PVD涂层硬质合金刀具材料分类分组对照表
- 格式:doc
- 大小:119.50 KB
- 文档页数:2
数控刀具型号编号规则——山特维克令狐采学事例:CNMG120408-PM 4205C:刀片形状,菱形80N:刀片后脚,负角型刀片M:公差G:刀片类型PM:刀片槽形4205:刀片牌号(材质)GC4205(HC)–P05(P01-P15)CVD涂层牌号,具有优良的耐沟槽磨损性和抗塑性变形性。
当在钢的半精加工到粗加工应用中要求高金属去除率时推荐用于稳定的工况。
能承受高温,并且不会降低干湿加工应用中的刃线安全性。
1.2.刀片牌号(车削)用于普通车削的牌号----P钢、铸钢、长切屑可锻铸铁。
基本牌号CT5015(HT)–P10(P01-P20)具有优良的抗积屑瘤和抗塑性变形能力的非涂层金属陶瓷牌号。
新型配方提高了韧性。
用于要求高表面质量与/或低切削力的低合金钢和合金钢的精加工。
fnxap<0.35mm2GC1125(HC)–M25(M10-M30PVD涂层微颗粒硬质合金。
推荐用于中等到低切削速度下各种不锈钢的精加工。
锋利的切削作用与优良的切削刃韧性相结合时,或要求很高的表面质量时,该牌号表现优异。
其很高的耐热冲击性能适用于轻间断切削。
GC1525(HC)-P15(P05-P25)PVD涂层金属陶瓷牌号。
具有优良的耐磨损性和刃口韧性。
用于低碳钢和低合金钢的精加工和半精加工。
适用于中等和高切削速度下要求高表面质量的场合。
fnxap<0.35mm2GC4205(HC)–P05(P01-P15CVD涂层牌号,具有优良的耐沟槽磨损性和抗塑性变形性。
当在钢的半精加工到粗加工应用中要求高金属去除率时推荐用于稳定的工况。
能承受高温,并且不会降低干湿加工应用中的刃线安全性。
GC4215(HC)-P15(P01-P30)用于精加工到粗加工的CVD涂层硬质合金牌号,适合于钢和钢铸件的连续切削至轻型间断切削应用。
梯度基体与耐磨涂层相结合,最佳化了硬度和韧性。
不论湿切削还是干切削均能承受高温,同时又不会牺牲刃线安全性。
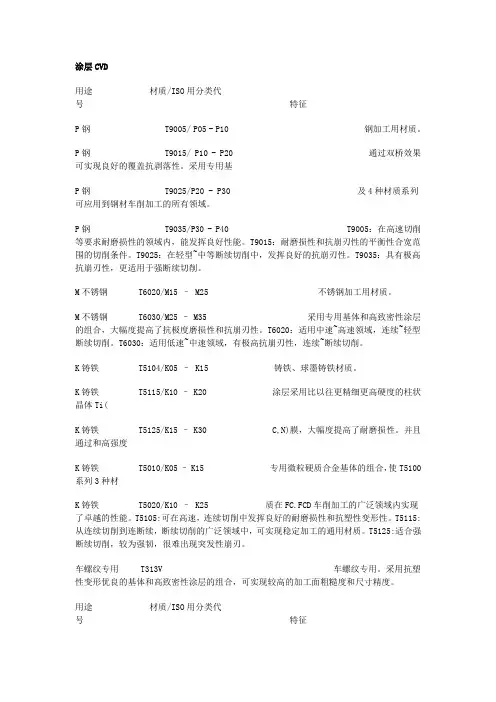
刀片材质分类Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998涂层CVD用途材质/ISO用分类代号特征P钢 T9005/ P05 - P10 钢加工用材质。
P钢 T9015/ P10 - P20 通过双桥效果可实现良好的覆盖抗剥落性。
采用专用基P钢 T9025/P20 - P30 及4种材质系列可应用到钢材车削加工的所有领域。
P钢 T9035/P30 - P40 T9005:在高速切削等要求耐磨损性的领域内,能发挥良好性能。
T9015:耐磨损性和抗崩刃性的平衡性合宽范围的切削条件。
T9025:在轻型~中等断续切削中,发挥良好的抗崩刃性。
T9035:具有极高抗崩刃性,更适用于强断续切削。
M不锈钢 T6020/M15 – M25 不锈钢加工用材质。
M不锈钢 T6030/M25 – M35 采用专用基体和高致密性涂层的组合,大幅度提高了抗极度磨损性和抗崩刃性。
T6020:适用中速~高速领域,连续~轻型断续切削。
T6030:适用低速~中速领域,有极高抗崩刃性,连续~断续切削。
K铸铁 T5104/K05 – K15 铸铁、球墨铸铁材质。
K铸铁 T5115/K10 – K20 涂层采用比以往更精细更高硬度的柱状晶体Ti(K铸铁 T5125/K15 – K30 C,N)膜,大幅度提高了耐磨损性。
并且通过和高强度K铸铁 T5010/K05 – K15 专用微粒硬质合金基体的组合,使T5100系列3种材K铸铁 T5020/K10 – K25 质在车削加工的广泛领域内实现了卓越的性能。
T5105:可在高速,连续切削中发挥良好的耐磨损性和抗塑性变形性。
T5115:从连续切削到连断续,断续切削的广泛领域中,可实现稳定加工的通用材质。
T5125:适合强断续切削,较为强韧,很难出现突发性崩刃。
车螺纹专用 T313V 车螺纹专用。
采用抗塑性变形优良的基体和高致密性涂层的组合,可实现较高的加工面粗糙度和尺寸精度。
涂层CVD用途材质/ISO用分类代号特征P钢 T9005/ P05 - P10 钢加工用材质。
P钢 T9015/ P10 - P20 通过双桥效果可实现良好的覆盖抗剥落性。
采用专用基P钢 T9025/P20 - P30 及4种材质系列可应用到钢材车削加工的所有领域。
P钢 T9035/P30 - P40 T9005:在高速切削等要求耐磨损性的领域内,能发挥良好性能。
T9015:耐磨损性和抗崩刃性的平衡性合宽范围的切削条件。
T9025:在轻型~中等断续切削中,发挥良好的抗崩刃性。
T9035:具有极高抗崩刃性,更适用于强断续切削。
M不锈钢 T6020/M15 – M25 不锈钢加工用材质。
M不锈钢 T6030/M25 – M35 采用专用基体和高致密性涂层的组合,大幅度提高了抗极度磨损性和抗崩刃性。
T6020:适用中速~高速领域,连续~轻型断续切削。
T6030:适用低速~中速领域,有极高抗崩刃性,连续~断续切削。
K铸铁 T5104/K05 – K15 铸铁、球墨铸铁材质。
K铸铁 T5115/K10 – K20 涂层采用比以往更精细更高硬度的柱状晶体Ti(K铸铁 T5125/K15 – K30 C,N)膜,大幅度提高了耐磨损性。
并且通过和高强度K铸铁 T5010/K05 –K15 专用微粒硬质合金基体的组合,使T5100系列3种材K铸铁 T5020/K10 – K25 质在FC.FCD车削加工的广泛领域内实现了卓越的性能。
T5105:可在高速,连续切削中发挥良好的耐磨损性和抗塑性变形性。
T5115:从连续切削到连断续,断续切削的广泛领域中,可实现稳定加工的通用材质。
T5125:适合强断续切削,较为强韧,很难出现突发性崩刃。
车螺纹专用 T313V 车螺纹专用。
采用抗塑性变形优良的基体和高致密性涂层的组合,可实现较高的加工面粗糙度和尺寸精度。
用途材质/ISO用分类代号特征P钢 T3030/P20 – P40 钢,不锈钢加工用材质。
展会刀片明细表在本届展览会上,重点展出的是涂层硬质合金新牌号,而未涂层的硬质合金刀片参展的厂商很少,可以说开发硬质合金涂层刀片新牌号代表当今硬质合金刀片品种的发展方向,且大都为多层复合涂层。
下面介绍儿种参展的新开发的硬质合金刀片。
1.Krupp Widia公司的新一代涂层刀片该公司所开发的切螺纹用的Widiaplas Tpc15、铣削用的Widiaplas Tpc25和开槽用的Widiaplas Tpc35等三种涂层刀片是在自制的等离子CVD涂层装置上进行的。
该装置集CVD和PVD方法的优点,即涂层温度低,从而使基体保持了原有的韧性,适应于断续加工。
此外,该公司推出的Widiaclur TN250,也是一种多涂层刀片,该刀片设计独特,适于车削加工,尤其是适应于加工长切屑材料如钢、铁素体不锈钢及马氏体钢等。
2.Kennameta1公司的KC762Mn片该刀片是一种三涂层刀片,即先在高钻基体上用CVD方法涂一层TiN,再涂一层TiCN作中间层,最后用PVD方法在表面上涂一层TiN。
据称,这种涂复方法是耐磨性与抗崩刃性最好的搭配方法。
该刀片适于高速铣削钢材。
3.Sandyik公司的GC415、GC435刀片GC415和GC435是两种新型硬质合金刀片,其切削刃形状有较大改进,寿命延长4倍左右。
GC415的特点是耐磨性高,不易产生剥落,适于钢和铸铁的高速切削加工;GC435的特点是韧性好,崩刃和破损明显减少。
4.Iscar公司的IC805(相当于P05~30,K05~20)IC805刀片的涂层结构为:TiC+A1203+TiN+新的基体材料,适应于加工钢、合金钢和铸铁;IC825(相当于P10~35)的涂层结构为:TiCN+TiC+TiN+基体,适应于以低或中等进给量高速或中速切削。
与刀片复合涂层相配合,各厂商推出了一系列新的刀片槽形设计。
除有常规的直槽、斜槽、曲线刃和多级断屑槽外,还出现了各种形状的小凸起、凹坑和曲面槽等。
涂层CVD用途材质/ISO用分类代号特征P钢 T9005/ P05 - P10 钢加工用材质。
P钢 T9015/ P10 - P20 通过双桥效果可实现良好的覆盖抗剥落性。
采用专用基P钢 T9025/P20 - P30 及4种材质系列可应用到钢材车削加工的所有领域。
P钢 T9035/P30 - P40 T9005:在高速切削等要求耐磨损性的领域内,能发挥良好性能。
T9015:耐磨损性和抗崩刃性的平衡性合宽范围的切削条件。
T9025:在轻型~中等断续切削中,发挥良好的抗崩刃性。
T9035:具有极高抗崩刃性,更适用于强断续切削。
M不锈钢 T6020/M15 – M25 不锈钢加工用材质。
M不锈钢 T6030/M25 – M35 采用专用基体和高致密性涂层的组合,大幅度提高了抗极度磨损性和抗崩刃性。
T6020:适用中速~高速领域,连续~轻型断续切削。
T6030:适用低速~中速领域,有极高抗崩刃性,连续~断续切削。
K铸铁 T5104/K05 – K15 铸铁、球墨铸铁材质。
K铸铁 T5115/K10 – K20 涂层采用比以往更精细更高硬度的柱状晶体Ti(K铸铁 T5125/K15 – K30 C,N)膜,大幅度提高了耐磨损性。
并且通过和高强度K铸铁 T5010/K05 –K15 专用微粒硬质合金基体的组合,使T5100系列3种材K铸铁 T5020/K10 – K25 质在FC.FCD车削加工的广泛领域内实现了卓越的性能。
T5105:可在高速,连续切削中发挥良好的耐磨损性和抗塑性变形性。
T5115:从连续切削到连断续,断续切削的广泛领域中,可实现稳定加工的通用材质。
T5125:适合强断续切削,较为强韧,很难出现突发性崩刃。
车螺纹专用 T313V 车螺纹专用。
采用抗塑性变形优良的基体和高致密性涂层的组合,可实现较高的加工面粗糙度和尺寸精度。
用途材质/ISO用分类代号特征P钢 T3030/P20 – P40 钢,不锈钢加工用材质。
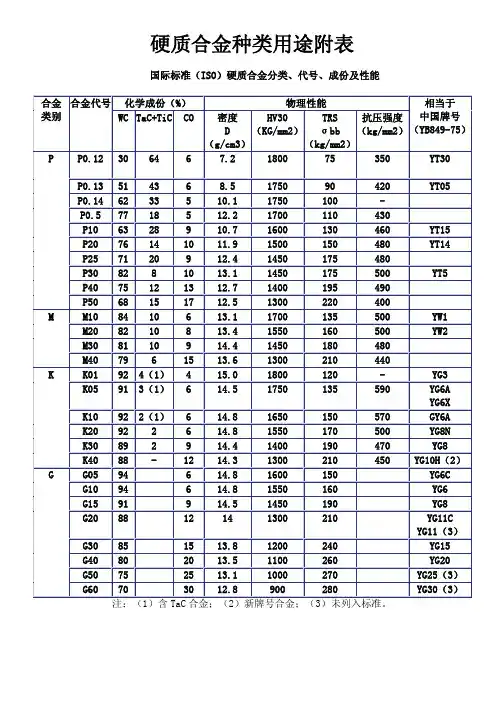
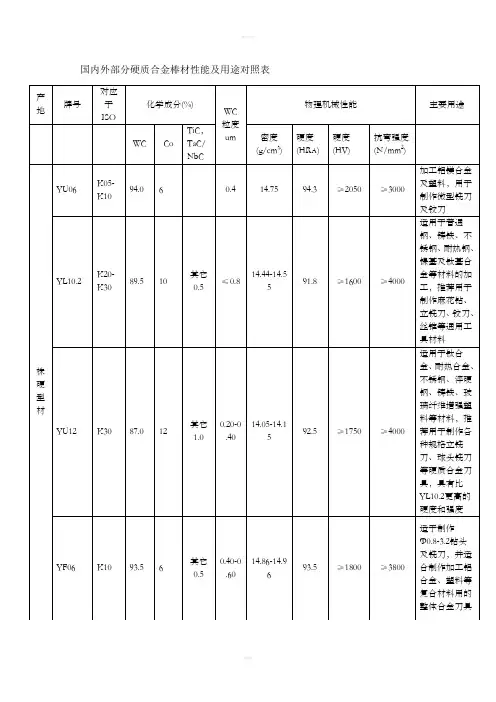
硬质合金种类用途附表 国际标准(ISO)硬质合金分类、代号、成份及性能合金 类别合金代号化学成份(%)物理性能相当于中国牌号(YB849-75)WC TaC+TiC CO密度D(g/cm3)HV30(KG/mm2)TRSσbb(kg/mm2)抗压强度(kg/mm2)P P0.12306467.2180075350YT30P0.13514368.5175090420YT05P0.146233510.11750100-P0.57718512.21700110430P106328910.71600130460YT15P2076141011.91500150480YT14P257120912.41450175480P308281013.11450175500YT5P4075121312.71400195490P5068151712.51300220400M M108410613.11700135500YW1 M208210813.41550160500YW2M308110914.41450180480M407961513.61300210440K K01924(1)415.01800120-YG3 K05913(1)614.51750135590YG6AYG6X K10922(1)614.81650150570GY6AK20922614.81550170500YG8NK30892914.41400190470YG8K4088-1214.31300210450YG10H(2)G G0594614.81600150YG6CG1094614.81550160YG6G1591914.51450190YG8G208812141300210YG11CYG11(3)G3*******.81200240YG15G4*******.51100260YG20G5*******.11000270YG25(3)G6*******.8900280YG30(3)注:(1)含TaC合金;(2)新牌号合金;(3)未列入标准。
刀具分类LAMINA是瑞士顶级的硬质合金刀具1、瑞士PVD物理涂层技术,TiAlN复合涂层≈10um,涂层厚度居同行之首。
2、仅需一个牌号就能够应付各种不同工件材料的加工,减少选刀和换刀时间,大大提高生产效率,降低用户库存数。
3、LAMINA生产的任何一片刀片,加工性能及寿命都比竞争对手更好或至少对等,是目前全球性价比最高、最具市场影响力品牌之一。
4、LT10涂层系列(车削加工专用牌号)非合金钢、合金钢、不锈钢、铸钢、钢铁、钛合金、镍合金等; LT10 CR涂层系列特别适合加工一些类似钛镍合金等难加工材质。
另有CNMP、TNMP、WNMP大前角特殊槽形为加工不锈钢及特殊材质之首选,但不适用于断续切削; LT30涂层系列(铣削加工专用牌号); LT05涂层系列(铝加工专用牌号)。
京瓷材质匹配材料日本京瓷KYOCERA主要以陶瓷刀具为主,产品主要有外圆、内孔车刀杆,切槽、切断刀杆、刀片,螺纹刀杆刀片(牙刀片)等辅以各种材质适合各种条件加工的ISO一般可转位刀片;及外圆车削刀片,内圆车削、及小零件加工专用、螺纹加工用ISO 刀片及钻孔加工专用刀片刀杆等;另外面铣加工及复合加工,京瓷刀具也有其独特之处。
京瓷公司的尚乐特系列拥有多种材质满足现代更高要求的金属加工用;目前京瓷公司尚特乐系列主要有涂层硬质合金,涂层微粒硬质合金、硬质合金、PCD及CBN等材质。
PCD超微粒金钢石材质:刀片主要用于非铁金属;主要用于铝及非铁金属精加工外圆、钻孔切槽等;如尚乐特表示为KPD001、KPD002、KPD010、KPD025材质。
CBN材质:主要用于高硬度材料用和铸铁用适合高硬材料的外圆加工高硬小零件的仿形加工及高硬材料的钻孔、切槽加工等;如尚乐特表示为KBN525、KBN10B、KBN25B、KBN51O、KBN65B、KBN900、KBN35N等KBN系列刀片。
陶瓷:主要用于高硬度材料及铸铁的低成本加工如氧化铝用KA30氧化铝+氧化钛用的A66N、A65氧化铝用KS500、KS600等材质。
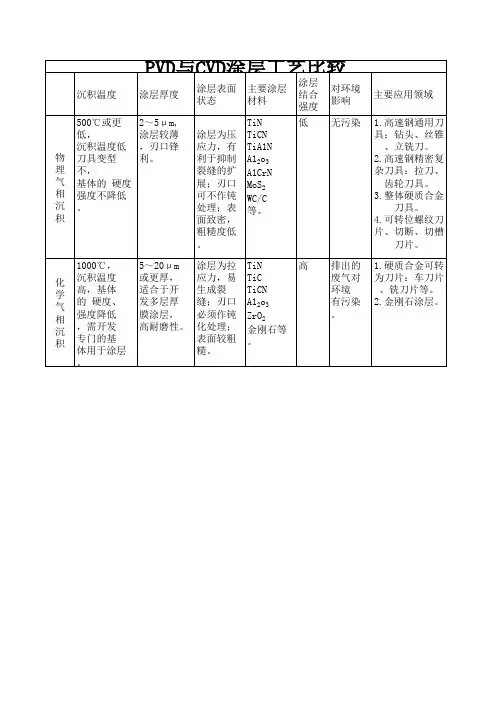
PVD涂层超微粒硬质合金随着近几年竞争愈加激烈,对制造业提出了更高的要求。
在切削加工领域,通过高速、大进给加工以提高加工效率,缩短加工时间;使用精密刀具实现高精度、高品质加工以提高附加价值;延长刀具寿命以降低刀具使用成本;使用最新技术的刀具以改变加工工序(由研磨、电火花加工变更为切削加工)等各方面,机加工用户提出了越来越高的要求,切削刀具发挥了非常大的作用。
在各种刀具材质中,PVD涂层超微粒硬质合金的进步最为显著。
其优异的性能大幅推动了模具和汽车零部件等钻削加工技术的发展。
到目前为止,CVD硬质合金材质为主流的车削加工中也发挥了出色的性能。
下面对“PVD涂层超微粒硬质合金”技术及最新的加工实例进行介绍。
超微粒硬质合金硬质合金是主要成分的Wc(碳化钨、高硬度脆性材料)分散在Co(钴、低硬度高韧性材料)中的复合材料,是兼顾硬度与抗弯曲强度的硬质材料中的一种。
目前的切削刀具用材料中,在以上的硬质合金上通过CVD(化学涂层法)PVD(物理涂层法)施加可承受高速切削的Al2O3或(Ti、Al)N等涂层的硬质合金涂层材料占据主要位置。
Co含量和Wc颗粒大小等要素决定了硬质合金的性质。
Co含量越少的硬质合金的硬度、抗压缩强度、刚性越高,但同时抗冲击值越低;Wc颗粒越小的硬质合金的硬度、抗弯曲强度越高,但同时其韧性值越低。
超微粒硬质合金是为同时提高硬度和抗弯曲强度而开发的合金材料,与普通的硬质合金相比,在硬度相同时具有强度高、在强度相同时具有硬度高的特点。
普通硬质合金的Wc颗粒为1—6μm(μ=10-6)左右,超微粒硬质合金的Wc颗粒为0.6μm左右,因为非常微小所以Wc颗粒周围起到粘结作用的Co成分的厚度薄,同时,折断起始尺寸小使抗弯曲强度高。
超微粒硬质合金最初在细径钻头、立铣刀等整体硬质合金刀具使用,最近也开始用于可转位刀片。
但是,虽然超微粒硬质合金在低温下显示优异的特性,可在高温状态下容易出现慢性变形,在切削速度高的情况下使用时,有时会产生塑性变形、磨损增大等现象,请予以注意。
数控刀具型号编号规则——山特维克事例:CNMG120408-PM 4205C:刀片形状,菱形80N:刀片后脚,负角型刀片M:公差G:刀片类型PM:刀片槽形4205:刀片牌号(材质)GC4205(HC)–P05(P01-P15)CVD涂层牌号,具有优良的耐沟槽磨损性和抗塑性变形性。
当在钢的半精加工到粗加工应用中要求高金属去除率时推荐用于稳定的工况。
能承受高温,并且不会降低干湿加工应用中的刃线安全性。
1.2.刀片牌号(车削)用于普通车削的牌号----P钢、铸钢、长切屑可锻铸铁。
基本牌号CT5015(HT)–P10(P01-P20)具有优良的抗积屑瘤和抗塑性变形能力的非涂层金属瓷牌号。
新型配方提高了韧性。
用于要求高表面质量与/或低切削力的低合金钢和合金钢的精加工。
fnxap<0.35mm2GC1125(HC)–M25(M10-M30PVD涂层微颗粒硬质合金。
推荐用于中等到低切削速度下各种不锈钢的精加工。
锋利的切削作用与优良的切削刃韧性相结合时,或要求很高的表面质量时,该牌号表现优异。
其很高的耐热冲击性能适用于轻间断切削。
GC1525(HC)-P15(P05-P25)PVD涂层金属瓷牌号。
具有优良的耐磨损性和刃口韧性。
用于低碳钢和低合金钢的精加工和半精加工。
适用于中等和高切削速度下要求高表面质量的场合。
fnxap<0.35mm2GC4205(HC)–P05(P01-P15CVD涂层牌号,具有优良的耐沟槽磨损性和抗塑性变形性。
当在钢的半精加工到粗加工应用中要求高金属去除率时推荐用于稳定的工况。
能承受高温,并且不会降低干湿加工应用中的刃线安全性。
GC4215(HC)-P15(P01-P30)用于精加工到粗加工的CVD涂层硬质合金牌号,适合于钢和钢铸件的连续切削至轻型间断切削应用。
梯度基体与耐磨涂层相结合,最佳化了硬度和韧性。
不论湿切削还是干切削均能承受高温,同时又不会牺牲刃线安全性。
GC4225(HC)-P25(P10-P40CVD涂层硬质合金材质,用于钢和钢铸件的精加工到粗加工。
涂层CVD用途材质/ISO用分类代号特征P钢 T9005/ P05 - P10 钢加工用材质。
P钢 T9015/ P10 - P20 通过双桥效果可实现良好的覆盖抗剥落性。
采用专用基P钢 T9025/P20 - P30 及4种材质系列可应用到钢材车削加工的所有领域。
P钢 T9035/P30 - P40 T9005:在高速切削等要求耐磨损性的领域内,能发挥良好性能。
T9015:耐磨损性和抗崩刃性的平衡性合宽范围的切削条件。
T9025:在轻型~中等断续切削中,发挥良好的抗崩刃性。
T9035:具有极高抗崩刃性,更适用于强断续切削。
M不锈钢 T6020/M15 –M25 不锈钢加工用材质。
M不锈钢 T6030/M25 –M35 采用专用基体和高致密性涂层的组合,大幅度提高了抗极度磨损性和抗崩刃性。
T6020:适用中速~高速领域,连续~轻型断续切削。
T6030:适用低速~中速领域,有极高抗崩刃性,连续~断续切削。
K铸铁 T5104/K05 – K15 铸铁、球墨铸铁材质。
K铸铁 T5115/K10 –K20 涂层采用比以往更精细更高硬度的柱状晶体Ti(K铸铁 T5125/K15 –K30 C,N)膜,大幅度提高了耐磨损性。
并且通过和高强度K铸铁 T5010/K05 –K15 专用微粒硬质合金基体的组合,使T5100系列3种材K铸铁 T5020/K10 – K25 质在FC.FCD车削加工的广泛领域内实现了卓越的性能。
T5105:可在高速,连续切削中发挥良好的耐磨损性和抗塑性变形性。
T5115:从连续切削到连断续,断续切削的广泛领域中,可实现稳定加工的通用材质。
T5125:适合强断续切削,较为强韧,很难出现突发性崩刃。
车螺纹专用 T313V 车螺纹专用。
采用抗塑性变形优良的基体和高致密性涂层的组合,可实现较高的加工面粗糙度和尺寸精度。
用途材质/ISO用分类代号特征P钢 T3030/P20 –P40 钢,不锈钢加工用材质。
肯纳刀片材质表:(自己收集,如有错误,请见谅)KC5510材质结构:晶粒细化的硬质合金,配以先进的PVD TiAlN涂层.应用:KC5510是专门为高效率加工高温合金而设计的刀片材质.超级晶粒细化的硬质合金包含6%的基结构.具有极强的韧性。
先进的PVD涂层使刀片具有极强的抗变形能力,所以可比其它PVD涂层刀具提高两倍以上的切削速度进行加工。
KC5525材质结构:晶粒细化的高钴硬质合金,配以先进的PVD TiAlN涂层.应用:和KC5510一样具有先进的PVD涂层,同时拥有极晶细化的硬质合金10%钴基,高含量的钴为刀片在断续切削时提供了更高的刃口安全性。
而且在高切削速度情况下保持抗变形能力,得益于同样细化的WC颗粒,可用于高温合金的中等到重型断续切削。
KU10T材质结构:极具抗变形能力的硬质合金基体.配有先进的PVD涂层。
应用:KU10T是理想的用于半精加工的通用刀片材质。
在加工状况稳定的情况下加工大多数钢、不锈钢、铸铁、非铁金属和高合金钢时表现优良.KU10T同样在加工淬硬钢和短屑材料时表现优良。
KU25T材质结构:具有高韧性的和高耐磨性的硬质合金基体,并配以先进的PVD涂层.应用:KU25T是大多数工件材料理想的精加工到通用加工刀片材料。
比切断加工。
在加工状况稳定的情况下,可加工大多数钢、不锈钢、铸铁、非铁金属和高合金钢。
KU25T可以有效地加工淬硬钢和短屑工件材料。
KC8050材质结构:新研平的带有厚氧化铝涂层的富钴硬质合金刀片材质。
应用:对于大范围的工件材料(钢、不锈钢、铸铁)从粗加工到精加工都有良好的加工表现。
适应性强。
极具有耐磨性能和防止细微崩碎,使工件表面加工质量优良。
在加工钢和铸铁时,则推存使用的是具有正前角的-MP和—FP槽型。
KC9040材质结构:富钴基体的硬质合金,配以氧化铝涂层的刀片材质.应用:适用于对刃口安全性有要求时,所有类型的钢、不锈钢和大多数工件材料的重型加工粗加工.特殊加工中。