铁素体不锈钢的焊接
- 格式:ppt
- 大小:776.00 KB
- 文档页数:23
口 l垫皇苎
铁路货车用铁素体
不锈钢焊接试验研究
中国南车长江车辆有限公司 (湖北武汉430212)胡海平李加良 【摘要】本文对国内TCS、日本JFE41 0 Rw、德国NlRosTA4OO5mod铁素体不锈钢进行了化学成分、金相组 织、焊接试验分析。根据试验和运用情况建议对国内TCS铁素体不锈钢微合金成分进行优化改进,对焊接接头 的热影响区粗大晶粒的粒间腐蚀效应、异钟钢接头的电化学腐蚀进行试验分析研究。 从2001年起开始对对澳大利亚、欧洲铁路车辆 进行考察,澳大利亚铁路部分运煤漏斗车采用3Crl2 (X2CrNil2)铁素体不锈钢材料制造。我国既没有标 准也没有生产厂家生产这种不锈钢材料,而后找到太 钢探讨开发铁路经济型铁素体不锈钢,2003年l 1月太 钢铁素体不锈钢材料研制出来,工厂2003年l2月制造 了国内第一台载重80t的不锈钢C80敞车,样车于2005 年5月开始在大秦线进行运用考验。该材料在2005年 定名为TCS不锈钢。而澳大利亚用3Cr12材料制造的车 在运行4年后焊缝热影响区裂纹较多,后来澳大利亚 改用3Crl2Ti、5Crl2Ti以及德国ThyssenKrupp生产的 NIR0sTA4003mod、日本JFE钢铁生产的JFE410RW铁 素体不锈钢作为铁路货车车体材料。为此对三个国家的 铁素体不锈钢材料进行了试验研究。 1.三种材料的试验研究 三种材料化学成分和力学性能如表1、表2所示。 表1 化学成分(质量分数) 表2力学性能 RP0 2 A50 冷弯18O。 力学性能 硬度HBW /MPa /MPa (%) d=2a 标准 ≥345 450——650 ≥2O ≤250 完好 TC¥345 5O1 610 22.0O 完好 实测 171 47l 589 27.40 完好 标准 ≥300 ≥460 ≥2O ≤220 完好 480 565 18.0 横向 ,FE410RW 485 580 19.0 l72 实测 完好 445 525 20.0 纵向 45O 535 23_5 标准 ≥350 ≥480 ≥20 ≤220 完好 NIROSTA 横向 440 555 25 完好 4003 实测 l80 纵向 405 525 26¨5 完好 2.焊接接头力学性能比较 焊接接头母材采用TC S 345、JFE41 0RW、 (%) 材料 元素 C Si Mn P S Cr Ni Nb Cu 标准 ≤ ≤ ≤ ≤ ≤ 10-5 O-3 TC¥345 0.03 1.00 1_50 0.040 O.Ol5 l2.5 ~1.O 实测 0.03 O.50 0.99 O.014 O.O0l 11.90 O.90 0.001 0.1 ≤ ≤ 1.6 O~ ≤ ≤ 10.9 4fC十N JFE410 标准 0.025 1.00 2.0 0.040 O.Ol5 ~l2.5 ~03 RW 实测 0.02 O-22 1.80 0.020 O.OOl 11.20 0.84 0_21 0.025 NIROSTA 标准 ≤ ≤ ≤ ≤ 11 O_3~ 6×C~ l~2.5 ≤1.0 0.03 1.OH0 0.040 O.0l5 ~13 1.0 O_35 4。H03 实测 0.O2 0.43 1.45 0.011 O.0O1 10.87 O.82 O 2 0.025 O.1 NIROSTA 4003不锈 ̄N6mm),焊接材 料为E308L,焊接设备为福尼斯全 数字化脉冲焊接电源。焊接参数: I=180A,U=21~24V,保护气体为 (98.3%Ar+1.7%CO,),流量14~ 1 8L/rain,焊接速度450mm/min。 接头力学性能见表3。 从焊接接头力学性能来看, 焊接接头熔合线低温冲击值是德 国NIR0STA4003mod最高,日本 JFE410RW较高,TCS最低。其他 力学性能均合格。 参磊肛…— 古 同 速 动 圭 组 焊 接 技 术 专
4.3 铁素体及马氏体不锈钢的焊接
4.3.1铁素体不锈钢的焊接性分析
铁素体型不锈钢一般都是在室温下具有纯铁素体组织,塑性、韧性良好。由于铁素体的线膨胀系数较奥氏体的小,其焊接热裂纹和冷裂纹的问题并不突出。通常说,铁素体型不锈钢不如奥氏体不锈钢的好焊,主要是指焊接过程中可能导致焊接接头的塑性、韧性降低即发生脆化的问题。此外,铁素体不锈钢的耐蚀性及高温下长期服役可能出现的脆化也是焊接过程中不可忽视的问题。高纯铁素体钢比普通铁素体钢的焊接性要好得多。
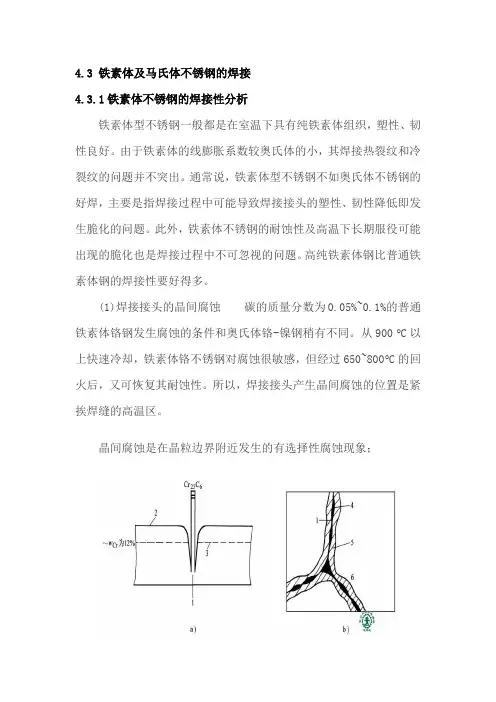
(1)焊接接头的晶间腐蚀 碳的质量分数为0.05%~0.1%的普通铁素体铬钢发生腐蚀的条件和奥氏体铬-镍钢稍有不同。从900 C以上快速冷却,铁素体铬不锈钢对腐蚀很敏感,但经过650~800C的回火后,又可恢复其耐蚀性。所以,焊接接头产生晶间腐蚀的位置是紧挨焊缝的高温区。
晶间腐蚀是在晶粒边界附近发生的有选择性腐蚀现象;
原因:贫铬理论
A不锈钢加热到450-850℃(敏化温度)区间发生
高铬F不锈钢从高温急冷发生,经 650-850℃加热缓冷可消除
(2)焊接接头的脆化 铁素体不锈钢的晶粒在900℃以上极易粗化;加热至475℃附近或自高温缓冷至475℃附近;在550~820℃温度区间停留(形成σ)相均使接头的塑性、韧性降低而脆化。
① 高温脆性 铁素体不锈钢焊接接头加热至950~1000℃以上后急冷至室温,焊接热影响区的塑性和韧性显著降低,称为“高温脆性”。其脆化程度与合金元素碳和氮的含量有关。碳、氮含量越高,焊接热影响区脆化程度就越严重。焊接接头冷却速度越快,其韧性下降值越多;如果空冷或缓冷,则对塑性影响不大。
② σ相脆化 普通纯度铁素体不锈钢中wCr>21%时,若在520~820℃之间长时间加热,即可析出σ相。σ相的形成与焊缝金属中的化学成分、组织、加热温度、保温时间以及预先冷变形等因素有关。钢中促进铁素体形成的元素如铝、硅、钼、钛和铌均能强烈地增大产生σ相的倾向;锰能使高铬钢形成σ相所需铬的含量降低;而碳和氮能稳定奥氏体相并能与铬形成化合物,会使形成σ相所需铬含量增加。镍能使形成σ相所需温度提高。由于σ相的形成有赖于Cr、Fe等原子的扩散迁移,故形成速度较慢。wCr=17%的钢只有在550℃回火1000h后才会开始析出σ相。当加入2%的Mo时,σ相析出时间大

测定双相不锈钢焊缝铁素体含量的方法
一、引言
在不锈钢焊接领域,铁素体含量的测定是非常重要的,因为它能够直接影响焊缝的性能和耐腐蚀能力。铁素体是不锈钢中的一种组织结构,对于焊接性能和力学性能具有重要影响。本文将介绍几种常见的测定双相不锈钢焊缝铁素体含量的方法,并对其优劣进行评估。
二、金相显微镜法
金相显微镜法是一种常用的测定铁素体含量的方法。它通过观察样品的金相组织结构,利用显微镜对铁素体和奥氏体进行标记和计数。该方法需要对样品进行金相腐蚀、切割和抛光等预处理工艺,并利用金相显微镜进行观察和分析。根据铁素体和奥氏体的数量和面积比例,计算出铁素体含量。这种方法准确度较高,但对操作人员要求较高,不适合大规模应用。
三、X射线衍射法
X射线衍射法是通过测定不锈钢焊缝样品中的晶体衍射图样,进行铁素体含量测定的一种常用方法。该方法需要将焊缝样品粉末化处理,然后进行X射线衍射分析。由于铁素体和奥氏体具有不同的晶体结构,它们会产生不同的衍射峰。通过测量和分析衍射峰的位置和强度,可以计算出铁素体的含量。这种方法准确度较高,但设备成本较高,需要专门的实验条件和操作技术。
四、电磁能谱法
电磁能谱法是一种利用电磁波与物质相互作用的方法,用于测定物质中的成分和含量。在测定双相不锈钢焊缝铁素体含量时,可以利用电磁能谱仪对焊缝样品进行分析。该方法基于不同物质对电磁波的吸收、散射和发射特性,通过测量电磁辐射的能谱分布,可以得到铁素体和奥氏体的含量信息。相比于前两种方法,电磁能谱法操作简单,分析速度快,适合大规模应用,但准确度相对较低。
五、综合评估
综合以上几种方法的优缺点,对于测定双相不锈钢焊缝铁素体含量,可以根据具体需求选择合适的方法。金相显微镜法准确度高,但操作较为繁琐;X射线衍射法准确度高,但设备成本高;电磁能谱法操作简单,但准确度较低。可以根据实际情况选择适合的方法进行测定,并在相应的实验条件下进行操作。
六、观点和理解

第22卷第11期2010年11月钢铁研究学报JournalofIronandSteelResearchVol.22,No.11November2010
基金项目:国家自然科学基金资助项目(50734002)作者简介:郑淮北(1984),男,博士生;Email:Zhb021233@;收稿日期:2010032612%Cr铁素体不锈钢焊接接头组织及韧性研究郑淮北1,2,叶晓宁2,王宝森2,江来珠1,2,刘振宇1,王国栋1(1.东北大学轧制技术及连轧自动化国家重点实验室,辽宁沈阳110004;2.宝山钢铁股份有限公司研究院,上海200431)摘要:对四种不同成分的12%Cr铁素体不锈钢做了焊接性试验。分析焊接接头的组织,测量了焊接接头的低温冲击功。试验结果表明,随着碳含量的增加,焊接粗晶区组织由单相铁素体逐渐转变成以马氏体为主,粗晶区宽度变窄,晶粒尺寸变小。细晶区组织以马氏体为主,组织细小均匀。熔合线处和热影响区的低温冲击功相比母材均显著降低。断裂路径分析结果表明,窄的粗晶区宽度和小的晶粒尺寸使断裂路径经过更多的奥氏体焊缝区,提高了整体的冲击韧性。关键词:铁素体不锈钢;热输入;热影响区;显微组织;冲击韧性中图分类号:TG4571文献标志码:A文章编号:10010963(2010)11002806StudyonMicrostructureandToughnessofWeldedJointof12%CrFerriticStainlessSteelZHENGHuaibei1,2,YEXiaoning2,WANGBaosen2,JIANGLaizhu1,2,LIUZhenyu1,WANGGuodong1(1.TheStateKeyLaboratoryofRollingandAutomation,NortheasternUniversity,Shenyang110004,Liaoning,China;2.ResearchInstitute,BaoshanIronandSteelCo,Ltd,Shanghai200431,China)Abstract:Weldabilitytestsforfour12%Crferriticstainlesssteelswithdifferentchemicalcompositionswerecarriedout.Microstructuresofweldedjointswereanalyzedandmeanwhilecorrespondingimpactenergiesatalowtemperatureweremeasured.Theresultsshowthatmicrostructureincoarsegrainheataffectedzone(CGHAZ)changedfromfullyferritetomainlymartensitewithanincreaseofcarboncontent.Atthesametime,thewidthofCGHAZwasnarrowedanditsgrainsizewasreduced.Microstructureinfinegrainzonewasmainlycomposedofmartensite,anditsgrainsizewasverysmallanduniform.Theimpactenergiesinfuseline(FL)andheataffectedzonewereevidentlylowerthanthevaluesofbasemetals.Accordingtotheresultsoffracturepathanalysis,anarrowwidthofCGHAZandasmallgrainsizeresultsinmoreausteniticweldbeadzoneexistinginthefracturepath,whichfinallyimprovetheimpacttoughnessofweldedjoints.Keywords:ferriticstainlesssteel;heatinput;heataffectedzone;microstructure;impacttoughness12%Cr铁素体不锈钢具有优良的耐蚀性能和机械性能,被广泛的应用在建筑结构、车辆结构和化工等领域。各不锈钢生产厂家相继开发了主要应用于货车车辆及采矿设备制造领域的12%Cr铁素体不锈钢。这类不锈钢的主要牌号有:南非哥伦布公司的3CR12,蒂森克虏伯的Nirosta4003,美国AKsteel的41003和409Ni、中国的TCS345及T4003、Sandvik的5Cr12Ti和JFE生产的410RW等[15]。铁素体不锈钢焊接时存在的主要问题是:1)焊接接头的晶间腐蚀,2)焊接接头的脆化[49]。铁素体不锈钢焊接接头的脆化主要包括:高温脆化、相脆化、475 脆化和局部马氏体引起的脆化。TCS不锈钢一般采用奥氏体焊料焊接,因此,焊缝的腐蚀性能和韧性均很优越,焊接接头的薄弱环节是焊接热影响区[10]。尤其是靠近熔合线的粗晶区由于经历的热循环峰值温度高(接近于熔点)、高温停留时间长,晶粒严重粗化,韧性较母材急剧下降,即产生严重的高温脆化。低铬铁素体不锈钢的铬含量较低,焊接时不会发生相脆化和475 脆化。本文对四种不同成分的12%Cr铁素体不锈钢做了焊接性试验,分析焊接接头的组织,测量了焊接接头的冲击功。1试验材料及方法11试验材料用150kg的真空感应炉冶炼四种不同碳含量的钢锭,然后热锻成50mm的锻坯,具体成分(质量分数,%)如表1所示。将锻坯加热到1100!保温2h,7道次热轧到6mm厚,空冷到室温。再加热到740!保温7h进行退火,450!以下出炉空冷到室温。12试验方法每种试验钢沿轧向取长为350mm宽为150mm的钢板各两块,开单边30 坡口不留钝边。用熔化极气体保护焊焊接,焊接工艺参数如表2所示。制备金相试样,用光学显微镜观察显微组织。在InstronwilsonwolpertTurkon2100B维氏硬度计上用1kg的载荷测量由焊缝中心到母材的硬度分布。将焊接接头按照GB264989∀焊接接头机械性能试验取样方法#和GB265089∀焊接接头冲击试验方法#进行取样和加工,冲击试样尺寸为5mm∃10mm∃55mm。分别在熔合线处和熔合线+1mm处(热影响区)开夏比V型缺口。在Instron9250HV示波冲击仪上测量夏比冲击试样在-20!的冲击功。用Thermocalc热力学软件计算试验钢的相图。表1试验钢化学成分(质量分数)Table1Chemicalcompositionofsteelsused%编号CNSPSiMnCrNiTiA00040009001000110331591149076032B00140009001200120301601160078033C00260011001100130281611156079033D00340013001100130301641146078033表2熔化极气体保护焊焊接工艺参数Table2WeldingconditionsofGMAW坡口形式焊丝电压电流焊接速度保护气体热输入60 V型12mmER308L24V210A500mm/minAr+25%CO206kJ/mm2试验结果及讨论21试验结果焊缝显微组织如图1所示,为奥氏体加少量的铁素体,少量铁素体的存在有效的防止了焊接热裂纹的产生。焊接粗晶区组织如图2所示,钢A粗晶区均为粗大的铁素体。钢B为马氏体加40%~50%的铁素体,钢C和D为马氏体加10%~20%的铁素体。粗晶区宽度和晶粒度如表3所示,钢C和钢D的粗晶区宽度和晶粒大小明显小于钢A和钢B。焊接细晶区组织如图3所示,细晶区组织均以马氏体为主,钢A相比其它三种钢铁素体比例明显较多。图1焊缝显微组织Fig1Microstructureofweldbead%29%第11期郑淮北等:12%Cr铁素体不锈钢焊接接头组织及韧性研究