移动各种代码说明
- 格式:doc
- 大小:152.50 KB
- 文档页数:3

FANUC车床G代码切螺纹(G32)1、格式G32 X(U)_Z(W)_F_;G32 X(U) _Z(W)_E_;F--螺纹导程设置E--螺距(毫米)X(U)__ Z(W)__螺纹切削的终点坐标值在编制切螺纹程序时应当带主轴转速RPM均匀控制的功能(G97),并且要考虑螺距部分的某些特性。
在螺纹切削方式下移动速率控制和主轴速率控制功能将被忽略。
而且在送进保持按钮起作用时,其移动进程在完成一个切削循环后就停止了。
X省略时为圆柱螺纹切削,Z 省略时为端面螺纹切削;X、Z均布省略时为锥螺纹切削;F为导程。
螺纹切削应注意在两端设置足够的升速进刀段和降速退刀段。
2、举例G00 X29.4;(1循环切削)G32 Z-23. F0.2;G00 X32;Z4;X29;(2切削循环)G32 Z-23. F0.2;G00 X32;Z4刀具直径偏置功能(G40/G41/G42)精加工循环(G70)G7l U(△d) R(e);G71 P(ns) Q(nƒ) u(△u) W(△ω) F(ƒ) S(s) T(t);G70 P(ns) Q(nƒ);格式中,△d为切削深度(半径值指定,不带正负符号,且为模态指令);e为退刀量(模态指令);ns为精车程序段的开始段落号;nƒ为精车程序段的结束段落号;△u为x轴方向的精车余量(有正负符号,直径指令);△ω为z轴方向的精车余量(有正负符号);ƒ、s、t为粗加工循环中的进给速度、主轴转速及刀具功能;G70为精车循环,该命令不能单独使用,需在粗车复合循环指令之后。
精加工时,G71等中的F、S、T指令无效,只有在ns~nf中的才有效。
该指令执行如图所示的粗加工和精加工,其中其精加工路径为A→A′→B′→B的轨迹。
1.采用复合固定循环需设置一个循环起点,刀具按照数控系统安排的路径一层一层按照直线插补形式分刀车削成阶梯形状,最后沿着粗车轮廓车削一刀,然后返回到循环起点完成粗车循环。
▊IMSI国际移动用户识别码(IMSI:International Mobile Subscriber Identification Number)是区别移动用户的标志,储存在SIM卡中,可用于区别移动用户的有效信息。
其总长度不超过15位,同样使用0~9的数字。
其中MCC是移动用户所属国家代号,占3位数字,中国的MCC规定为460;MNC是移动网号码,由两位或者三位数字组成,中国移动的移动网络编码(MNC)为00;用于识别移动用户所归属的移动通信网;MSIN是移动用户识别码,用以识别某一移动通信网中的移动用户。
国际上为唯一识别一个移动用户所分配的号码。
IMSI共有15位,其结构如下:MCC+MNC+MSIN▊PLMN IDPublic Land Mobile Network ID,公共陆地移动网络ID, 由政府或它所批准的经营者,为公众提供陆地移动通信业务目的而建立和经营的网络标识。
PLMN = MCC + MNC,例如中国移动的PLMN为46000,中国联通的PLMN为46001。
▊MCCMobile Country Code 移动设备国家代码三个数字,如中国为460。
▊MNC移动设备网络代码(Mobile Network Code,MNC)是与移动设备国家代码(Mobile Country Code,MCC)(也称为“MCC / MNC”)相结合,以用来表示唯一一个的移动设备的网络运营商。
由所在国家分配,通常2~3数字组成。
▊MSINMobile Subscriber Identification Number 移动用户识别号码10-11位,其结构如下:CC+M0M1M2M3+ABCDCC由不同运营商分配,其中的M0M1M2M3和MDN号码中的H0H1H2H3可存在对应关系,ABCD四位为自由分配。
▊GUTIGlobally Unique Temporary UE Identity,全球唯一临时UE标识。
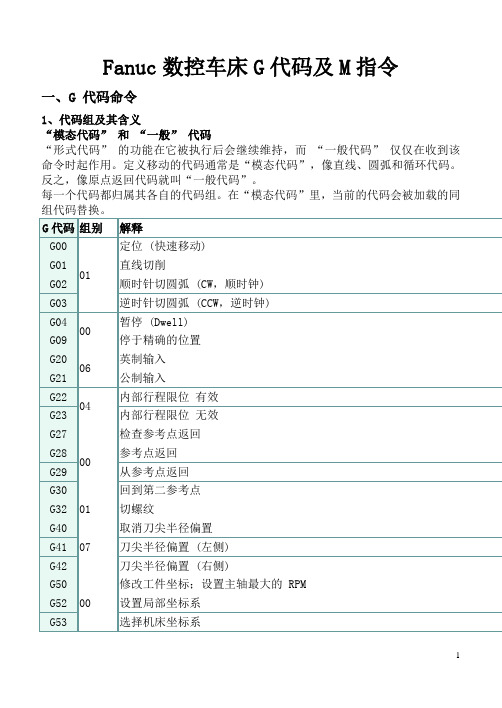
Fanuc数控车床G代码及M指令一、G 代码命令1、代码组及其含义“模态代码” 和“一般” 代码“形式代码” 的功能在它被执行后会继续维持,而“一般代码” 仅仅在收到该命令时起作用。
定义移动的代码通常是“模态代码”,像直线、圆弧和循环代码。
反之,像原点返回代码就叫“一般代码”。
每一个代码都归属其各自的代码组。
在“模态代码”里,当前的代码会被加载的同2、代码解释:G00 定位1. 格式G00 X_ Z_这个命令把刀具从当前位置移动到命令指定的位置 (在绝对坐标方式下),或者移动到某个距离处 (在增量坐标方式下)。
2. 非直线切削形式的定位我们的定义是:采用独立的快速移动速率来决定每一个轴的位置。
刀具路径不是直线,根据到达的顺序,机器轴依次停止在命令指定的位置。
3. 直线定位刀具路径类似直线切削(G01) 那样,以最短的时间(不超过每一个轴快速移动速率)定位于要求的位置。
4. 举例N10 G0 X100 Z65G01 直线插补1. 格式G01 X(U)_ Z(W)_ F_ ;直线插补以直线方式和命令给定的移动速率从当前位置移动到命令位置。
X, Z: 要求移动到的位置的绝对坐标值。
U,W: 要求移动到的位置的增量坐标值。
2. 举例①绝对坐标程序G01 X50. Z75. F0.2 ;X100.;②增量坐标程序G01 U0.0 W-75. F0.2 ;U50.G02/G03 圆弧插补 (G02, G03)1. 格式G02(G03) X(U)__Z(W)__I__K__F__ ;G02(G03) X(U)__Z(W)__R__F__ ;G02 –顺时钟 (CW)G03 –逆时钟 (CCW)X, Z –在坐标系里的终点U, W –起点与终点之间的距离I, K –从起点到中心点的矢量 (半径值)R –圆弧范围 (最大180 度)。
2. 举例①绝对坐标系程序G02 X100. Z90. I50. K0. F0.2或G02 X100. Z90. R50. F02;②增量坐标系程序G02 U20. W-30. I50. K0. F0.2;或G02 U20. W-30. R50. F0.2;G30 第二原点返回 (G30)坐标系能够用第二原点功能来设置。

turtle常用函数turtle是Python绘制图形的一个简单的形状库,它可以画出各种形状来,包括简单的形状和复杂的形状。
这里我们将介绍turtle的常用函数,包括一些绘制基础形状和控制画笔的方向和移动的函数。
绘制基础形状1. turtle.forward(distance):向前移动distance的距离,可以绘制一条直线。
3. turtle.right(angle):向右旋转angle度的角度,可以使画笔转向右侧。
5. turtle.pendown():把画笔放在画布上并开始绘制。
7. turtle.pencolor(color):设置画笔的颜色。
color可以是字符串或RGB元组。
8. turtle.pensize(size):设置画笔的粗细。
控制画笔移动和方向的函数9. turtle.goto(x,y):移动画笔到坐标(x,y)。
12. turtle.setheading(angle):把画笔的方向设置为angle度(0度是向右,90度是向上,180度是向左,270度是向下)。
13. turtle.circle(radius[, extent]):绘制以radius为半径的圆形。
extent参数默认为360度表示要绘制完整的圆形,如果设置为一个小于360的值,那么只会绘制这个圆形的一部分。
控制画笔的颜色和填充15. turtle.begin_fill():开始绘制填充图形。
控制画笔的速度和显示19. turtle.showturtle():显示画笔。
20. turtle.dot(size):在当前位置绘制一个点。
代码示例:创建一个小星星```pythonimport turtle# 创建画布窗口win = turtle.Screen()# 设置画笔的速度pen.speed(5)# 循环绘制5个线段for i in range(5):# 向前移动100像素pen.forward(100)# 向右旋转144度(5个角度的总和为360度)pen.right(144)代码说明:首先创建画布窗口和一个画笔,然后设置画笔的速度为5。
Fanuc数控车床G代码及M指令Fanuc数控车床G代码及M指令一、G 代码命令1、代码组及其含义“模态代码” 和“一般” 代码“形式代码” 的功能在它被执行后会继续维持,而“一般代码” 仅仅在收到该命令时起作用。
定义移动的代码通常是“模态代码”,像直线、圆弧和循环代码。
反之,像原点返回代码就叫“一般代码”。
每一个代码都归属其各自的代码组。
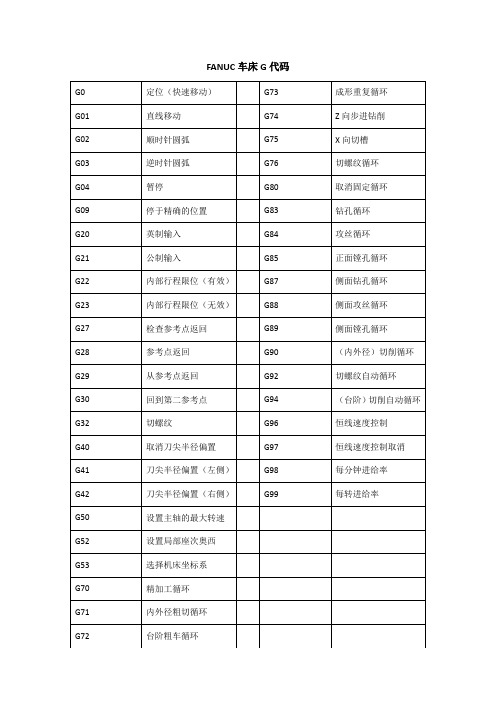
在“模态代码”里,当前的代码会被加载的同G代码组别解释G0001 快速定位 (快速移动)G01 直线切削G02 顺时针切圆弧 (CW,顺时钟) G03 逆时针切圆弧 (CCW,逆时钟)G0400 暂停 (Dwell)G09 停于精确的位置G2006 英制输入G21 公制输入G2204 内部行程限位有效G23 内部行程限位无效G2700 检查参考点返回G28 参考点返回G29 从参考点返回G30 回到第二参考点G32 01 切螺纹G4007 取消刀尖半径偏置G41 刀尖半径偏置 (左侧) G42 刀尖半径偏置 (右侧)G5000 修改工件坐标;设置主轴最大的 RPMG52 设置局部坐标系G53 选择机床坐标系23G7000精加工循环 G71内外径粗切循环 G72台阶粗切循环 G73 成形重复循环 G74Z 向步进钻削 G75X 向切槽 G76切螺纹循环 G9001(内外直径)切削循环 G92 切螺纹循环 G94(台阶) 切削循环 G9612 恒线速度控制G97 恒线速度控制取消G98 10固定循环返回起始点 2、代码解释:G00 定位1. 格式G00 X_ Z_这个命令把刀具从当前位置移动到命令指定的位置 (在绝对坐标方式下), 或者移动到某个距离处 (在增量坐标方式下)。
2. 非直线切削形式的定位我们的定义是:采用独立的快速移动速率来决定每一个轴的位置。
刀具路径不是直线,根据到达的顺序,机器轴依次停止在命令指定的位置。
3. 直线定位刀具路径类似直线切削(G01) 那样,以最短的时间(不超过每一个轴快速移动速率)定位于要求的位置。
中国移动手机短信代码及说明短信方式:您可以通过手机编辑短信发送到“01861”,便可足不出户轻轻松松完成话费查询、综合查询、移动业务办理、地市营销、服务管理等功能。
类别项目代码(发送号码01861) 数字指令话费查询类当月费用CXHF 101历史帐单CXHF空格月份101空格月份综合查询类积分查询CXJF 103 查询用户资料CXYHZL 106 当前GPRS套餐查询CXGPRS当前服务计划查询CXFWJH 104 PUK码查询CXPUK免费资源查询CXMFZY梦网业务查询CXMW亲情号码查询(适用于神州行系列有亲情号码业务的客户)CXQQHM情侣号码查询(适用于动感地带)CXQL短信派业务介绍CXDXP彩铃业务介绍CXCL网际飞车业务介绍CXWJFC彩信甜点业务介绍CXCXTD营业网点介绍CXYYWD空格地市代码品牌介绍CXPPM+N活动查询CXSL查询休闲卡CXXXK查询包月使用情况CXBY业务办理开通GPRSKTGPRS 0 (20 100200)206 空格0(20 100200)类取消GPRS QXGPRS 0(20 100200)306 空格0(20 100200)开通国际漫游(适用全球通客户)KTGJMY取消国际漫游(适用全球通客户)QXGJMY开通国际长途KTGJCT 204 取消国际长途QXGJCT 304 开通彩铃KTCL取消彩铃QXCL开通情侣号码(适用于动感地带)KTQL 空格情侣号码取消情侣号码(适用于动感地带)QXQL情侣号码变更(适用于动感地带)BGQL 空格手机号码亲情号码增加(适用于神州行系列有亲情号码业务的客户)ZJQQHM 亲情号码亲情号码变更(适用于神州行系列有亲情号码业务的客户)BGQQHM 空格老号码空格新号码开通话费提醒KTHFTX或TX取消话费提醒QXHFTX开通主叫显示KTZJXS 201 取消主叫显示QXZJXS 301 开通移动秘书KTYDMS 202 取消移动秘书QXYDMS 302 开通小额支付KTZF取消小额支付QXZF开通语音信箱KTYYXX取消语音信箱QXYYXX开通短信派KTDXP取消短信派QXDXP开通彩信甜点KTCXTD取消彩信甜点QXCXTD开通网内畅听KTWNCT取消网内畅听QXWNCT开通来电畅听KTLDCT取消来电畅听QXLDCT转入动感地带A套餐KTMA转入动感地带B套餐KTMB转入动感地带C套餐KTMC转入动感地带D套餐KTMD开通优惠新干线KTXGX取消优惠新干线QXXGX营销类分公司优惠分公司优惠服务类休闲卡充值XXK 空格密码恢复密码HFMM 空格身份证号码修改密码XGMM 空格老密码空格新密码查询客户经理CXKHJL。
Fanuc数控车床G代码及M指令一、G 代码命令1、代码组及其含义“模态代码”和“一般”代码“形式代码”的功能在它被执行后会继续维持,而“一般代码”仅仅在收到该命令时起作用。
定义移动的代码通常是“模态代码”,像直线、圆弧和循环代码。
反之,像原点返回代码就叫“一般代码”。
每一个代码都归属其各自的代码组。
在“模态代码”里,当前的代码会被加载的同组代码替换。
2、代码解释:G00 定位1. 格式G00 X_ Z_这个命令把刀具从当前位置移动到命令指定的位置(在绝对坐标方式下),或者移动到某个距离处(在增量坐标方式下)。
2. 非直线切削形式的定位我们的定义是:采用独立的快速移动速率来决定每一个轴的位置。
刀具路径不是直线,根据到达的顺序,机器轴依次停止在命令指定的位置。
3. 直线定位刀具路径类似直线切削(G01) 那样,以最短的时间(不超过每一个轴快速移动速率)定位于要求的位置。
4. 举例N10 G0 X100 Z65G01 直线插补1. 格式G01 X(U)_ Z(W)_ F_ ;直线插补以直线方式和命令给定的移动速率从当前位置移动到命令位置。
X, Z: 要求移动到的位置的绝对坐标值。
U,W: 要求移动到的位置的增量坐标值。
2. 举例①绝对坐标程序G01 X50. Z75. F0.2 ;X100.;②增量坐标程序G01 U0.0 W-75. F0.2 ;U50.G02/G圆弧插补(G02, G03)031. 格式G02(G03) X(U)__Z(W)__I__K__F__ ;G02(G03) X(U)__Z(W)__R__F__ ;G02 –顺时钟(CW) 凹圆G03 –逆时钟(CCW) 凸圆X, Z –在坐标系里的终点U, W –起点与终点之间的距离I, K –从起点到中心点的矢量(半径值) R –圆弧范围(最大180 度)。
2. 举例①绝对坐标系程序G02 X100. Z90. I50. K0. F0.2或G02 X100. Z90. R50. F02;②增量坐标系程序G02 U20. W-30. I50. K0. F0.2;或G02 U20. W-30. R50. F0.2;G30 第二原点返回(G30)坐标系能够用第二原点功能来设置。
MCC--- 移动国家号码,由3位数字组成,唯一地识别移动客户所属的国家。
我国为460。
定义:移动国家号(MCC)由三位十进制数组成,它表明移动用户(或系统)归属的国家。
格式:移动国家号(MCC)由三个十进制数组成,编码范围为十进制的000-999 传送:移动国家号用于国际移动用户识别(IMSI)中和位置区识别(LAI)中。
MNC--- 移动网号,由2位数字组成,用于识别移动客户所归属的移动网。
中国移动GSM PLMN网为00,中国联通GSMPLMN网为0l。
定义:移动网号(MNC)是一组十进制码,用以唯一地表示某个国家(由MCC确定)内的某一个特定的GSM PLMN网。
格式:移动网号(MNC)由二个十进制数组成,编码范围为十进制的00-99。
传送:移动网号用于国际移动用户识别(IMSI)和位置区识别(LAI)之中。
位置区识别(LAI):位置区识别在每个小区广播的系统消息中周期发送,其中的移动网号(MNC)表示GSMPLMN的网络号。
移动台将接收到的该信息作为网络选择的重要依据之一。
移动台的IMSI:移动台的IMSI中同样包含了移动网号(MNC),它表示该移动用户所属的GSMPLMN网。
当移动台在网络上登录或申请某种业务时,移动台必须将IMSI报告给网络(在不能使用IMIS的情况下)。
网络则根据IMSI中的移动网号(MNC)来判断该用户是否为漫游用户,并将MNC作为寻址用户HLR的重要参数之一。
设置及影响:作为全球唯一的国家识别标准,MCC的资源由国际电联(ITU)统一分配和管理。
ITU建议书E.212(兰皮书)规定了各国的MCC号码。
由于MCC的特殊意义,因此它在网络中一旦设定之后是不允许更改的。
若一个国家中有多于一个的GSM公司陆地移动网(PLMN),则每个网必须具有不同的MNC。
MNC一般由国家的有关电信管理部门统一分配,同一个营运者可以拥有一个或多个MNC(视业务提供的规模而定),但不同的营运者不可以分享相同的MNC。
Fanuc数控车床G代码及M指令一、G代码命令1、代码组及其含义“模态代码”和“一般”代码“形式代码”的功能在它被执行后会继续维持,而“一般代码”仅仅在收到该命令时起作用。
定义移动的代码通常是“模态代码”,像直线、圆弧和循环代码。
反之,像原点返回代码就叫“一般代码”。
每一个代码都归属其各自的代码组。
在“模态代码”里,当前的代码会被加载的同组代码替换。
G代码组别解释G0001定位(快速移动)G01直线切削G02顺时针切圆弧(CW,顺时钟) G03逆时针切圆弧(CCW,逆时钟)G0400暂停(Dwell)G09停于精确的位置G2006英制输入G21公制输入G2204内部行程限位有效G23内部行程限位无效G2700检查参考点返回G28参考点返回G29从参考点返回G30回到第二参考点G3201切螺纹G4007取消刀尖半径偏置G41刀尖半径偏置(左侧) G42刀尖半径偏置(右侧)G5000修改工件坐标;设置主轴最大的RPMG52设置局部坐标系G53选择机床坐标系G7000精加工循环G71内外径粗切循环G72台阶粗切循环G73成形重复循环G74Z向步进钻削G75X向切槽G76切螺纹循环G9001(内外直径)切削循环G92切螺纹循环G94(台阶)切削循环G9612恒线速度控制G97恒线速度控制取消G9810固定循环返回起始点2、代码解释:G00定位1.格式G00X_Z_这个命令把刀具从当前位置移动到命令指定的位置(在绝对坐标方式下),或者移动到某个距离处(在增量坐标方式下)。
2.非直线切削形式的定位我们的定义是:采用独立的快速移动速率来决定每一个轴的位置。
刀具路径不是直线,根据到达的顺序,机器轴依次停止在命令指定的位置。
3.直线定位刀具路径类似直线切削(G01)那样,以最短的时间(不超过每一个轴快速移动速率)定位于要求的位置。
4.举例N10G0X100Z65G01直线插补1.格式G01X(U)_Z(W)_F_;直线插补以直线方式和命令给定的移动速率从当前位置移动到命令位置。