安川机器人应用教程图文
- 格式:pdf
- 大小:7.10 MB
- 文档页数:116
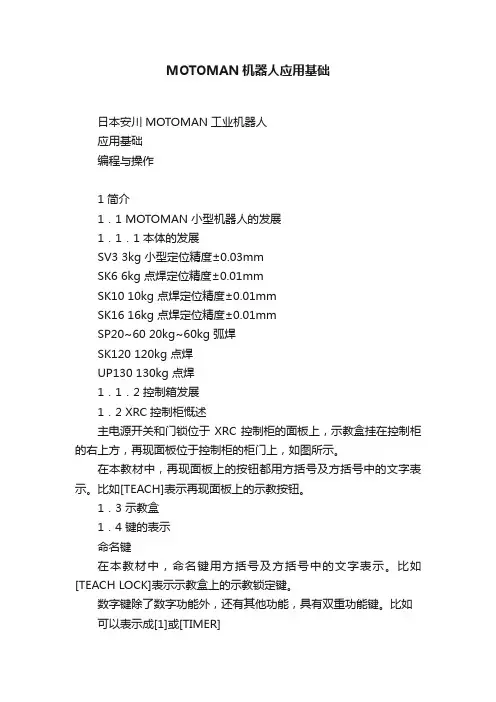
MOTOMAN机器人应用基础日本安川MOTOMAN工业机器人应用基础编程与操作1 简介1.1 MOTOMAN 小型机器人的发展1.1.1 本体的发展SV3 3kg 小型定位精度±0.03mmSK6 6kg 点焊定位精度±0.01mmSK10 10kg 点焊定位精度±0.01mmSK16 16kg 点焊定位精度±0.01mmSP20~60 20kg~60kg 弧焊SK120 120kg 点焊UP130 130kg 点焊1.1.2 控制箱发展1.2 XRC控制柜慨述主电源开关和门锁位于XRC控制柜的面板上,示教盒挂在控制柜的右上方,再现面板位于控制柜的柜门上,如图所示。
在本教材中,再现面板上的按钮都用方括号及方括号中的文字表示。
比如[TEACH]表示再现面板上的示教按钮。
1.3 示教盒1.4 键的表示命名键在本教材中,命名键用方括号及方括号中的文字表示。
比如[TEACH LOCK]表示示教盒上的示教锁定键。
数字键除了数字功能外,还有其他功能,具有双重功能键。
比如可以表示成[1]或[TIMER]●符号键符号键不用方括号来表示,而用一个小图标来表示。
●坐标轴键与数字键当同时表示所有键时,坐标轴键和数字键用“Axis Operation Keys”和“Number Keys”表示。
组合键组合键用“+”号连接表示,比如[SHIFT]+[COORD]。
1.5 屏幕说明本教材中,示教盒显示区中的菜单条目,用{×××}来表示。
比如{JOB}表示JOB菜单。
这些菜单的下拉菜单用同样的方式表示。
在本教材中,用4种屏幕视图来图解说明示教盒显示区。
1.6 操作顺序按下列操作顺序来使用机器人:1)开启XRC控制柜;2)示教机械人一种作业;3)机械人自动完成作业(称为“再现”);4)当完成作业后,关闭电源。
2 开启电源当开启电源时,总是先打开主电源开关,然后开启伺服电源。
安川机器人教程1中控机器人安川NX100 MMH6机器人教程浙江中控研究院有限公司1前言安川机器人教程分为四章。
第一章为安川NX100 MH6机器人结构及工作原理。
重点讲解该机器人的主要构成模块、内部结构及其作用以及机器人的工作原理,使大家在理论上对机器人有深入的了解。
第二章为机器人的操作及编程,重点讲解示教编程器的菜单及使用,以及通过示教编程器对机器人进行编程,在此基础上简单介绍机器人的功能扩展,使大家能熟练的操作机器人以及对机器人进行编程。
第三章为机器人下棋教程,详细讲解机器人下棋的整体工作原理、流程及操作,使大家对机器人的具体使用有深入的了解。
第四章为维护和注意事项,重点讲解机器人的维护以及在操作中需要注意的事项,确保使用的安全性和合理性。
2目录第一章安川NX100 MH6机器人结构及工作原理 ..................................................................... .. 4一、安川机器人NX100 MH6简介 ..................................................................... ...................... 4 二、安川机器人NX100 MH6的结构 ..................................................................... (6)1、电源箱 ..................................................................... . (6)2、控制箱 ..................................................................... . (7)3、本体 ..................................................................... . (12)4、示教编程器 ..................................................................... (13)5、配套设备 ..................................................................... . (14)第二章安川NX100 MH6机器人的编程和操作 ..................................................................... . (16)一、机器人的开启 ..................................................................... .. (16)1、开机前准备 ..................................................................... (16)2、开机操作 ..................................................................... .............................................. 16 二、示教编程器说明 ..................................................................... . (17)1、示教编程器外观 ..................................................................... . (17)2、示教编程器按键说明 ..................................................................... .. (18)3、示教编程器的画面显示 ..................................................................... . (23)4、示教编程器字符输入 ..................................................................... .. (27)5、动作模式 ..................................................................... .............................................. 28 三、机器人的轴与坐标系 ..................................................................... .. (29)1、机器人轴 ..................................................................... . (29)2、坐标系 ..................................................................... .................................................. 30 四、简单程序示教及再现 ..................................................................... .. (34)1、示教前准备 ..................................................................... (34)2、示教的基本步骤 ..................................................................... . (35)3、示例程序 ..................................................................... . (36)第三章机器人下棋教程 ..................................................................... .................................... 41 一、前期准备 ..................................................................... .. (41)1、配套设备的连接 ..................................................................... . (41)2、设备工作原理 ..................................................................... ................................ 43 二、机器人下棋操作流程 ..................................................................... (44)1、下棋准备 ..................................................................... . (44)2、下棋示例操作 ..................................................................... .. (45)第四章机器人安全和维护 ..................................................................... ................................ 49 一、操作安全事项 ..................................................................... (49)1、操作人员安全注意事项 ..................................................................... . (49)2、机器人的安全注意事项 ..................................................................... ...................... 51 二、机器人维护事项 ..................................................................... . (53)1、机械手保养注意事项 ..................................................................... .. (53)2、电控箱保养注意事项 ..................................................................... .. (53)3、机器人日常保养注意事项 ..................................................................... (53)3第一章安川NX100 MH6机器人结构及工作原理一、安川机器人NX100 MH6简介安川NX100 MH6机器人是由日本安川公司(YASKAWA)开发的用于工业使用的机器人,它广泛应用于浇铸、焊接、涂胶、取放、水刀切割、灌注、堆叠等工业领域。

安川机器人操作手册简易百富非凡XRC機器人操作要領入門一、開機程序打開控制箱主電源開關(NO / OFF)切至 ON位置等待掃氣完成,約3-5分鐘按下SERVO ON接通鍵→按下伺服電源啟動,燈號亮起,接通機器人伺服馬達電源,即可操作。
二、關機程序當SERVO ON ,指示燈燈號亮著時,需等待於ROBOT及滑台靜止狀態下,按下緊停鈕SERVO ON ,燈號熄滅,切斷機器人伺服馬達電源控制箱電源(NO / OFF)切至 OFF。
三、再生單次執行(用於程式教示完,之試車用)按下 TEACH (控制盒之教導鍵)教示盤上(區域切換鍵),游標移至最上排選擇第二項之管理,再按下 (SELECT) 選擇輸入密碼8個9,再按下 ENTER回車/輸入選擇第九項工具設定→操作條件→預約啟動(禁止/許可)選擇禁止,回到主目錄,選擇第一項程式→選擇需試車之程式(例如R-032)按下控制盒上之 PALY 鍵,進入在現模式。
將供料機切至自動,按下啟動鍵,送滑台至前定位,按下START , ROBOT 便會自動執行整個程式動作(注意,執行中須隨時準備押下警停鍵,以免程式中之路徑不正確,造成撞車)四、連續執行(用於程式教示完,量產用)1、確認工件種別按下TEACH →按下教示盤上之游標移至最上排選擇第二項之管理,再按下 (SELECT) 選擇輸入8個9,再按下 ENTER回車/輸入選擇第九大項工具設置→操作條件→預約啟動(禁止/許可)選擇(禁止),選擇再回到主目錄第一項,選擇啟動→程序名→選擇程式名稱。
2、執行再生到主目錄第一項,選擇啟動→程序名→選擇程式名稱按下控制盒上之 PLAY鍵將供料機切換至自動模式下按下供料機啟動鍵,供料機旋轉至定位,機器人便會自動執行整個程式動作。
五、教示之程式試運轉(程式教示完之手動再生)按下控制盒上之 TEACH選擇第一大項主菜單,選擇程式選擇要試運轉之程式,(例如:R-032)將供料機切換至自動模式,以自動啟動鍵,送供料機轉至前定位,同時按下教示盤上之 INTER LOCK 及 TEST START ,ROBOT 便會開始執行程式,放開即停止,(完全執行整個程式內容)六、程式撰寫按下控制盒上之SERVO ON ,燈號亮起按下控制盒上之 TEACH教示選擇主菜單上之程式,選擇新建程序輸入程式名稱,(例如:R-032)按下 ENTER,移動游標至最下行,選擇執行0000 NOP0001 MOVJ VJ=100 需有第一點製作,按下ENTER,(程式原點)0002 MOVL V=800 路徑之第二點0003 MOVL V=800 路徑第三點0004 MOVL V=800 路徑第四點0005 MOVL V=800 路徑第五點:↓0010 MOVL V=800 路徑第十點0011 MOVJ VJ=100 回到程式原點12 END註:程式選寫前,先決定執行者教示時ROBOT之運動模式押下教示盤COORD座標系選擇關節直角工具使用者↓↓↓↓各軸滑台工件角度自設↓程式選寫時之路徑決定修改路徑0000 NOP0001 MOVJ VJ=1000002 MOVL V=800 將游標移至行號0003 MOVL V=800 移動ROBOT至欲修改之位置押下MODIFY(變更鍵)押下ENTER (輸入鍵)修改速度0000 NOP0001 MOVJ VJ=1000002 MOVL V=800 將游標移至命令上0003 MOVL V=800 押下選擇MOVL V=800將游標移至速度上押下選擇鍵 V=輸入欲修之速度 V=1000押下ENTER確認 MOVL V=1000確認後再押下ENTER0000 NOP0001 MOVJ VJ=1000002 MOVL V=10000003 MOVL V=800插入路徑0000 NOP0001 MOVJ VJ=1000002 MOVL V=800(P1) 將ROBOT移至欲增加的點上0003 MOVL V=800 教示新的位置押下 INSERT (插入鍵)再押下 ENTER(輸入鍵)0000 NOP0001 MOVJ VJ=1000002 MOVL V=800(P1)新插入之路徑會增加在0003 MOVL V=800 (P2) 游標選擇之行號之下0004 MOVL V=800刪除路徑0000 NOP0001 MOVJ VJ=1000002 MOVL V=800(P1)將游標移至欲刪除之行號上0003 MOVL V=800(P2)押下 DELETE(刪除鍵)0004 MOVL V=800 再押 ENTER (輸入/回車鍵)0000 NOP0001 MOVJ VJ=1000002 MOVL V=800(P2)0003 MOVL V=800CALL副程式0000 NOP0001 MOVJ VJ=1000002 MOVL V=800 將游標選擇行號,按下 INFORM LIST 0003 MOVL V=800 (指令一覽表)按選擇鍵: CALL:JOB(程式)選擇JOB↓0010 MOVL V=800 選擇須要之副程式【例:(AT-ON)】0011 MOVJ VJ=100 押下選擇 CALL:(AT-ON)0012 END 押下 INSERT(插入鍵)押下 ENTER▼0000 NOP0001 MOVJ VJ=1000002 MOVL V=800 (副程式會自動加在指定行號之下)0003 CALL :(AT-ON)0003 MOVL V=800:↓0010 MOVL V=8000011 MOVJ VJ=1000012 END 行號自動加一範例:(供料機)0000 NOP 需先選擇(機器人移動座標系)方式及程式路徑(運動速度與方式)。
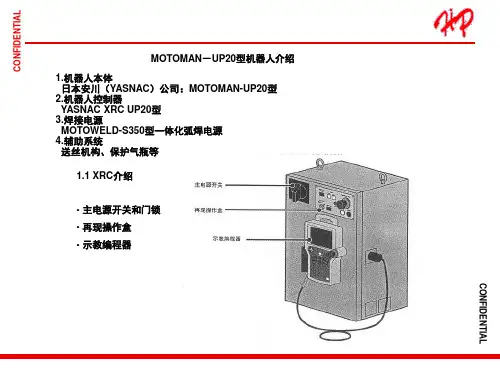
日本安川MOTOMAN工业机器人应用基础编程与操作1 简介1.1 MOTOMAN 小型机器人的发展1.1.1 本体的发展SV3 3kg 小型定位精度±0.03mmSK6 6kg 点焊定位精度±0.01mmSK10 10kg 点焊定位精度±0.01mmSK16 16kg 点焊定位精度±0.01mmSP20~60 20kg~60kg 弧焊SK120 120kg 点焊UP130 130kg 点焊1.1.2 控制箱发展1.2 XRC控制柜慨述主电源开关和门锁位于XRC控制柜的面板上,示教盒挂在控制柜的右上方,再现面板位于控制柜的柜门上,如图所示。
在本教材中,再现面板上的按钮都用方括号及方括号中的文字表示。
比如[TEACH]表示再现面板上的示教按钮。
1.3 示教盒1.4 键的表示●命名键在本教材中,命名键用方括号及方括号中的文字表示。
比如[TEACH LOCK]表示示教盒上的示教锁定键。
数字键除了数字功能外,还有其他功能,具有双重功能键。
比如可以表示成[1]或[TIMER]●符号键符号键不用方括号来表示,而用一个小图标来表示。
●坐标轴键与数字键当同时表示所有键时,坐标轴键和数字键用“Axis Operation Keys”和“Number Keys”表示。
●组合键组合键用“+”号连接表示,比如[SHIFT]+[COORD]。
1.5 屏幕说明本教材中,示教盒显示区中的菜单条目,用{×××}来表示。
比如{JOB}表示JOB菜单。
这些菜单的下拉菜单用同样的方式表示。
在本教材中,用4种屏幕视图来图解说明示教盒显示区。
1.6 操作顺序按下列操作顺序来使用机器人:1)开启XRC控制柜;2)示教机械人一种作业;3)机械人自动完成作业(称为“再现”);4)当完成作业后,关闭电源。
2 开启电源当开启电源时,总是先打开主电源开关,然后开启伺服电源。
在开启电源时,确保机械手周围区域是安全的。
安川自动线生产操作步骤
开机运转之前,需要确认以下几项。
机床方面:
确认当四台机床都没料的情况下,两台一序机床发出的信号是首件上料信号M28,两台二序机床发出的信号是首件上料信号M28。
机器人以及料道方面:
一开机后,检查上,下料道以及料道电柜上,共三个急停是否解除。
二检查机器人电柜和机器人手持操作盒的两个急停是否解除。
三机器人防护门是否关闭,如果是打开的,防护门左上方会闪烁红色的报警灯。
四启动料道,点料道电柜系统通电按键,料道电柜选择打在自动挡上,然后按料线启动按键,此时上下料道处于自动状态(上下料道都打在自动挡上)
五机器人手动回到作业原点位置,并打在远程控制模式下,然后按下料道电柜上的机器人调出主程序按键,此时机器人操作盒上会出现加工件的主程序,核对是否是所对应加工工件的主程序。
六确认正常,按料道电柜上的机器人启动按钮,机器人开始进入正常加工。
当生产人员完成当天生产量,需要清除机床内部剩余工件时,需要将加工主程序改成对应工件缩写加后缀-XIELIAO的主程序上,然后按照上述第五步和第六步进行,机器人会完成末件清除。
具体操作是选择机器人权限打开,然后点机器人操作盒左上角的程序内容按键,在子菜单下选择主程序按键,点机器人操作和右上角的选择键,同时选择要运行的主程序即可。
注明:
当下料道已经处于自动运转状态,但下料道放入工件后,却不自动运转,此情况是因为机器人给下料道处放料,人为干预,后没有继续按程序运行,导致机器人没有给料道发送完成下料信号导致。
此时需要调到程序中,找到完成卸料这一程序段,手动发送按联锁+前进按键后即可。