剪板机日常保养记录表
- 格式:docx
- 大小:15.21 KB
- 文档页数:2
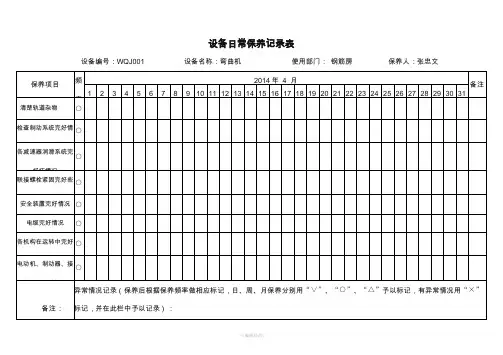
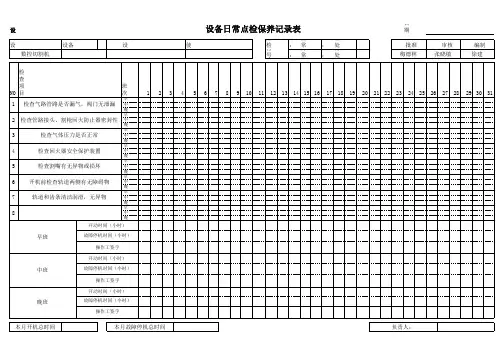
设备日常保养记录表设备编号:WQJ001 设备名称:弯曲机使用部门:钢筋房保养人:张忠文保养项目频率2014年4 月备注1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31清楚轨道杂物○检查制动系统完好情○各减速器润滑系统完好坏情况○联接螺栓紧固完好些○安全装置完好情况○电缆完好情况○各机构在运转中完好○电动机、制动器、接触器完好情况○备注:异常情况记录(保养后根据保养频率做相应标记,日、周、月保养分别用“∨”、“○”、“△”予以标记,有异常情况用“×”标记,并在此栏中予以记录):设备日常保养记录表QR6.3-04 设备编号:QGJ002 设备名称:调至切割机使用部门:钢筋房保养人:张忠文保养项目频率2012年月备注1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31清楚轨道杂物○检查制动系统完好情○各减速器润滑系统完好情况○联接螺栓紧固情况○安全装置完好情况○电缆完好情况○各机构在运转中完好○电动机、制动器、接触器完好情况○备注:异常情况记录(保养后根据保养频率做相应标记,日、周、月保养分别用“∨”、“○”、“△”予以标记,有异常情况用“×”标记,并在此栏中予以记录):设备日常保养记录表QR6.3-03 设备编号:QDJ001 设备名称:钢筋切断机使用部门:钢筋房保养人:张忠文保养项目频率2014年 4 月备注1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31检查线路油路是否完好。
○检查安全护罩,紧固接零装置○检查润滑油量线位情况○检查机床安全保险装置:行程挡铁,限位开○清理灰尘、油污∨备注:异常情况记录(保养后根据保养频率做相应标记,日、周、月保养分别用“∨”、“○”、“△”予以标记,有异常情况用“×”标记,并在此栏中予以记录):设备日常保养记录表QR6.3-05 设备编号:WQJ001 设备名称:弯曲机使用部门:钢筋房保养人:保养项目频率2012 年月备注1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31检查线路油路是否完好。
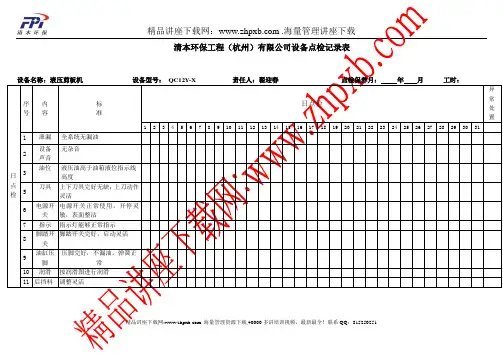
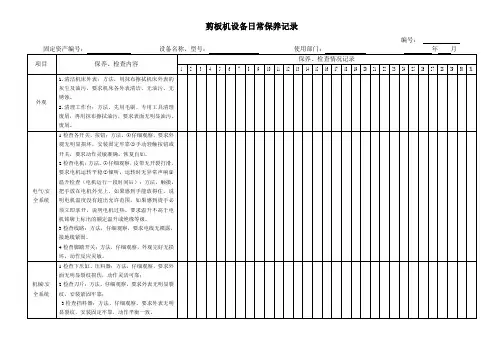
剪板机设备日常保养记录
编号:
审核人:日期:注:1. 记录用符号:正常:Z 异常:Y 故障:G 事故:S 设备完好,停机状态(无人使用):T ;
2.每个工作日由维护人员按“保养、检查内容”要求将实际情况用符号填入空格内,发生异常、故障、事故报设备管理员作好详细记录;
3.严格按设备操作规格操作,外观保养必须断开设备动力电源,根据机床润滑图表加注适合的润滑油脂;
4.检保养和检查时间填写到分钟,保养和检查时间填写到分钟,保养人为现场操作工,检查人为生产线主管。


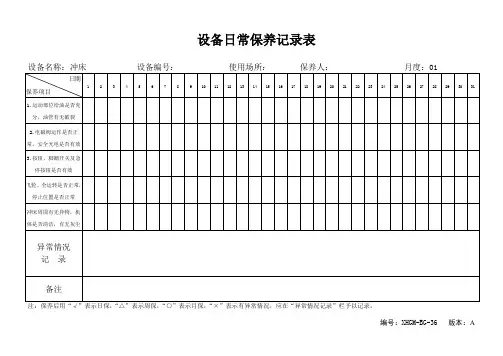
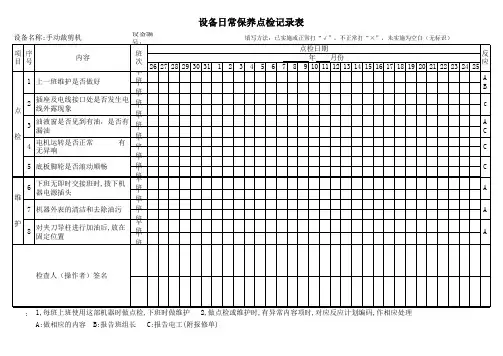
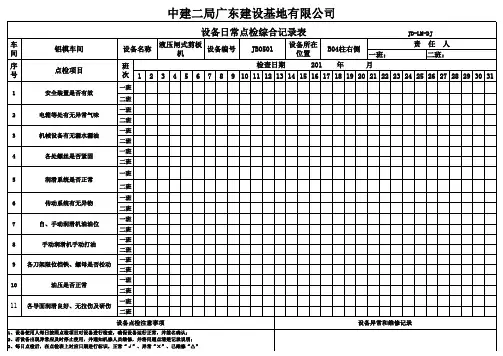
注:保养后用“√”表示日保,“△”表示周保,“○”表示月保,“×”表示有异常情况,应在“异常情况记录”栏予以记录。
编号:XHGM-BG-36版本:A
注:保养后用“√”表示日保,“△”表示周保,“○”表示月保,“×”表示有异常情况,应在“异常情况记录”栏予以记录。
编号:XHGM-BG-36版本:A
注:保养后用“√”表示日保,“△”表示周保,“○”表示月保,“×”表示有异常情况,应在“异常情况记录”栏予以记录。
编号:XHGM-BG-36版本:A
注:保养后用“√”表示日保,“△”表示周保,“○”表示月保,“×”表示有异常情况,应在“异常情况记录”栏予以记录。
编号:XHGM-BG-36版本:A
注:保养后用“√”表示日保,“△”表示周保,“○”表示月保,“×”表示有异常情况,应在“异常情况记录”栏予以记录。
编号:XHGM-BG-36版本:A。
剪板机维护保养内容及要
求
This manuscript was revised on November 28, 2020
剪板机维护保养内容及要求
1日常保养
定期时间:每班班前、班后。
作业时间:各15分钟内。
班前
检查安全装置是否灵敏可靠。
班后
擦净机床各部位,机床各部位归位。
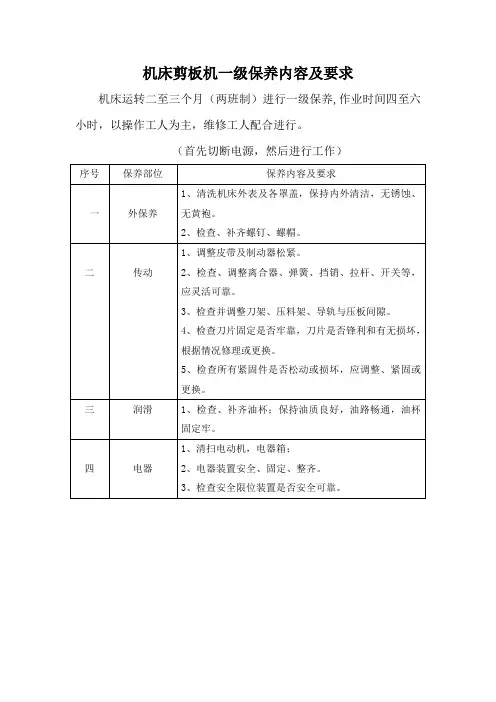
2 一级保养
定期时间:每季度一次。
作业时间:4小时内。
外表
传动
2.5液压(适应液压剪板机)
润滑
检查油杯、油孔,保持油质良好,油路畅通。
电器
3 二级保养
定期时间:每年一次。
作业时间:8小时内。
完成一级保养的各项内容(按一级保养要求)。
传动
润滑
清洗油杯、油孔,加注润滑油脂,保持油路畅通。
检查油质,清洗油箱,按周期更换液压油。
电器
检查、调整机床安装精度,使其符合规定要求。