3钢结构的连接-焊缝连接
- 格式:ppt
- 大小:1.59 MB
- 文档页数:91
§3-1钢结构的连接钢结构的构件是由型钢、钢板等通过连接(connections)构成的,各构件再通过安装连接架构成整个结构。
因此,连接在钢结构中处于重要的枢纽地位。
在进行连接的设计时,必须遵循安全可靠、传力明确、构造简单、制造方便和节约钢材的原则。
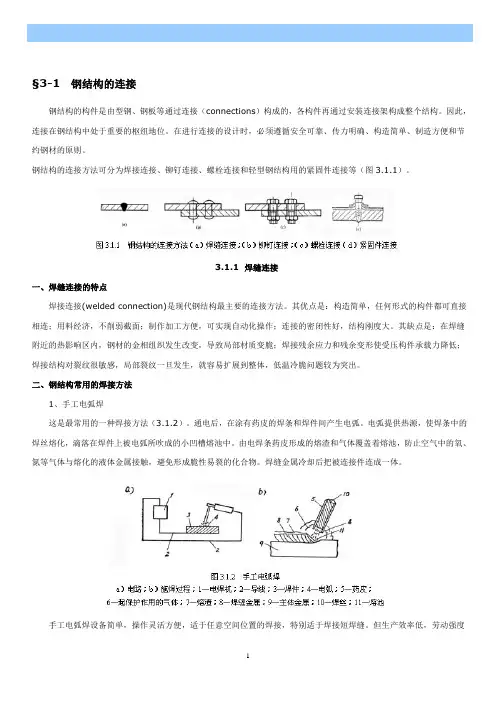
钢结构的连接方法可分为焊接连接、铆钉连接、螺栓连接和轻型钢结构用的紧固件连接等(图3.1.1)。
3.1.1 焊缝连接一、焊缝连接的特点焊接连接(welded connection)是现代钢结构最主要的连接方法。
其优点是:构造简单,任何形式的构件都可直接相连;用料经济,不削弱截面;制作加工方便,可实现自动化操作;连接的密闭性好,结构刚度大。
其缺点是:在焊缝附近的热影响区内,钢材的金相组织发生改变,导致局部材质变脆;焊接残余应力和残余变形使受压构件承载力降低;焊接结构对裂纹很敏感,局部裂纹一旦发生,就容易扩展到整体,低温冷脆问题较为突出。
二、钢结构常用的焊接方法1、手工电弧焊这是最常用的一种焊接方法(3.1.2)。
通电后,在涂有药皮的焊条和焊件间产生电弧。
电弧提供热源,使焊条中的焊丝熔化,滴落在焊件上被电弧所吹成的小凹槽熔池中。
由电焊条药皮形成的熔渣和气体覆盖着熔池,防止空气中的氧、氮等气体与熔化的液体金属接触,避免形成脆性易裂的化合物。
焊缝金属冷却后把被连接件连成一体。
手工电弧焊设备简单,操作灵活方便,适于任意空间位置的焊接,特别适于焊接短焊缝。
但生产效率低,劳动强度大,焊接质量与焊工的技术水平和精神状态有很大的关系。
手工电弧焊所用焊条应与焊件钢材(或称主体金属)相适应,例如:对Q235钢采用E43型焊条(E4300~E4328);对Q345钢采用E50型焊条(E5000~E5048);对390钢和Q420钢采用E55型焊条(E5500~E5518)。
焊条型号中字母E表示焊条类型等。
不同钢种的钢材相焊接时,宜采用低组配方案,即宜采用与低强度钢相适应的焊条。


第三章 钢结构的连接3.1 试设计双角钢与节点板的角焊缝连接(图3.80)。
钢材为Q235B ,焊条为E43型,手工焊,轴心力N=1000KN (设计值),分别采用三面围焊和两面侧焊进行设计。
解:(1)三面围焊 2160/w f f N mm = 123α=213α= 确定焊脚尺寸: ,max min 1.2 1.21012f h t mm ≤=⨯=, ,min min 1.5 1.512 5.2f h t mm ≥==, 8f h mm = 内力分配:30.7 1.2220.78125160273280273.28w f f f N h b f N KN β=⋅⋅⋅=⨯⨯⨯⨯⨯==∑3221273.281000196.69232N N N KN α=-=⨯-= 3112273.281000530.03232N N N KN α=-=⨯-= 焊缝长度计算:11530.032960.720.78160w w f fN l mm h f ≥==⋅⨯⨯⨯∑, 则实际焊缝长度为 1296830460608480wf l mm h mm '=+=≤=⨯=,取310mm 。
22196.691100.720.78160w w f f N l mm h f ≥==⋅⨯⨯⨯∑, 则实际焊缝长度为 2110811860608480wf l mm h mm '=+=≤=⨯=,取120mm 。
(2)两面侧焊确定焊脚尺寸:同上,取18f h mm =, 26f h mm = 内力分配:22110003333N N KN α==⨯=, 11210006673N N KN α==⨯= 焊缝长度计算: 116673720.720.78160w w f f N l mm h f ≥==⋅⨯⨯⨯∑,则实际焊缝长度为:mm h mm l f w48086060388283721=⨯=<=⨯+=',取390mm 。

钢结构焊缝连接技术详解焊接连接在工程中的利用率比较高,基本所有的钢结构构件都可以采用这种方法。
今天就为您具体说明,希望对您有所帮助。
焊缝连接是钢结构连接节点的一种连接方式,采用这种连接方法时,不仅对钢结构构造的要求少,而且施工工艺也简单,不会因为焊缝的存在而削弱截面强度,结构整体不会发生大的变形,刚度也比较强。
在焊接管道的过程中,采用这种方法能够保证结构的密闭性,实现自动化操作。
焊接连接与其他连接方法相比更为经济,其操作过程也已经实现了自动化。
但是,这种连接方法的缺点也比较明显。
由于局部受热,钢材的化学构造有所变化,许多元素的含量也发生了变化,导致结构容易受到脆性破坏。
在施工过程中,要保证焊接后节点处没有裂缝。
因为裂缝的存在会使节点承受较大的力而产生新的裂缝,它会沿着之前的裂缝迅速蔓延。
在焊接的过程中,加热、散热不均匀,残余应力和残余应变的存在都会导致结构受到荷载时断裂。
焊接方法主要有4种:①手工电弧焊。
利用电弧产生的3000℃的高温将涂有药皮的、与焊件钢材相似的焊条滴落在熔池中。
药皮的作用是保护焊缝,降低焊缝的脆性。
这种焊法很难控制,对工人的操作水平也有很高的要求。
②埋弧焊有自动和半自动2种操作方式,其生产效率高,所形成的焊缝结构均匀,力学性能好。
焊接时间越短,残余应变和残余应力对焊缝的影响就越小。
与手工电弧焊相比,这种焊接方法装配精密,埋弧焊中没有药皮,而是多了焊剂。
因为电弧埋在焊剂的下面,热量集中,所以,多将其用于厚杆件的焊接工程中。
③气体保护焊与埋弧焊相反,它适用于一些比较薄、比较小的焊件。
在焊接过程中,它用气体的保护代替了药皮,将焊缝与有害气体隔绝起来,而且焊缝熔化区内并没有熔渣,施工人员可以清晰地看到焊缝的形成过程。
④电阻焊主要运用的是电流在电阻中产生的热量,用热量熔化金属,再利用外界传递的压力完成焊接工作。
一般情况下,这种焊接方法的使用率并不高,它主要被用于6~12mm厚钢板的连接工程中。
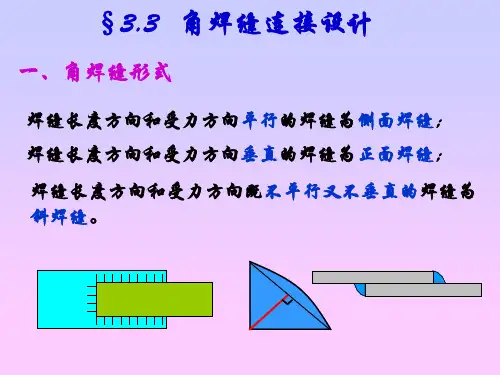
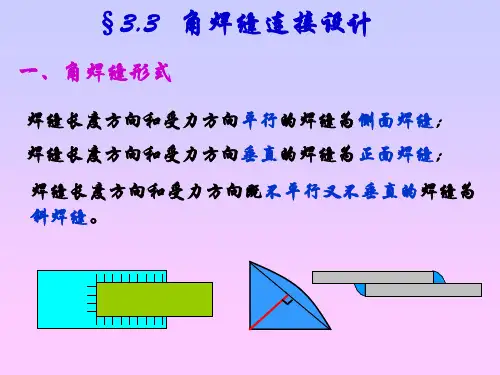
03 钢结构的连接—角焊缝第一份范本:钢结构的连接—角焊缝一、引言在钢结构中,连接是其中一个最重要的组成部分。
角焊缝作为常见的连接方式,它具有一定的特点和应用场景。
本文将详细介绍钢结构中角焊缝的定义、分类、设计要求以及实施方法等相关内容。
二、角焊缝的定义角焊缝是指通过焊接将两个或多个钢构件连接在一起的连接方式。
角焊缝可以分为直角焊缝、斜角焊缝和曲角焊缝三种形式。
三、角焊缝的分类1. 直角焊缝直角焊缝是指两个钢构件垂直交会处通过焊接形成的连接。
直角焊缝常见于角钢连接、板材拼接等情况。
2. 斜角焊缝斜角焊缝是指两个钢构件呈倾斜角度焊接形成的连接。
斜角焊缝常见于屋面结构、斜撑连接等。
3. 曲角焊缝曲角焊缝是指两个钢构件的焊缝线跟随构件的曲线走向进行焊接形成的连接。
曲角焊缝常见于圆形或弧形结构的连接。
四、角焊缝的设计要求1. 焊缝尺寸:根据受力情况和焊接材料的规定,确定焊缝的尺寸和长度。
2. 焊接材料:选择合适的焊材,根据焊接工艺要求进行预热和焊接。
3. 焊接工艺:根据焊接材料和受力情况,选择适当的焊接工艺。
4. 焊缝准备:确保焊缝的准备工作完善,包括清洁焊接表面、严密焊接间隙等。
五、角焊缝的实施方法1. 准备工作:清洁焊接表面,将两个相连的钢构件准备好。
2. 焊接布置:确定焊接位置和方向,绘制焊缝布置图。
3. 焊接操作:按照焊接工艺要求进行焊接操作,包括预热、焊接、熔渣清除等。
4. 焊后处理:对焊接缺陷进行检查、校正和修补,进行复验,确保焊缝质量合格。
六、附件本文档涉及的附件详见附表1。
七、法律名词及注释1. 焊接工艺:指焊接过程中需要遵循的规范和规程。
2. 钢构件:指用钢材制作的构件,如钢梁、钢柱等。
第二份范本:钢结构的连接—角焊缝一、前言钢结构的连接技术在建筑工程中起着至关重要的作用。
角焊缝作为一种常见的连接方式,具有自身的特点和广泛的应用。
本文将详细介绍角焊缝的定义、分类、设计要求以及实施方法等相关内容。