SMT回流焊工艺
- 格式:ppt
- 大小:234.00 KB
- 文档页数:9
回流焊流程
回流焊是SMT电子组装中非常重要的一环,主要包括以下流程:
1.PCB进入预热温区,焊膏中的溶剂、气体蒸发,同时
助焊剂润湿焊盘、元器件焊端和引脚,焊膏软化、塌落,覆盖焊盘,将焊盘、元器件引脚与氧气隔离。
2.PCB进入焊接区时,温度以每秒2-3℃的升温速率迅
速上升使焊膏达到熔化状态,液态焊锡在PCB的焊盘、元器件焊端和引脚润湿、扩散、漫流和回流混合在焊接界面上生成金属化合物,形成焊锡接点。
3.PCB进入冷却区使焊点凝固。
回流焊流程结束后,应检查设备内有无杂物,确保安全后开机,选择生产程序开启温度设置。
回流焊导轨宽度要根据PCB 宽度进行调节,开启运风、网带运送、冷却风扇。
回流机温度控制有铅最高(245±5)℃,无铅产品锡炉温度控制在(255±5)℃。
双面板焊接工艺2012-07-26和单面的Reflow 条件基本没有差异,但是第一面的比较重的零件要点胶,另外有些PTH 零件要考虑其他的置件方法第一次过炉的(B面)优先是Chip类轻,短小型的零件的一面,第二次过炉的(A面)应该是BGA,接口等比较体积大,分量重类型的零件一面。
普通双面板OSP工艺,两面锡膏我们生产的双面板,使用的OSP工艺,两面锡膏(有高密度0.65间距的IC,要求平整度,不建议喷锡工艺),回流温度255,使用的无铅305锡膏。
目前存在的问题是:通孔上锡个别孔,约30%的孔上锡不能满足75%;老板认为波峰还有调整的空间在里面;我认为目前行业OSP的局限性就存在着,好的高一代的药水价格偏高,可以解决这个问题,但涉及生产成本势必抬高PCB的价格。
请业界高手讨论。
注:1.我的DOE实验:拿空板做,一次锡膏,两次锡膏,不过回流,然后一块拿到波峰上过,效果很明显有差异;这是否可以说明:目前行业内,OSP自身的耐高温性,及耐高温次数尚未有突破?-----我也咨询OSP高工,及PCB厂家,目前大面积的一般价格低廉的OSP药水还达不到双面锡膏的要求;2.09年4月曾经做过小日本DZ的板(一面锡膏,一面红胶),当时小日本从DZ拿过来的板,我第一时间就注意到其板的通孔上锡也有一些(较低比例10%)不良,就提出过这个问题。
当时我厂生产时使用的为0507的锡条,上锡不良出现比例稍大于DZ的,老板叫更换305的锡条,但上锡效果仍无多大改善;请来的日本波峰专家在这里调试了几天,也没什么改变,曾怀疑助焊剂,也换过;助焊剂的量也调整过,也曾用牙刷蘸取助焊剂直接刷到相关孔里面,使用的也是新劲拓波峰设备;总之没有什么改变,即没有改善上锡效果,后来经沟通可以接受。
双面回流+波峰焊工艺我这里同一条波峰,都是双面锡膏板(305的锡膏,回流焊温度255)1.使用双面OSP的板,每一块PCB上总是有10--20%的通孔上锡,达不到75%的通孔上锡高度;注:两面的焊接能保证,回流后到波峰的时间都小于24小时;问题是通孔上锡不能完全保证;2.使用双面喷锡工艺的板,不怎么调试就可以满足通孔上锡高度,即100%的孔100%的上锡高度。
SMT回流焊工艺温控技术分析SMT(表面贴装技术)回流焊工艺是一种常用的电子元器件焊接方法,通过高温加热使焊料熔化并与电路板进行连接。
在整个回流焊工艺中,温度控制是非常关键的一步,直接影响焊接质量和可靠性。
下面将对SMT回流焊工艺的温控技术进行分析。
SMT回流焊工艺的温控技术主要包括温度曲线设计和温度传感器的选择与布置。
一、温度曲线设计温度曲线是指在整个回流焊工艺过程中,焊接区域的温度变化曲线。
良好的温度曲线设计可以保证焊料充分熔化并与电路板有效连接,同时避免过高的温度造成元器件损坏。
温度曲线设计需要考虑到以下几个因素:1. 预热阶段:在焊接之前,需要进行预热阶段以确保元器件和焊料的温度均匀分布,减少热应力。
一般温度曲线设计中会包含一个缓慢升温的阶段,使温度逐渐升高并达到预定的温度。
2. 熔化阶段:在达到预定温度后,焊料开始熔化。
这个过程需要保持较高的温度并保证焊料充分润湿焊接区域。
常见的温度曲线中会设置一个峰值温度来控制焊料的熔化。
3. 冷却阶段:焊接结束后,需要将焊接区域迅速冷却。
合理的冷却速度可以减少组织变化和应力积累,提高焊点的可靠性。
二、温度传感器的选择与布置温度传感器的选择与布置对于温控技术的准确性和稳定性都起到重要作用。
常见的温度传感器有热电偶、热敏电阻和红外线传感器。
1. 热电偶:热电偶是测量温度最常用的传感器之一,具有响应速度快、精度高的特点。
它适用于在高温环境中进行温度测量。
在回流焊工艺中,热电偶可以直接接触焊接区域进行温度测量,并将数据反馈给温度控制系统进行调节。
2. 热敏电阻:热敏电阻是一种随温度变化而改变阻值的传感器,它可以通过测量电阻值的变化来获得温度信息。
热敏电阻可以放置在焊接区域附近进行温度测量,可以用来监测焊接过程中的温度变化。
3. 红外线传感器:红外线传感器可以通过测量焊接区域的辐射热量来获得温度信息。
它具有非接触测温、快速测量的特点,适用于焊接区域较大或无法直接接触的情况下进行温度测量。
SMT贴⽚加⼯中回流焊的⼯作原理由于科技的发展进步,我们所接触到的电⼦产品不断⼩型化的需要,PCBA焊接过程中更多的是⽚式元器件焊接,传统的焊接⽅法已不能满⾜⽬前⾏业发展需求。
所以在SMT贴⽚加⼯过程中采⽤了回流焊⽅式,SMT贴⽚加⼯的元件多数为⽚状式,贴装型晶体管及IC等等。
随着SMT整个⾏业技术发展越来越完善普遍,多种贴⽚加⼯元器件的出现。
作为SMT 加⼯技术部分的回流焊⼯艺技术及设备也得到相应的发展,其应⽤越来越⼴泛,现在所有电⼦产品领域都已得到⼴泛应⽤。
回流焊是英⽂Reflow,是通过重新熔化预先分配到电路板PAD上的膏状焊料,实现贴⽚加⼯元器件引脚与电路板焊盘间电⽓连接的焊料。
回流焊是将元器件焊接到PCB板上。
回流焊是靠热风上下对流,对焊膏融化形成液态的作⽤,在设定的⾼温⽓流下进⾏物理反应达到贴⽚器件引脚与PCB焊端粘接的效果;所以叫"回流焊"。
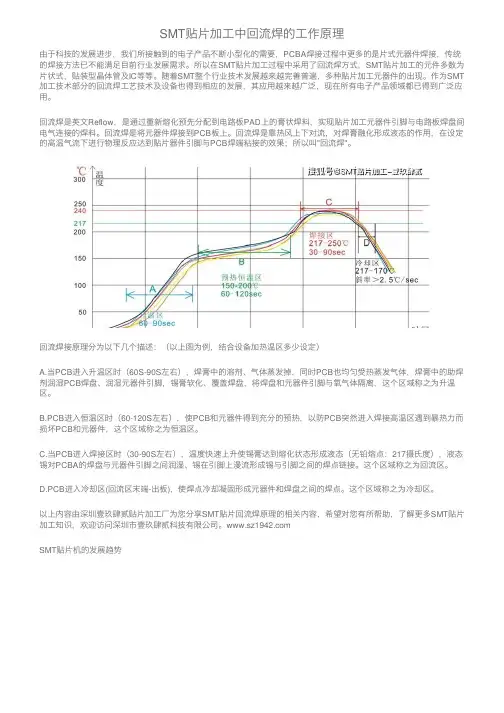
回流焊接原理分为以下⼏个描述:(以上图为例,结合设备加热温区多少设定)A.当PCB进⼊升温区时(60S-90S左右),焊膏中的溶剂、⽓体蒸发掉,同时PCB也均匀受热蒸发⽓体,焊膏中的助焊剂润湿PCB焊盘、润湿元器件引脚,锡膏软化、覆盖焊盘,将焊盘和元器件引脚与氧⽓体隔离,这个区域称之为升温区。
B.PCB进⼊恒温区时(60-120S左右),使PCB和元器件得到充分的预热,以防PCB突然进⼊焊接⾼温区遇到暴热⼒⽽损坏PCB和元器件,这个区域称之为恒温区。
C.当PCB进⼊焊接区时(30-90S左右),温度快速上升使锡膏达到熔化状态形成液态(⽆铅熔点:217摄⽒度),液态锡对PCBA的焊盘与元器件引脚之间润湿、锡在引脚上漫流形成锡与引脚之间的焊点链接。
这个区域称之为回流区。
D.PCB进⼊冷却区(回流区末端-出板),使焊点冷却凝固形成元器件和焊盘之间的焊点。
这个区域称之为冷却区。
以上内容由深圳壹玖肆贰贴⽚加⼯⼚为您分享SMT贴⽚回流焊原理的相关内容,希望对您有所帮助,了解更多SMT贴⽚加⼯知识,欢迎访问深圳市壹玖肆贰科技有限公司。
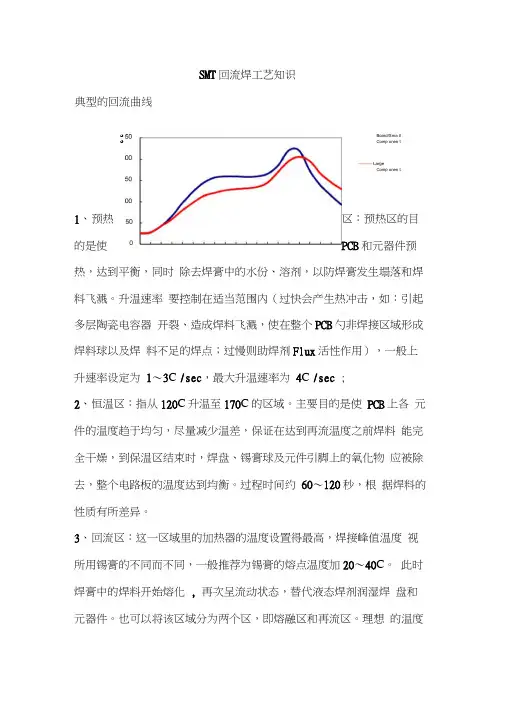
SMT 回流焊工艺知识Board/Sma llComp onen t ---------- LargeComp onen t1、 预热区:预热区的目的是使 PCB 和元器件预热,达到平衡,同时 除去焊膏中的水份、溶剂,以防焊膏发生塌落和焊料飞溅。
升温速率 要控制在适当范围内(过快会产生热冲击,如:引起多层陶瓷电容器 开裂、造成焊料飞溅,使在整个PCB 勺非焊接区域形成焊料球以及焊 料不足的焊点;过慢则助焊剂Flux 活性作用),一般上升速率设定为 1〜3C /sec ,最大升温速率为 4C /sec ;2、 恒温区:指从120C 升温至170C 的区域。
主要目的是使 PCB 上各 元件的温度趋于均匀,尽量减少温差,保证在达到再流温度之前焊料 能完全干燥,到保温区结束时,焊盘、锡膏球及元件引脚上的氧化物 应被除去,整个电路板的温度达到均衡。
过程时间约 60〜120秒,根 据焊料的性质有所差异。
3、 回流区:这一区域里的加热器的温度设置得最高,焊接峰值温度 视所用锡膏的不同而不同,一般推荐为锡膏的熔点温度加20〜40C 。
此时焊膏中的焊料开始熔化 , 再次呈流动状态,替代液态焊剂润湿焊 盘和元器件。
也可以将该区域分为两个区,即熔融区和再流区。
理想 的温度典型的回流曲线2 2曲线是超过焊锡熔点的“尖端区”覆盖的面积最小且左右对称。
4、冷却区:用尽可能快的速度进行冷却,将有助于得到明亮的焊点并饱满的外形和低的接触角度。
缓慢冷却会导致PAD的更多分解物进入锡中,产生灰暗毛糙的焊点,甚至引起沾锡不良和弱焊点结合力。
降温速率一般为-4 C/sec以内,冷却至75C左右即可。
由于锡膏、机型与工艺要求不同,产品的炉温曲线也不尽相同。
生产时必须定期用炉温测试仪测试炉温并记录存档。
炉温测试板的测试点必须合宜每片测温板最多可以使用200 次。
smt回流焊工作原理
SMT(Surface Mount Technology,表面贴装技术)回流焊工作原理是指在组装过程中,用高温热风或者蒸汽将贴装在PCB(Printed Circuit Board,印刷电路板)表面的贴片元件和焊脚上的焊膏加热至融化点,使其与焊盘间形成可靠的焊接连接。
具体工作原理如下:
1. 准备:首先,在PCB上涂覆一层焊膏,通常是由粒径较小的金属颗粒和助焊剂组成的混合物。
此焊膏会在高温下熔化并形成焊接连接。
2. 定位:将待焊接的SMT元件精确放置在PCB表面上,通常通过自动化设备进行定位。
3. 预热:PCB与贴片元件一起通过热风或蒸汽流进行预热,以使整个组装过程达到焊接所需的温度。
4. 焊接:当预热达到适当温度时,进入焊接区域。
焊接区域中的热风或蒸汽继续升温,使焊膏熔化,并使贴片元件与PCB 之间的焊盘形成连接。
焊膏熔化后由于表面张力的作用,焊膏会自动湿润焊盘和焊脚。
5. 冷却固化:在焊接完成后,PCB与焊接区域逐渐冷却,焊膏通过表面张力的作用形成可靠的焊接连接。
总的来说,SMT回流焊工作原理是通过加热焊接区域,使焊膏熔化,并在冷却过程中形成稳定的焊接连接。
这一过程通常由自动化设备完成,以确保精确的温度控制和焊接质量。
SMT回流焊接工艺规范编号:版次: 发布:实施:页次:编制:审核:批准:1范围本规范规定了回流焊接工艺的基本内容和要求,确定了回流焊接过程中的质量控制程序,使回流焊接过程中影响质量的各个因素得到有效控制。
本标准适用于SMT生产线的回流焊接生产过程。
2设备、工具和材料2.1 设备使用XXXX系列全热风回流焊炉。
2.2 工具KIC 温度曲线测试仪、热电偶。
2.3 材料高温胶带、高温链条润滑油、焊膏的技术特性表。
3 技术要求3.1 传送宽度对于厚度在1.6mm以上,长度和宽度在150~300mm的PCB,一般采用链条传送方式;对于厚度小于 1.6mm,尺寸较小,不便于使用链条传送或采用拼板方式的PCB,为防止变形,可采用网带传送方式。
采用链条传送方式时,设置PCB的长、宽尺寸,设备自动调整宽度后,检查链条的实际宽度与PCB的宽度是否匹配,二者应有1~2mm的间隙。
3.2 温度曲线设置影响温度曲线的参数主要有两个:链条速度和各温区温度设置。
设定温度曲线需要根据所使用焊膏的技术要求,综合考虑链条速度和各温区温度。
链条速度应根据整条生产线的生产节拍来确定,温度曲线通常分为四个区:预热区、保温区、焊接区、冷却区。
升温速率应小于3℃/S,峰值温度通常应在210℃~230℃,在183℃以上的回流时间应为60(±15)S,冷却速率应在3℃/S~4℃/S,一般,较快的冷却速率可得到较细的颗粒结构和较高强度与较亮的焊接点。
故超过每秒4℃会造成温度冲击。
温度曲线设置时,可先根据经验资料进行设置,再用一块样板或与待焊PCB相近的一块PCB实测,测温度曲线时,KIC的热电偶放置应选择PCB中间、PCB边缘、大器件边缘、耐热要求严格的器件附近选取测试点,热电偶可用高温胶带固定在测试点上,温度曲线采样完成后,利用KIC的分析功能,主要检查峰值温度、升温速率、回流时间、温差,然后根据焊膏的技术要求调整回流焊炉的设置,下面以典型的Sn63Pb37锡铅锡膏为例,回流曲线性能规范要求如下图:预热区(100—150℃)时间:60—120Sec;升温速率:<2.5℃/Sec;保温区(150—183℃)时间:30—90Sec;升温速率:<2.5℃/Sec;回流区(>183 ℃)时间:40—80Sec;峰值温度:210-235℃;冷却区————降温速率:1℃/Sec≤Slope≤4℃/Sec。
引言概述:随着电子产品的快速发展,SMT(SurfaceMountTechnology,表面贴装技术)回流焊成为了主流的焊接工艺。
为了保证焊接质量和生产效率,制定一份SMT回流焊作业指导书是必要的。
本文将详细介绍SMT回流焊作业的相关内容,包括焊接参数设置、元件选型和布局、焊接工艺流程、设备操作和维护、质量控制等五个大点,旨在提供一份全面且专业的指导,帮助操作人员正确进行SMT回流焊作业,提高生产效率和产品质量。
正文内容:一、焊接参数设置1.1温度曲线设计:根据焊接元件的特性和要求,设计适当的温度曲线,包括预热区、焊接区和冷却区,确保焊接质量。
1.2回流炉温度设定:根据焊接工艺要求设定回流炉温度,包括预热温度、焊接温度和冷却温度,确保元件的正确焊接和熔化。
1.3过渡区设置:确定预热区和焊接区之间的过渡区,控制电子元件的热冲击。
二、元件选型和布局2.1元件选型:根据焊接要求和产品设计要求,选择合适的电子元件,包括表面贴装元件(SMD)和插件元件。
2.2元件布局:根据元件的尺寸、散热要求和信号传输要求,合理安排元件在PCB(PrintedCircuitBoard,印刷电路板)上的布局,防止热点和信号干扰。
三、焊接工艺流程3.1PCB准备:清洁PCB表面,确保焊接区域无尘、无油污,并检查PCB的电气连接和机械连接是否良好。
3.2胶水和焊膏涂布:根据焊接要求,在PCB上涂布胶水和焊膏,确保元件能够正确粘贴和焊接。
3.3元件贴装:使用自动贴装机将电子元件精确地贴到PCB 上,确保位置准确和固定可靠。
3.4回流焊:将贴装好的PCB放入回流炉中进行焊接,根据设定的温度曲线加热和冷却,完成焊接过程。
3.5清洁和检查:在焊接完成后,清洁焊接区域,检查焊接质量和元件的安装效果。
四、设备操作和维护4.1回流炉操作:熟悉回流炉的操作面板和控制参数,保证回流炉的正常运行。
4.2设备维护:定期清洁回流炉内部和外部的油污和灰尘,检查并更换磨损的零部件,保证设备的可靠性和稳定性。
回流焊工艺要求回流焊工艺是电子制造领域中一种重要的焊接技术,广泛应用于SMT(表面贴装技术)生产中。
回流焊工艺通过加热熔化预先涂布在电路板上的焊膏,将电子元件与电路板连接起来。
下面是回流焊工艺的要求:1.焊膏选择:回流焊工艺需要使用适合的焊膏,根据焊接材料、焊接温度和元件的耐热性等因素进行选择。
焊膏的粘度、润湿性、触变性等特性需根据具体的焊接要求进行选择。
2.焊膏涂布:将选好的焊膏按照一定的方式涂布在电路板上,涂布量要适中,过多或过少的焊膏都会影响焊接质量。
焊膏涂布通常采用手动或自动涂布设备完成。
3.元件放置:将电子元件按照电路设计要求放置在涂有焊膏的电路板上,元件的放置要准确、稳定,避免出现偏移或倾斜。
4.回流炉设定:将电路板放入回流炉中进行加热,设定合适的温度曲线,保证焊膏在适当的温度下熔化并充分润湿元件和电路板表面。
温度曲线包括预热、升温、保温和冷却等阶段,需根据具体的焊接要求进行设定。
5.温度控制:回流焊工艺要求温度控制精确,以保证焊接质量和元件的可靠性。
温度过高可能导致元件受损或焊接不良,温度过低则可能导致焊接不完全或形成冷焊。
因此,回流炉的温度设定和控制在整个工艺中具有至关重要的作用。
6.清洁和环境控制:回流焊工艺要求保持生产环境的清洁,以避免灰尘、杂质等对焊接质量的影响。
同时,要控制好湿度、温度等环境因素,确保生产过程的稳定性和焊接质量的可靠性。
7.质量检测:回流焊工艺完成后,需要对焊接质量进行检测,包括外观检查、电气性能测试等。
对于存在缺陷或不良的焊接点,需要进行修复或重新进行回流焊工艺。
8.工艺优化:回流焊工艺要求不断进行工艺优化,以提高生产效率、降低成本并提升焊接质量。
通过对不同产品、不同材料的焊接试验和数据分析,不断优化温度曲线、焊膏选择等工艺参数,实现生产过程的持续改进。
9.人员培训:操作人员的技能和经验对回流焊工艺的质量具有重要影响。
因此,需要对操作人员进行定期的培训和技能评估,确保他们熟悉回流焊工艺的基本原理、操作流程和质量控制要求。
SMT回流焊工艺温控技术分析SMT(表面贴装技术)是现代电子产品制造中广泛应用的一种工艺。
回流焊工艺是SMT 中的一个重要环节,其作用是将焊膏和元器件连接在一起。
回流焊工艺的温控技术是影响焊接质量的关键之一。
回流焊工艺温控技术的一般流程包括预热、蓝斯特段、回流段及冷却段。
对这几个工艺环节的温度控制非常重要,温度过高或过低都会对元器件的焊接质量产生不利影响。
预热环节一般控制在90-150℃,主要是为了将元器件的水分挥发掉。
在蓝斯特段中,温度一般控制在150-180℃,这个温度区间能够达到焊膏的塑化点,使焊膏固化以后仍然保持良好的焊接性能。
在回流段中,温度控制一般在210-260℃之间,此时焊膏开始熔化,元器件和PCB板相互焊接在一起。
在冷却段中,焊接处的温度逐渐降低,使焊接处冷却固化。
在实际生产中,为了确保焊接质量,需要考虑以下因素:1. 元器件与PCB板之间的热传导系数不同,因此需要在控制温度时采用局部控制的方式,确保每个电路板各区域的温度精度。
2. 元器件的大小、功率、极性不同,需要针对不同类型的元器件分别控制温度。
例如,大功率元器件需要高温环境下焊接,而小型元器件需要较低的温度环境。
3. PCB板的材质和厚度也会影响温度控制。
因此,在制定回流焊工艺方案时,需要根据具体的物料情况进行考虑和调整。
4. 回流温度的变化率也是影响焊接质量的重要因素之一。
因为温度变化过快,会产生热应力,使元器件或PCB板产生变形或裂纹。
为了满足以上要求,现代SMT设备一般采用闭环控制系统,能够实现电路板的点位检测和控温。
同时还使用了线性加热技术,使升温/降温速度更加平稳,从而避免了热应力的产生。
此外,还使用了自动调节的风速及气流平衡设计,使温度在整个PCB板和元器件上保持均衡。
总之,回流焊工艺温控技术对于SMT生产的质量和效率至关重要。
精细的温度控制能够确保焊接质量,提高生产效率和降低产品缺陷率。
随着SMT工艺的不断优化和进步,回流焊工艺温控技术将不断得到完善和提高。
SMT回流焊工艺知识分享大规模的回流焊接,特别是在对流为主的(强制对流forcedconvection),以及激光和凝结惰性的(condensation-inert)(即汽相Vaporphase)焊接中,在可见的未来将仍然是大多数表面贴装连接工艺的首选方法。
尽管如此,新的装配工艺和那些要求整个基板均匀加热、温度变化很小、高的温度传导效率的新应用技术,在促进对流为主的回流焊接的进化。
无数的因素,包括增加的装配复杂性、更新的互连材料和环境考虑,结合在一起对工艺和设备提出了额外的要求。
更快更经济地制造产品,这个持之以恒不断增长的要求驱动这一切的前进。
回流焊接温度曲线作温度曲线(profiling)是确定在回流整个周期内印刷电路板(PCB)装配必须经受的时间/温度关系的过程。
它决定于锡膏的特性,如合金、锡球尺寸、金属含量和锡膏的化学成分。
装配的量、表面几何形状的复杂性和基板导热性、以及炉给出足够热能的能力,所有都影响发热器的设定和炉传送带的速度。
炉的热传播效率,和操作员的经验一起,也影响反复试验所得到的温度曲线。
锡膏制造商提供基本的时间/温度关系资料。
它应用于特定的配方,通常可在产品的数据表中找到。
可是,元件和材料将决定装配所能忍受的最高温度。
涉及的第一个温度是完全液化温度(fullliquidustemperature)或最低回流温度(T1)。
这是一个理想的温度水平,在这点,熔化的焊锡可流过将要熔湿来形成焊接点的金属表面。
它决定于锡膏内特定的合金成分,但也可能受锡球尺寸和其它配方因素的影响,可能在数据表中指出一个范围。
对Sn63/Pb37,该范围平均为200~225°C。
对特定锡膏给定的最小值成为每个连接点必须获得焊接的最低温度。
这个温度通常比焊锡的熔点高出大约15~20°C。
(只要达到焊锡熔点是一个常见的错误假设。
)回流规格的第二个元素是最脆弱元件(MVC,mostvulnerablecomponent)的温度(T2)。
回流焊工艺流程详述
回流焊工艺流程是一种常用的表面贴装(SMT)工艺,在电子产品制造中应用广泛。
以下是回流焊工艺流程的详细步骤:
1. 准备工作:准备和清洁PCB板和SMT元件,选择合适的焊膏。
2. 印刷焊膏:将焊膏通过印刷机印刷在PCB板上需要焊接的位置,确保焊膏均匀涂布、位置精准,防止出现短路和虚焊。
3. 贴装元件:将SMT元件通过自动贴装机或手工贴装放置在PCB板上,并进行视觉检查,确保元件的方向和位置正确。
4. 固定元件:将已经贴在PCB板上的元件经过加热后的融化焊膏与PCB板粘结在一起,形成电路板的内部电线连接。
5. 回流焊:将PCB板放进回流焊炉中,通过加热回流焊炉将焊膏和元件共同加热,使焊膏熔化,并与元件表面和PCB板连接。
6. 冷却:在回流焊完成后,将PCB板从炉中取出,进行冷却,等待焊接完成。
7. 检查:最后进行目测检查和放大器检查,检查是否有短路、错位、错向等问题。
如果有问题需要及时处理。
通过以上步骤,回流焊工艺流程基本完成,可以在后续工艺中进行后续处理,如电路板清洗、贴标、加固等处理。
SMT 回流焊原理与工艺无铅回流焊工艺是当前表面贴装技术中最重要的焊接工艺,它已在包括手机,电脑,汽车电子,控制电路、通讯、LED照明等许多行业得到了大规模的应用。
越来越多的电子原器件从通孔转换为表面贴装,回流焊在相当围取代波峰焊已是焊接行业的明显趋势。
那么回流焊设备究竟在日趋成熟的无铅化SMT工艺中会起到什么样的作用呢?让我们从整条SMT表面贴装线的角度来看一下:力锋科技:全套SMT设备专业供应商,因为专注,所以专业!销售热线:整条SMT表面贴装线一般由钢网锡膏印刷机,贴片机和回流焊炉等三部分构成。
对于贴片机而言,无铅与有铅相比,并没有对设备本身提出新的要求;对于丝网印刷机而言,由于无铅与有铅锡膏在物理性能上存在着些许差异,因此对设备本身提出了一些改进的要求,但并不存在质的变化;无铅的挑战压力重点恰恰在于回流焊炉。
有铅锡膏(Sn63Pb37)的熔点为183度,如果要形成一个好的焊点就必须在焊接时有0.5-3.5um厚度的金属间化合物生成,金属间化合物的形成温度为熔点以上10-15度,对于有铅焊接而言也就是195-200度。
线路板上的电子原器件的最高承受温度一般为240度。
因此,对于有铅焊接,理想的焊接工艺窗口为195-240度。
无铅焊接由于无铅锡膏的熔点发生了变化,因此为焊接工艺带来了很大的变化。
目前常用的无铅锡膏为Sn96Ag0.5Cu3.5 ,熔点为217-221度。
好的无铅焊接也必须形成0.5-3.5um 厚度的金属间化合物,金属间化合物的形成温度也在熔点之上10-15度,对于无铅焊接而言也就是230-235度。
由于无铅焊接电子原器件的最高承受温度并不会发生变化,因此,对于无铅焊接,理想的焊接工艺窗口为230-245度。
工艺窗口的大幅减少为保证焊接质量带来了很大的挑战,也对无铅焊接设备的稳定性和可靠性带来了更高的要求。
由于设备本身就存在横向温差,加之电子原器件由于热容量的大小差异在加热过程中也会产生温差,因此在无铅回流焊工艺控制中可以调整的焊接温度工艺窗口围就变得非常小了,这是无铅回流焊的真正难点所在。
SMT回流焊工艺温控技术分析SMT回流焊是SMT(表面安装技术)中最常用的焊接工艺。
它使用热风流和高温炉来将表面贴装元器件固定到印刷电路板(PCB)上。
回流焊工艺涉及到控制温度和气氛,以确保焊接过程中元器件和电路板的完整性和优良性能。
温控技术是SMT回流焊中最关键的技术因素之一,因为它直接关系到焊接质量和效率。
回流焊技术中使用的温度参数主要是热风温度和热板温度。
热风温度是指利用风扇和加热器将热风通过加热后吹到电路板和元器件之间的空气温度。
热板温度是指将电路板放置在预热板或热板上进行加热,热板的温度通过加热器或电热丝加热。
温度控制系统需要为每个加热区域配置传感器,同时通过PID算法实现温度调节、监测和报告。
温控技术的一个关键因素是控制热风和热板温度的均匀性。
由于焊接的不同部位所受到的热量不同,不同焊接区域的温度也不同,可能导致元器件焊接不良以及电路板形变的问题。
为了有效解决这个问题,需要配备快速响应和协同控制的温度控制系统,并进行定期维护和校准。
温控技术的第二个关键因素是控制焊接过程中的气氛。
回流焊需要使用气体环境,以确保元器件和电路板的质量,并保持焊接结果的稳定性和一致性。
气氛通常使用惰性气体,例如氮气或氩气,同时要注意气氛的流量和压力。
在焊接过程中,惰性气体有助于保护元器件并防止氧化。
此外,惰性气体的流量和压力的控制还可以在烤箱内形成适当的热流动,以确保加热和冷却的均匀性。
总结而言,SMT回流焊工艺的温控技术是确保焊接产品质量和效率的关键因素。
温度和气氛需要进行恰当的监测和调整,以确保焊接过程中的控制和稳定。
定期维护和校准也是不可或缺的,以确保温度控制系统能够快速响应和协同调节。