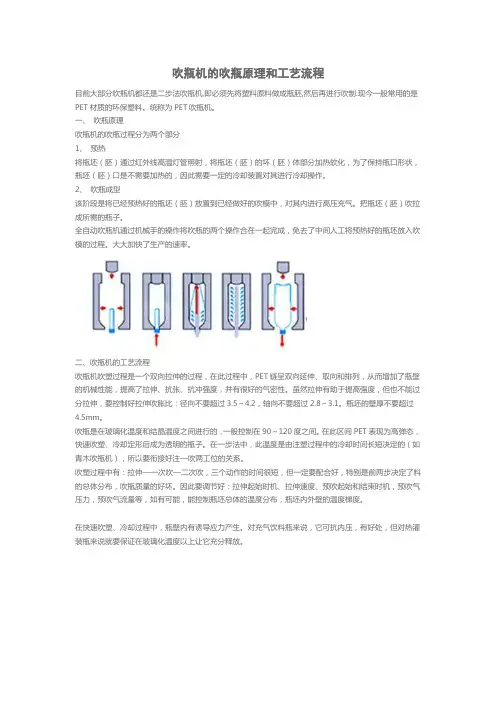
一、吹瓶原理吹瓶机的吹瓶过程分为两个部分1、预热将瓶坯(胚)通过红外线高温灯管照射,将瓶坯(胚)的坏(胚)体部分加热软化,为了保持瓶口形状,瓶坯(胚)口是不需要加热的,因此需要一定的冷却装置对其进行冷却操作。
2、吹瓶成型该阶段是将已经预热好的瓶坯(胚)放置到已经做好的吹模中,对其内进行高压充气。
把瓶坯(胚)吹拉成所需的瓶子。
全自动吹瓶机通过机械手的操作将吹瓶的两个操作合在一起完成,免去了中间人工将预热好的瓶坯放入吹模的过程。
大大加快了生产的速率。
二、吹瓶机的工艺流程吹瓶机吹塑过程是一个双向拉伸的过程,在此过程中,PET链呈双向延伸、取向和排列,从而增加了瓶壁的机械性能,提高了拉伸、抗张、抗冲强度,并有很好的气密性。
虽然拉伸有助于提高强度,但也不能过分拉伸,要控制好拉伸吹胀比:径向不要超过3.5~4.2,轴向不要超过2.8~3.1。
瓶坯的壁厚不要超过4.5mm。
吹瓶是在玻璃化温度和结晶温度之间进行的,一般控制在90~120度之间。
在此区间PET表现为高弹态,快速吹塑、冷却定形后成为透明的瓶子。
在一步法中,此温度是由注塑过程中的冷却时间长短决定的(如青木吹瓶机),所以要衔接好注—吹两工位的关系。
吹塑过程中有:拉伸—一次吹—二次吹,三个动作的时间很短,但一定要配合好,特别是前两步决定了料的总体分布,吹瓶质量的好坏。
因此要调节好:拉伸起始时机、拉伸速度、预吹起始和结束时机,预吹气压力,预吹气流量等,如有可能,能控制瓶坯总体的温度分布,瓶坯内外壁的温度梯度。
在快速吹塑、冷却过程中,瓶壁内有诱导应力产生。
对充气饮料瓶来说,它可抗内压,有好处,但对热灌装瓶来说就要保证在玻璃化温度以上让它充分释放。
吹制成形的PET瓶,主要应用于:饮料、乳品、酒类、调味品和日化品五大领域,我们凭借行业领航企业的品牌形象、先进系统的解决方案、精雕细琢的制造水平、规范强大的工程能力和有口皆碑的售后服务,赢得了国内外品牌厂商的信赖和认可,并与可口可乐、怡宝、景田、屈臣氏、中富、海洋、海天、加林山、纳爱斯等国内外著名液体(饮料)工厂建立了广泛而亲密的合作。
吹瓶工艺及解决方案篇一:吹瓶生产工艺关键控制点吹瓶生产工艺关键控制点主要由:空气、电源、冷却、拉伸组成一、空气部份由空压机、贮气灌、过滤器、干燥机组成。
在保证质量的前提下,空气分为二类:①高压气②低压气为保证质量:高压气必需在25——30kg低压气必需在11——12kg方可生产。
同时过滤器、干燥机必需正常运转。
不然有油污、污水进入瓶内。
二、吹瓶机必需正常运转,要求:不漏水、不漏电、不漏气,电压正常。
吹瓶机由合模气缸、拉杆气缸、曲臂组成。
吹气部份由高压气管、吹气线组成吹瓶机运转由气管、气动线、气缸等组成吹瓶机红外线加热部份由调压器、电流表、电机加热灯管组成。
同时有加热、保温、排气等功能,有温控仪控制。
需要加热管坯的数据,由管坯可数而定。
3、吹瓶操作进程:打开电源、合模、封口、拉伸、吹气、保压、排气、开模、伸杆、启瓶等进程。
茶方瓶吹气时间一般在7——9秒之间,保压时间2秒。
普通瓶:广口瓶吹气时间不能低于2秒,不然操作工没时间看瓶子,质量没保证。
碳酸瓶:吹气时间在——秒之间。
33g大水瓶同碳酸瓶相等。
4、在生产进程中冷却系流必需畅通。
大果粒橙吹气时间在12——15秒之间,保压2秒。
大果汁瓶,同果粒橙相等。
其它高温瓶同茶方瓶相等。
篇二:PET注坯及吹瓶工艺要点PET注坯及吹瓶工艺要点冲击强度下降。
热降解温度对干燥PET的影响很复杂,它不仅影响水气的扩散速度,还对干燥时的化学进程有影响,所以最终会影响树脂的性能。
考虑潜在的水解和热进程是超级必要的,如前所述,伴着IV的下降,水解的速度在150℃以上时加速,因为热转变进程比扩散进程快,干燥时温度过早提高是不利的。
一样,即便大部份水气可以抽走,可是太高的温度(如高过180℃)将致使热降解和热氧化(在空气干燥系统中),这样,聚合物链断裂,还释放出副产品物质,致使物理性能下降。
副产品中有AA成份,物理性能的改变会在瓶坯上表现出来,如雾状结晶、IV的下降、产品发黄等。

全自动吹瓶机工作原理
全自动吹瓶机是一种专用设备,用于制造塑料瓶和容器。
它的工作原理主要分为以下几个步骤:
1. 塑料颗粒输送:首先,将预先熔化好的塑料颗粒通过输送系统送到供料器。
2. 塑化和制品生产:供料器将塑料颗粒送入加热区域,利用高温使其熔化。
一旦塑料完全熔化,就会注入到模具中,并通过高压空气进行膨胀。
模具内部的形状将决定最终瓶子的形状和大小。
3. 冷却和脱模:在注入模具后,通过向模具注入冷却水或使用冷却气体,使塑料迅速冷却。
一旦塑料冷却凝固,模具会打开并将成品从模具中推出。
4. 切割和整形:从模具中释放的塑料件通过传送带传输到下一个工作区域。
在这里,瓶件通过切割机进行切割和整形,以去除不必要的部分。
5. 瓶口成型和品质检查:接下来,瓶子进入瓶口成型区域,通过加热等方式进行成型,以便固定瓶口的形状和尺寸。
然后,进行品质检查,包括检查瓶子的外观,尺寸和完整性。
6. 包装和堆叠:通过传送带或机械手臂等装置,将合格的瓶子转移到包装区域。
在这里,瓶子被装入包装容器中,并可以堆叠和组织成合适的方式。
7. 产品出口:最后,成品瓶子通过输送带或其他设备从全自动吹瓶机输送出去,以供进一步的包装、运输和销售。
总的来说,全自动吹瓶机通过将塑料颗粒熔化、注入模具、冷却凝固,最终形成各种规格和形状的塑料瓶子。
它可以高效地生产塑料容器,并在每个步骤中进行质量控制和检查,以确保产品符合要求。

PET瓶吹塑设备及其加工工艺PET瓶吹塑设备是一种常用于将PET原料加工成瓶子的机械设备。
PET瓶是一种广泛应用于食品、饮料、化妆品等行业的常用包装容器。
PET瓶吹塑设备的主要工艺包括预加热、挤出、吹塑和冷却等环节。
首先,PET瓶吹塑设备要对PET原料进行预加热。
PET原料通常以颗粒或片状的形式存储,需要在进入设备之前被加热到一定的温度。
预加热的目的是使PET原料变得柔软、可塑性增加,便于后续挤出和吹塑过程。
接下来,在挤出器中,被预加热的PET原料通过螺杆推进进入挤出机筒内。
在筒内,PET原料会逐渐被加热并融化。
当PET原料融化到一定程度后,通过挤出机的螺杆将融化的PET原料推到模具中。
在模具中,融化的PET原料将被吹塑成具有特定形状的瓶子。
模具的设计通常根据所需瓶子的形状和尺寸进行定制。
吹塑过程中,通过模具中的吹气系统,将高压空气喷入融化的PET原料中,使其在模具表面形成所需形状。
一旦PET瓶形成,需要经过冷却过程。
冷却可以通过喷水或空气冷却系统来完成。
冷却的目的是使吹塑完的PET瓶迅速冷却固化,以保持其形状和强度。
此外,PET瓶吹塑设备还配备有控制系统,用于控制整个加工过程的温度、速度和压力等参数。
这些参数的调节可以根据不同的PET瓶需求进行灵活调整,以确保生产出高质量的瓶子。
总而言之,PET瓶吹塑设备通过预加热、挤出、吹塑和冷却等工艺,将PET原料加工成瓶子。
这种设备广泛应用于包装行业,能够生产出各种形状、尺寸的PET瓶,为商品的包装提供了方便和保障。
PET瓶吹塑设备及其加工工艺PET(聚对苯二甲酸乙二醇酯)瓶是一种常见的塑料瓶,具有优良的透明度、耐压性和耐化学腐蚀性能,因而广泛应用于食品、饮料、化妆品等行业的包装容器。
PET瓶的制造过程中,PET瓶吹塑设备起着至关重要的作用。
本文将详细介绍PET瓶吹塑设备及其加工工艺。
PET瓶吹塑设备的工作原理是将预加热的PET原料通过挤出和吹塑的过程,形成具有特定形状和尺寸的瓶子。
吹瓶工序流程范文随着科技的发展和人们生活水平的提高,塑料瓶在日常生活中的重要性也逐渐增加。
塑料瓶制造工艺主要有注塑法和吹塑法两种,其中吹塑法以其成本低、生产效率高、生产周期短等优势,逐渐成为塑料瓶行业的主流。
以下是一个典型的塑料瓶吹制工序流程范文,供参考。
工序一:原材料准备在吹瓶工序中,所需的原材料主要为聚乙烯(PE)或聚丙烯(PP)等塑料颗粒。
首先,需要将塑料颗粒按一定的比例混合。
然后,将所需的颜色和添加剂加入到塑料颗粒中,以便制造出具有不同颜色和特性的瓶体。
工序二:预热与熔融将混合好的塑料颗粒放入吹瓶机的料斗中,并通过加热系统进行预热。
预热的目的是使塑料颗粒逐渐熔化,并达到吹瓶所需的熔融温度。
一旦塑料颗粒完全熔化,并达到了熔融温度,就可以进行下一步的吹瓶工序。
工序三:吹瓶成型通过吹瓶机,将熔化的塑料颗粒注入到模具中。
模具通常由两个半模具组成,其中一个固定在吹瓶机上,另一个可以随着吹瓶过程的进行而移动。
在注入模具后,需要关闭模具,并使两个半模具封闭在一起。
接着,通过高压气体(通常是空气)的注入,将塑料颗粒推到模具壁,使其贴近模具的内壁。
同时,通过吹塑机的模具移动装置,将模具从吹瓶机上移动到冷却位置,以便进行瓶体的冷却。
工序四:冷却与均匀化在冷却位置,吹瓶机会对塑料瓶进行冷却处理。
一般来说,采用水冷方式进行冷却,通过将冷却水从模具外缘流过,以提高冷却效果。
此外,还可以通过其他方式,如喷淋冷却等,来加快塑料瓶的冷却速度。
冷却过程中,还需要对瓶体进行均匀化处理,以保证瓶体的形状和尺寸的一致性。
工序五:瓶口处理瓶口是塑料瓶的重要部分,通常需要通过瓶口成型机进行相应的处理。
瓶口成型机的工作原理类似于吹瓶机,通过注塑的方式,在塑料瓶的瓶口处形成一个适合盖子和瓶盖使用的开孔。
这个工序的完成标志着塑料瓶的初步成型。
工序六:整形与修整塑料瓶在吹瓶工序中,瓶底一般是在一个特定的模具中完成的。
通过模具的移动装置,将瓶体的底部移动到下一工序所需的位置。
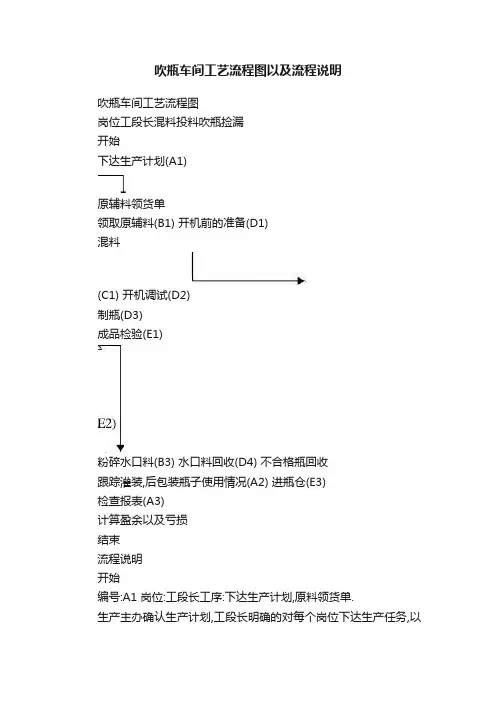
吹瓶车间工艺流程图以及流程说明吹瓶车间工艺流程图岗位工段长混料投料吹瓶捡漏开始下达生产计划(A1)原辅料领货单领取原辅料(B1) 开机前的准备(D1)混料(C1) 开机调试(D2)制瓶(D3)成品检验(E1)粉碎水口料(B3) 水口料回收(D4) 不合格瓶回收跟踪灌装,后包装瓶子使用情况(A2) 进瓶仓(E3)检查报表(A3)计算盈余以及亏损结束流程说明开始编号:A1 岗位:工段长工序:下达生产计划,原料领货单.生产主办确认生产计划,工段长明确的对每个岗位下达生产任务,以及注意事项.以生产计划到生产统计处领取原料领货单.编号:B1 岗位:混料工工序:领取原料.原辅料名称:吹瓶机所用原辅料: 5502 色母以原料领货单到仓库领取原料,确认原辅料是否符合工艺和质量要求,以及批次,生产日期,并做好记录.记录填写要求:及时、准确、真实,并且具有可追溯性.编号:D1 岗位:吹瓶工工序:开机前的准备.检查机器是否有零、部件损伤,检查螺钉是否有松脱,检查电线、电缆是否有损坏、脱落,如有损坏,应及时更换或修理;检查挤出机料斗内是否有杂物并清理干净,然后打开下料闸门。
检查各马达是否运转正常,转动方向须与箭头方向一致。
按油泵启动按钮,检查各动作是否正常,是否有漏油现象。
检查各发热圈、风机、热电耦是否正常。
检查冷却水温度、压缩空气压力是否达到规定数值。
机器升温(升温时应注意:13-20升温段要关闭.当1-12升温段达到设定数值时,打开13-20升温段升温).开启车间成品传送带回收料传送带.并调整速度到适当数值.编号:B2 岗位:混料工工序:混料,填报表原辅料之间添加比例:100:1备注:5502色母每袋是25kg.拌料过程添加回收料的比例1)吹瓶回收料添加为33% (废料来源不合格瓶、瓶头、瓶尾)2)灌装回收料添加为30% (废料来源不合格品:漏奶、封口不良等,使用方法切去带有吕膜的瓶口然后清洗干净,晾干最后粉碎)3)后段回收料添加为15% (废料来源使从杀菌车之后捡漏工捡出的不合格品:漏奶、封口不良等,使用方法切去带有吕膜的瓶口然后清洗干净,晾干最后粉碎;)备注:添加回收料之前必须对回收料进行检查,做到无水,无油,无杂质,无铁削.拌料前准备:1)检查是否有原辅料,原辅料是否合格品2)检查拌料机是否正常运转(检查电源、电眼、各个按钮)3)检查拌料时间是否调节到10分钟拌料过程:先将把拌料机盖子扣打开,打开盖子,按上面比例加入原辅料和回收料.加入回收料过程必须加入挑拣后的回收料盖上盖子,上好盖子扣调节时间(在控制箱有一个调节时间按钮时间调节到10分钟)启动拌料机(启动按钮在控制箱为绿色按钮、红色按钮为停止按钮)拌料机运行10分钟之后自动停止(停止之后代表料以拌好).备注:拌料时间10分钟/次报表填写:报表填写要求:及时、准确、真实,并且具有可追溯性.编号:C1 岗位:投料工工序:投料混合料用编织袋卸装出来,放上手拉车.到达料斗处,打开料斗盖, 检查料斗内是否有杂物并清理干净.投入混合料,(投料要求:混合料最多占用料斗空间的三分之二.)盖好料斗盖.通知吹瓶工混合料已到位.编号:D2 岗位:吹瓶工工序:开机调试.开机步骤:打开主油泵,伺服油泵,点击手动并运行一周,打开挤出电机,点击下料键(下料时螺杆应低速运转(5-10),且持续时间不得超过5分钟).点击自动画面,点击自动复位,左右自动.当料胚位置和模具内测底部成水平线时,按下启动键.不合格瓶及排除:不合格瓶:瓶尾过长过短、毛边、瓶壁薄厚不均、瓶子重量太轻或太重、瓶子吹气不足或吹不成形排除:瓶尾过长过短:当出现瓶尾过长或过短时可通过减慢或加快螺杆转速进行调节,如过是单个瓶子尾巴长度不适可调节模头上方的螺母,使其顺时针旋转可减慢下料速度使瓶尾减短,逆时针旋转可加快下料速度使瓶尾加长。

全自动吹瓶机工作原理全自动吹瓶机是一种用于生产塑料瓶的机器设备,它能够自动完成整个吹瓶的工艺流程,包括原料加热、吹瓶成型、冷却和收集等步骤。
下面将具体介绍全自动吹瓶机的工作原理。
首先,全自动吹瓶机的工作是由PLC控制系统控制的。
PLC(Programmable Logic Controller)是一种用于控制工业自动化设备的计算机控制系统,可以根据预设的程序逻辑来控制各个部件和动作。
全自动吹瓶机的工作流程大致可以分为以下几个步骤:1. 原料供给:全自动吹瓶机通常使用塑料颗粒作为原料。
原料颗粒被送入料斗中,然后通过传送带或进料装置进入预热机。
2. 原料预热:原料颗粒在预热机中通过高温加热,使其熔化成为可吹制的熔融态。
预热机通常由一对转动的螺杆组成,可以对原料进行均匀的加热、混合和融化。
3. 吹瓶成型:预热好的熔融态塑料通过螺杆进入到模具区域。
模具由一对具有空腔的金属模具组成,模具内部的形状与所需吹制的塑料瓶形状相对应。
当熔融态塑料进入模具后,空气通过模具中的空腔吹入,使塑料瓶逐渐膨胀并与模具内部的形状接触。
随着空气的继续吹入,塑料瓶成型。
4. 冷却:吹制好的塑料瓶需要经过一定时间的冷却,以固化和稳定其形状。
通常在模具上设置冷却水路,通过流动的冷却水对塑料瓶进行冷却。
冷却时间的长短会影响塑料瓶的质量和硬度。
5. 回收和收集:冷却完成后,成品塑料瓶会被自动剥离出模具,并通过传送带或其他方式进行收集或后续加工。
同时,被剥离的废品塑料也会被回收处理,以减少资源浪费。
全自动吹瓶机在工作过程中还配备了一些辅助装置,如温度控制装置、气动系统和电控系统等。
温度控制装置用于精确控制预热机和模具的温度,以确保原料能够达到适宜的熔融状态和塑料瓶的品质。
气动系统用于提供吹瓶过程中所需的空气压力,控制空气进入模具的时间和力度。
电控系统负责监控和控制全自动吹瓶机的整个工作过程,通过传感器、触摸屏和电控元件等实现对设备的操作和控制。
吹瓶机生产工艺一、引言吹瓶机是一种用于生产塑料瓶的设备,广泛应用于食品、饮料、医药等行业。
本文将详细介绍吹瓶机的生产工艺,包括原料准备、预热、吹瓶、冷却和包装等环节。
二、原料准备吹瓶机生产的原料主要是聚乙烯(PE)或聚丙烯(PP)等塑料颗粒。
首先,需要将塑料颗粒按照一定比例混合,确保原料的质量稳定。
然后,将混合好的塑料颗粒通过输送带送入熔融机中。
三、预热熔融机会将原料加热至一定温度,使其变成可塑状。
在预热过程中,需要根据不同的塑料材料和瓶子的形状来设定合适的温度和时间。
预热完毕后,熔融机会将熔融好的塑料送入吹塑机的模具中。
四、吹瓶吹塑机是吹瓶机的核心部件,通过对熔融塑料的气流控制,将其吹成瓶子的形状。
首先,模具会闭合,将熔融塑料包裹在内。
然后,高压空气会进入模具,使塑料膨胀,逐渐填满模具的形状。
随后,模具会打开,将成型好的瓶子取出。
五、冷却吹瓶成型后,瓶子仍处于高温状态,需要进行冷却。
一般采用冷风或冷水对瓶子进行降温。
冷却的目的是使瓶子快速固化,保证其形状稳定。
冷却时间一般较短,但也需要根据不同的瓶子和环境温度来调整。
六、检测冷却后的瓶子需要进行质量检测。
常见的检测项目包括瓶子的外观、尺寸、透明度等。
通过合格的检测,可以确保瓶子的质量符合要求,减少次品率。
七、包装通过自动化设备,将合格的瓶子进行包装。
包装方式可以根据需要选择,常见的包装方式有纸箱、塑料袋等。
在包装过程中,需要注意保护瓶子的外观,避免划伤或变形。
八、总结吹瓶机生产工艺是一项复杂而精细的工艺过程。
通过原料准备、预热、吹瓶、冷却和包装等环节的有序进行,可以生产出质量稳定的塑料瓶。
吹瓶机的自动化程度越高,生产效率越高,能够满足不同行业对塑料瓶的需求。
九、参考文献[1] 吹瓶机生产工艺的研究与改进[J]. 包装工程, 2019, 40(15): 112-115.[2] 吹瓶机在瓶装水生产中的应用及发展[J]. 现代包装, 2020, 41(5): 56-58.[3] 塑料瓶吹瓶机生产工艺的优化研究[J]. 塑料工业, 2018, 46(9): 18-21.。
吹瓶机原理
吹瓶机是一种用于生产塑料瓶的设备,它通过将预热的塑料颗粒吹塑成瓶形,是塑料瓶生产线中不可或缺的一环。
吹瓶机的工作原理非常复杂,需要经过多个步骤和精密的控制才能完成一次完整的生产过程。
下面我们将详细介绍吹瓶机的工作原理。
首先,塑料颗粒被放入吹瓶机的料斗中,经过加热系统进行预热。
预热的目的是使塑料颗粒变得柔软并具有一定的流动性,这样才能够在后续的吹塑过程中顺利地形成瓶形。
接下来,预热好的塑料颗粒被输送到模具区域。
吹瓶机的模具通常由两部分组成,分别是模具芯和模具腔。
当塑料颗粒进入模具区域后,模具芯和模具腔会闭合在一起,形成一个密闭的空间,塑料颗粒被挤压在其中。
随后,模具区域内的塑料颗粒被加热,使其融化并充满整个模具空间。
这一步骤需要严格控制加热温度和时间,以确保塑料能够充分融化并填充模具空间,同时又不会造成过热或烧损。
一旦塑料充满模具空间,模具芯和模具腔会开始分开,形成一个空腔。
同时,空气被注入到塑料内部,使其膨胀成瓶形。
这个过程需要精确控制注气的压力和时间,以确保塑料能够充分膨胀并保持瓶形的准确度。
最后,经过一定的冷却时间,塑料瓶会逐渐固化并变得坚硬。
模具芯和模具腔再次闭合,完成一次吹塑过程,同时,新鲜吹制的瓶子被从模具中取出,整个生产过程完成。
总的来说,吹瓶机的工作原理是通过预热、挤压、加热、注气和冷却等多个步骤,将塑料颗粒吹塑成瓶形。
整个过程需要精密的控制和高效的操作,才能够生产出高质量的塑料瓶产品。
希望通过本文的介绍,能够让大家对吹瓶机的工作原理有更深入的了解。