《钢筋接头质量检验》PPT课件
- 格式:ppt
- 大小:846.50 KB
- 文档页数:10

剥肋滚轧直螺纹钢筋接头施工工艺及质量检验一、原理介绍滚轧直螺纹钢筋接头是利用直螺纹滚丝机将钢筋的端部剥肋后滚轧成直螺纹,将已生产好的套筒与之相连接,使被连接的两根钢筋在套筒的中心部位顶紧、锁住的一种连接方式。
滚轧直螺纹钢筋接头适用于钢筋混凝土结构中的直径为16~40mm Ⅱ、Ⅲ级钢筋的同径连接或异径连接。
二、连接套筒的规格、型式连接套筒采用工厂定型产品.根据钢筋直径的不同,连接套筒有以下几种规格、型式。
表1套筒的规格表2 套筒的型式三、机具配置施工现场需配备以下机具:直螺纹滚丝机、砂轮切割机、管钳或扳手。
四、材料要求1、连接钢筋必须为Ⅱ级钢筋(HRB335)或Ⅲ级钢筋(HRB400)。
2、使用的Ⅱ、Ⅲ级钢筋的质量应符合国家标准GB1499-91、GB13014-91的要求。
3、套筒宜使用碳素结构钢或合金结构钢,供货单位应提供质量合格证书。
五、施工工艺及方法(一)、工艺流程钢筋下料钢筋直螺纹丝头加工套筒连接(二)施工方法1、钢筋下料现场钢筋滚丝必须使用砂轮切割机下料,保证切口断面与钢筋轴线垂直,要求钢筋连接端部不能有马蹄形或翘曲。
严禁用冲切或气割下料。
2、钢筋直螺纹丝头加工⑴现场搭设钢筋支架,将滚丝机放在钢筋支架的一端,使架子上钢筋的轴线与滚丝机的轴线保持一致。
⑵检查电源、电器是否安全正常,按滚丝机使用说明书给滚丝机注油、注切割液,并检查滚丝机的转向。
⑶将下料好的钢筋抬上支架,并将钢筋放在滚丝机钳槽中夹紧,锁定,以防止在加工钢筋过程中松动。
⑷钢筋夹紧后,启动冷却泵,待冷却液流出后再进行滚轧加工。
开始滚轧时,操作用力要轻,缓慢进给,防止钢筋损伤剥肋刀和滚丝轮。
⑸对丝扣进行检查,检查合格后方可继续生产。
丝头的规格和剥肋尺寸按表3控制:表3丝头规格和剥肋尺寸表⑹将滚轧好的丝头用生产厂提供的连接套筒检查,套筒旋入后应松紧适度,保证良好配合,做到牙形饱满,无裂痕,无断牙。
一般接头的丝头长度应为同规格连接套筒长度的二分之一,公差为1P(P为螺距);加长型接头的丝头长度应大于套筒长度,以满足只转动套筒进行钢筋连接的要求。
钢筋机械连接接头质量检验(2010.6.16)一、钢筋机械连接检验的类型有3种类型,即型式检验、工艺检验和现场检验。
1、接头型式检验:在下列情况应进行型式检验:(1)确定接头性能等级时;(2)材料、工艺、规格进行改动时;(3)型式检验报告超过4年时。
施工单位应将配件(如套筒)提供单位的型式检验报告列入工程验收资料,并归档留存;型式检验报告标准样式见《钢筋机械连接技术规程》(JGJ107-2010)附录B.(套筒材质为《热轧优质碳素结构园钢》GB/T699-1999);2、工艺检验:钢筋连接工程开始前,应对不同钢筋生产厂的进场钢筋进行接头工艺检验;施工过程中,更换钢筋生产厂时,应补充进行工艺检验。
工艺检验应符合下列规定:(1)每种规格钢筋的接头试件不应少于3根;(2)每根试件的抗拉强度和3根接头试件的残余变形的平均值均应符合JGJ107-2010表3.0.5和表3.0.7的规定(3)接头试件在测量残余变形后可再进行抗拉强度试验,并宜按JGJ107规程附录A表A.1.3中的单向拉伸加载制度进行试验;(4)第一次工艺检验中1根试件抗拉强度或3根试件的残余变形平均值不合格时,允许再抽3根试件进行复检,复检仍不合格时判为工艺检验不合格。
(5)应由具备上岗资格的实际操作人员,采用一样的设备、材料,在与实际施工一样的条件下操作,制成钢筋接头,送试验室进行检验合格后方可实施钢筋连接施工作业。
3、现场检验(接头抽样):应进行外观质量和接头力学性能检验,机械连接接头每500个为一检验批,不足时也为一批。
二、钢筋机械连接接头的质量跟踪1、接头的等级(以HRB335为例,σs=335,σb=455)接头应根据抗拉强度、残余变形以与高应力和大变形条件下反复拉压性能的差异,分为下列三个性能等级:Ⅰ级:接头抗拉强度等于被连接钢筋的实际拉断强度(当试件断于钢筋母材时,表明接头已满足规定要求)或不小于1.10倍钢筋抗拉强度标准值(455×1.10=50.05)(当试件断于机械接头长度区段时,应满足此要求,才能判为合格),残余变形小并具有高延性与反复拉压性能。
预埋件钢筋T形接头质量验收标准第4.6.1条预埋件钢筋T形接头的外观检查,应从同一台班内完成的同一类型成品中抽查10%,并不得少于5件。
强度检验时,以300件同类型成品作为一批。
一周内连续焊接时,可以累计计算。
一周内累计不足300件成品时,亦按一批计算。
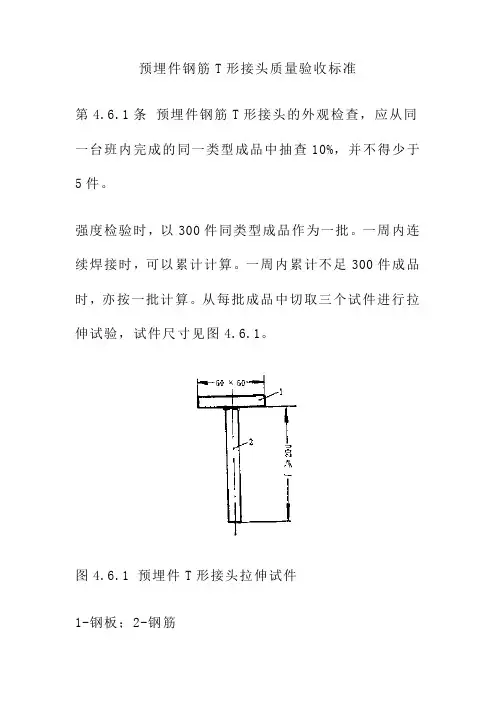
从每批成品中切取三个试件进行拉伸试验,试件尺寸见图4.6.1。
图4.6.1 预埋件T形接头拉伸试件1-钢板;2-钢筋如果从成品中切取的试件尺寸过小,不能满足试验要求时,可按生产条件制作模拟度件。
第4.6.2条预埋件钢筋埋弧压力焊接头外观检查结果应符合下列要求:一、焊包均包。
二、钢筋咬边深度不得超过0.5毫米。
三、与钳口接触处的钢筋表面无明显烧伤。
四、钢板无焊穿、凹陷现象。
五、钢筋相对钢板的直角偏差不大于4度。
六、钢筋间距偏差不大于±10毫米。
预埋件钢筋手工电弧焊接头外观检查结果,除符合上述要求外,焊脚尺寸应符合第3.4.8条第三点的规定,焊缝不得有裂纹,不得有3个直径大于1.5毫米的气孔(或夹渣)。
检查结果如有一个接头不符合上述要求时,应逐个进行检查,剔出不合格品。
不合格接头经补焊后可提交二次验收。
第4.6.3条预埋件T形接头强度检验结果,应符合下列要求:一、Ⅰ级钢筋接头不得低于3600公斤/平方厘米。
二、Ⅱ级钢筋接头不得低于5000公斤/平方厘米。
检验结果,当有一个试件不能达到上述要求时,应取双倍数量的试件进行复验。
复验结果若仍有一个试件低于上述规定数值,则该批预埋件即为不合格品。
对于不合格品采取加强焊接后,可提交二次验收。
钢筋闪光对焊接头质量标准及检验方法质量要求检查方法1、外观检查(1)、接头处应密闭完好,并有适当而均匀的镦粗变形和金属毛刺;(2)、接头处钢筋表面应没有横向裂纹;(3)、与电极接触处的钢筋表面,对于I一皿级钢筋应无明显烧伤,对于Ⅳ级钢筋应没有烧伤;负温闪光对焊时,对于Ⅱ~Ⅳ级钢筋,均不得有烧伤;(4)、接头处如发生弯折,其角度不得大于4o;(5)、接头处如发生偏心,其轴线偏移不得大于0.1d(d为钢筋直径),并不得大于2mm检验人员从焊工自检认为合格的成品中分批抽查10%的接头,且不得少于10个;当外观检查发现有1个接头不符合要求时,应逐个检查,剔除不合格品,切除热影响区后重焊2、抗拉试验(1)、3个试件的抗拉强度均不得低于该钢筋级别的规定数值,余热处理Ⅲ级钢筋接头试件的抗拉强度不得小于热轧Ⅲ级钢筋抗拉强度570MPa;(2)、至少有两个试件应断于焊缝以外,并呈延性断裂特征;当检验结果有1个试件的抗拉强度低于规定指标,或有两个试件在焊缝或热影响区发生脆性断裂时,应取双倍数量的试件进行复验。
复验结果若仍有1个试件的抗拉强度低于规定指标,或有3个试件断于焊缝或热影响区,呈脆性断裂,则该批接头即为不合格品试件应从成品中切取(当焊接定长钢筋时,可按生产条件制作模拟试件);当试验结果不能满足规定要求时,该批接头则应切除重焊;试件的切取方法与数量与抗拉试验时相同3、冷弯试验(1)、在弯心直径为2倍(Ⅰ级钢)、4倍(Ⅱ级钢)、5倍(Ⅲ级钢)及7倍(Ⅳ级钢)钢筋直径的情况下,冷弯至90o时,接头处或热影响区外侧个得出现大于0.15mm的横向裂纹(直径大于25mm的钢筋对焊接头,弯曲试验时弯心直径增加一倍钢筋直径);(2)、弯曲试验结果如有两个试件未达到上述要求,应取双倍数量的试件进行复验,复验结果当仍有3个不符合要求,该批接头即为不合格品。
冷弯试件的内侧(即受压面)应将金属毛刺和镦粗部分去除.外侧保持原状;冷弯试验在万能试验机上进行;若因条件所限,并在检验人员的参与下,也可在成型机上进行;若不合格,该批接头密切除重焊。