EN 12680-3
- 格式:doc
- 大小:213.50 KB
- 文档页数:18
○在未得到德国标准委员会许可之前,不得对本标准的任何部分进行复制。
德国柏林10772 Beuth Verlag股份有限公司拥有对德国标准销售的独家代理权。
参照号:DIN EN 12680-3 : 2003-06销售编号:111110.03欧洲标准EN 12680-32003年1月ICS 77.040.22英文版铸造—超声检测第3部分:球墨铸铁件该欧洲标准由CEN于2002年11月21日批准。
CEN完全遵守CEN/CENELEC内部条例,没有做任何修改和调整,这些条例规定了使该欧洲标准成为国家标准的所需条件。
通过向管理中心或者任何CEN成员进行申请,可以获得与此类欧洲标准相关的最新清单和文献资料。
欧洲标准有英语、法语和德语三种官方版本。
如果CEN成员负责将其翻译成其本国语言,并通知管理中心,该译本与官方版本拥有同样地位。
CEN成员为各国标准团体,包括澳大利亚,比利时,捷克共和国,丹麦,芬兰,法国,德国,希腊,匈牙利,冰岛,爱尔兰,意大利,卢森堡,马耳他,荷兰,挪威,葡萄牙,斯洛伐克,西班牙,瑞典,瑞士和英国。
CEN欧洲标准委员会参照号:EN 12680-3 : 2003 E ○c2003. CEN –CEN各成员国保留在世界范围内以任何形式和任何方法对本标准进行宣传和开发的权利。
目录前言 (2)1. 适用范围 (3)2. 规范性引用文件 (3)3. 术语和定义 (3)4. 要求 (4)4.1 订购信息 (4)4.2 检测范围 (4)4.3 容许的最大瑕疵 (4)4.4 人员资质 (4)4.5 铸件壁剖面分区 (4)5. 检验方法 (5)5.1 原则 (5)5.2 材料 (5)5.3 设备,耦合媒质,校准及灵敏度 (5)5.4 铸件表面检测准备 (8)5.5 检测步骤 (8)5.6 检测报告 (10)参考资料 (17)前言本文件(EN 12680-3 : 2003)由CEN/TC 190欧洲铸造技术标准化委员会编写,该委员会的秘书处由DIN控制并管理。
通过出版同样的文章或者是进行批准,赋予该欧洲标准以国家标准的地位,最迟在2003年7月之前完成,同时要在2003年7月之前收回与其有冲突的国家标准。
在工作进行中,CEN/TC 190技术委员会要求CEN/TC 190/WG 4.10“内部瑕疵”准备了如下标准:EN 12680-3,铸造—超声检测—第3部分:球墨铸铁件这是3部欧洲超声检测标准中的一部,其它标准为:EN 12680-1,铸造—超声检测—第1部分:一般用途的钢铸件EN 12680-2,铸造—超声检测—第2部分:用于高应力零件的钢铸件根据CEN/CENELEC内部条例,下列国家的标准组织负责本欧洲标准的贯彻和执行:澳大利亚,比利时,捷克共和国,丹麦,芬兰,法国,德国,希腊,匈牙利,冰岛,爱尔兰,意大利,卢森堡,马耳他,荷兰,挪威,葡萄牙,斯洛伐克,西班牙,瑞典,瑞士和英国。
1.适用范围该欧洲标准明确了对球墨铸铁件进行超声检测的要求以及利用脉冲回波技术确定内部瑕疵的方法。
该欧洲标准并不适用于球墨铸铁球化级别的超声波检测。
该欧洲标准不包含传输技术。
注:传输技术灵敏度不够,无法探测并查明在球墨铸铁件中发现的瑕疵,它仅可用于某些特殊情况和特殊案例。
2.规范性引用文件该欧洲标准参考了其它出版物中的相关内容和条款,有的注明了日期,有的没有注明日期。
我们在文中恰当位置引用了这些规范性文件,并且在下面列举出这些出版物。
凡是注明日期的引用文件,其随后所有的修改或修订均不适用于该欧洲标准,除非这些文件通过修改或修订后编入该标准。
凡是未注明日期的引用文件,其最新版本(包括修订内容)适用于本标准。
EN 583-1,无损检验—超声波检测—第1部分:总则EN 583-2,无损检验—超声波检测—第2部分:灵敏度及量程设定EN 583-3,无损检验—超声波检测—第3部分:传输技术EN 583-5,无损检验—超声波检测—第5部分:瑕疵特征及尺寸的确定EN 1330-4,无损检验—术语—第4部分:超声检测术语EN 12223,无损检验—超声检测—1号校准试块规格EN 12668-1,无损检验—超声检测设备的性能与验证—第1部分:仪器EN 12668-2,无损检验—超声检测设备的性能与验证—第2部分:探头EN 12668-3,无损检验—超声检测设备的性能与验证—第3部分:组合设备EN 27963,钢焊缝—焊缝超声检测用2号校准试块(ISO 7963:1985)注:另外我们在编写此标准的过程中还参考了其它文献资料并在文中恰当的位置予以引用,这些参考文件在后面的参考资料中列出。
3.术语和定义EN 1330-4种给出的术语和定义适用于本欧洲标准。
4.要求4.1 订购信息在询价和定货时需要准备好以下信息(参见EN 583-1)—超声检测要求适用的铸件部位,铸件数量或比例—根据表1和表2,确定铸件不同部位的瑕疵严重程度—要求提供书面形式的检测程序4.2 检测范围就铸件检测部位问题达成协议。
该协议需阐明如何对这些部位进行检验,即采用点式检验的方法还是扫描检验的方法,还要说明从哪个方向进行检验。
注:最好在铸件图纸上标示出这些部位。
如果壁厚在10mm到500mm的范围之外,双方还应对检测程序、记录以及验收水平做出规定,并达成协议。
4.3 容许的最大瑕疵除非协议双方另行规定,否则容许的最大瑕疵尺寸不应超过表1(缩孔)及/或表2(浮渣)中给出的严重程度数值。
4.4 人员资质假定无损检测由有资质、有能力的人员进行。
为了确认其资质,建议根据EN 473对人员进行确认。
4.5 铸件壁剖面分区铸件壁剖面应如图1所示,划分成不同区域。
注:这些剖面表示出用于组装的铸件尺寸(进行机器加工之后)。
5.检验方法5.1 原则EN 583-1,EN 583-2和EN 583-3的原则适用于此。
5.2 材料确定一种材料是否适合用于超声检测,需要将其与参考反射体的反射波高度(通常是第一个背面回波)以及噪声信号进行比较。
并且需要在铸件上选择能代表表面加工特点和整体厚度范围的部位进行鉴定。
进行鉴定的部位应当有平行曲面。
参考反射波高度至少应比噪声信号高6分贝。
如果检测范围内最大极限部位的平底孔或等效横孔的最小可探测直径大于基础水平不足6分贝,那么超声检验的易测性就会降低。
在这种情况下,平底孔或横孔直径可以使用至少为6分贝的信噪比进行探测,并且在检测报告中予以注明,同时厂商和买方还要就其它额外步骤等问题达成协议。
注:如果可以使用DGS图表(距离增益尺寸曲线),就可以利用如下方法确定铸件是否适合利用标准探头进行超声检测,例如:切断抑制因素,使背面回波自由达到某个参考水平。
根据DGS 曲线,放大率也会增加,因此由替代反射体引起的反射波信号高度也会达到参考水平(根据5.3.5.3)。
如果扩大率进一步增大6分贝,背景噪声级也不应超过参考高度。
如有必要,可以使用参考反射体,而不是背面回波,来确定各部位接受测试的适宜性。
5.3 设备,耦合媒质,校准及灵敏度5.3.1超声设备超声设备应符合EN 12668-1中的标准,并且具备以下特点:—量程设定,对于在钢材中传导的纵波和横波来说,至少保证在10mm到2m 的范围内可以在量程中进行连续选择;—增益,至少保证在80分贝范围之内,测量精度为1分贝,超过80分贝,最大单位间距可为2分贝;—时基线性和垂直线性小于屏幕调整范围的5%—至少适用于单晶片探头和双晶片探头脉冲回波技术中标称频率在0.5MHz到5MHz(包括5MHz)的范围。
5.3.2探头及传感器频率探头及传感器的频率应依据EN 12668-2和EN 12668-3标准,但包含如下例外情况:—为了涵盖需要检测的瑕疵类型范围,可以使用压缩波单晶片或双晶片探头;注1:双晶片探头用于靠近检测面部位的检验。
—对于特殊的几何形状,可以使用斜探头进行检测,可检测声束路径的最大长度为100mm,最佳标称角度在45度到70度之间。
应当选择符合检测要求的频值,并且应当在0.5MHz到5MHz的范围之内。
在检测厚度小于20mm的铸件壁或是靠近表面的部位时可以选择较高的频率。
注2:在检测靠近表面的瑕疵时,建议使用双晶片探头或者是斜探头。
注3:由于声音在钢材料和球墨铸铁中的传播速度是不同的,实际的折射角度与用于钢材料的探头标称角度也是不同的。
如果知道了球墨铸铁的声速,可以参照图2根据声速确定探头的反射角度。
图3表明出于实际应用目的,在使用两个同样的探头时,怎样精确测定折射角度。
同时,利用如下公式,根据折射角度α还可确定球墨铸铁中的声速:其中Cc 声音在铸件中的传播速度,米/秒αc 在铸件中的折射角度,度αs 在钢材料中的折射角度,度注4:为了使检测变得简单,可以使用特殊探头,例如:使用斜探头检测纵波。
5.3.3检查超声检测设备根据EN 12668-3,操作人员应当定期检查超声检测设备。
5.3.4耦合媒质根据EN 583-1,应当使用一中耦合媒质。
耦合媒质使检测部位湿润,确保最佳的声音传输效果。
在进行校准和随后所有的检测活动时,应当使用同一种耦合媒质。
注:对声音的传输过程进行检查,确保各部位中的一个或多个稳定背面回波拥有平行曲面。
5.3.5超声设备的校准5.3.5.1总述应当使用球墨铸铁参考试块进行校准。
参考试块的厚度应当与待测铸件壁厚范围相似,并且在询价和定货时就此达成一致意见。
参考试块还应具备与待测铸件相同的超声特征,表面加工特点也应相同。
参考试块应当包含如表3所示的平底孔或者等效的横孔作为代替反射体。
注:利用如下公式可以进行由平底孔直径到横孔直径的换算:其中D Q横孔直径,毫米D FBH平底孔直径,毫米λ波长,毫米s 路径长度,毫米该公式在DQ≥2λ并且s≥5×进场长度的情况下适用,并且只用于单一元件探头。
对于其它代替反射体的尺寸或类型,需要在询价和定货时达成共识。
参考试块的所有声音都应当是平滑且平行的。
如果使用标准的钢材料校准试块,由于声速的不同,需要考虑到铸件和校准试块之间声速、声衰减和表面特征的不同。
另外还可以使用针对球墨铸铁计算出的DGS图表[1] (见参考资料) 进行设备的调试。
在这种情况下,就不是必须准备参考试块了,利用铸件本身就可以完成设备校准了。
5.3.5.2量程设定量程的设定可以利用参考试块或校准试块进行,然后利用铸件自身进行检验,如果铸件厚度已知,并且具有平行曲面,可以直接使用铸件进行设定。
5.3.5.3灵敏度设定通过一个恰当反射体反射出的声音可以进行灵敏度的设定,这个反射体可以为铸件的另一面,参考试块的平底孔或横孔,或者根据EN 12223选择校准试块K1的圆形部分,根据EN 27963选择校准试块K2的圆形部分。
同时要考虑穿过铸件的声衰减情况、表面特性以及声速。
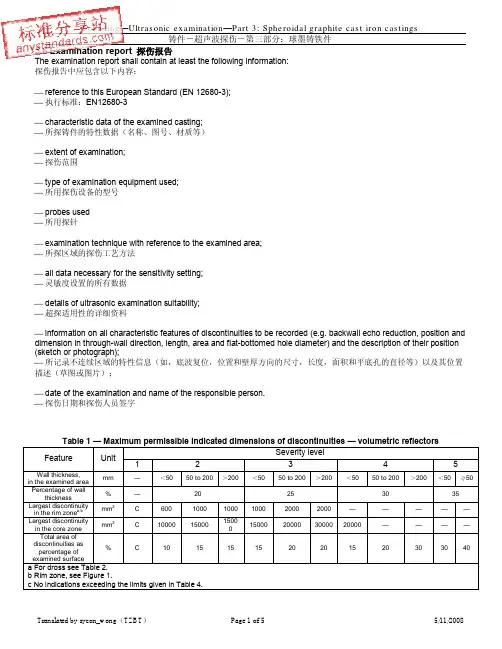
![UT探伤通用规程[1]](https://imgs-1438308264.cos.ap-hongkong.myqcloud.com/92b6f6cef705cc175527099d.webp)
