数控转塔冲床验收标准一览表
- 格式:xlsx
- 大小:13.51 KB
- 文档页数:8
机床验收标准机床是制造业中常用的设备之一,其性能的稳定与否直接影响到产品的质量和生产效率。
因此,对机床的验收标准显得尤为重要。
机床验收标准是指在购买新机床或者对旧机床进行维修、改造时,对机床进行检验、测试,以确定其性能是否符合规定要求的一系列标准和规范。
下面将从机床的外观、精度、稳定性等方面,介绍机床验收标准的相关内容。
首先,对于机床的外观来说,验收人员需要检查机床的外观是否完好无损,各部件是否齐全。
同时,还需要检查机床的润滑系统、冷却系统、防护装置等是否完好,以确保机床的安全使用。
其次,机床的精度也是验收的重点之一。
在验收过程中,需要对机床的加工精度、重复定位精度、定位精度等进行测试,以确保机床能够满足加工工件的精度要求。
此外,还需要对机床的各轴的运动平稳性进行检测,以确保机床在加工过程中不会出现抖动、振动等问题。
另外,机床的稳定性也是需要重点考虑的方面。
在验收过程中,需要对机床进行长时间运行测试,以检测机床在长时间运行过程中是否会出现温升过高、噪音过大等稳定性问题。
同时,还需要对机床的主轴、导轨、传动系统等进行检测,以确保机床在长时间运行过程中不会出现故障。
除了以上几点外,机床验收标准还需要考虑机床的安全性、环保性等方面。
在验收过程中,需要对机床的安全防护装置、操作界面等进行检测,以确保机床的安全性。
同时,还需要对机床的废气、废水排放等进行检测,以确保机床符合环保要求。
总的来说,机床验收标准是一个综合性的验收过程,需要对机床的外观、精度、稳定性、安全性、环保性等方面进行全面检测。
只有通过严格的验收标准,才能确保机床的性能稳定,从而保证产品的质量和生产效率。
希望本文能够对机床的验收标准有所帮助,谢谢阅读。
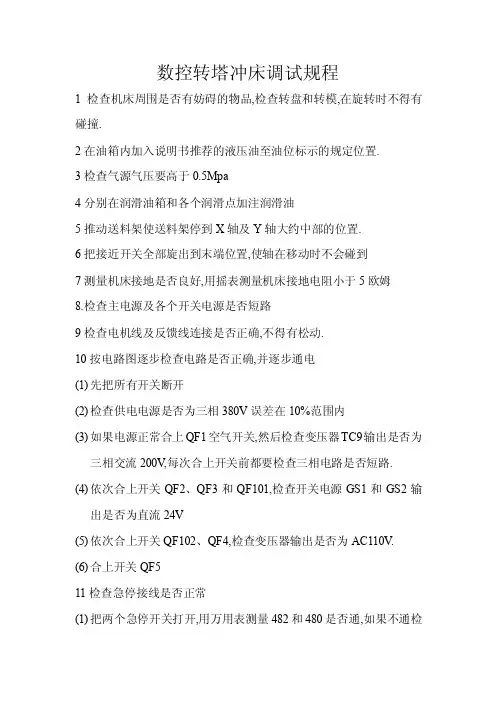
数控转塔冲床调试规程1 检查机床周围是否有妨碍的物品,检查转盘和转模,在旋转时不得有碰撞.2在油箱内加入说明书推荐的液压油至油位标示的规定位置.3检查气源气压要高于0.5Mpa4分别在润滑油箱和各个润滑点加注润滑油5推动送料架使送料架停到X轴及Y轴大约中部的位置.6把接近开关全部旋出到末端位置,使轴在移动时不会碰到7测量机床接地是否良好,用摇表测量机床接地电阻小于5欧姆8.检查主电源及各个开关电源是否短路9检查电机线及反馈线连接是否正确,不得有松动.10按电路图逐步检查电路是否正确,并逐步通电(1)先把所有开关断开(2)检查供电电源是否为三相380V误差在10%范围内(3)如果电源正常合上QF1空气开关,然后检查变压器TC9输出是否为三相交流200V,每次合上开关前都要检查三相电路是否短路. (4)依次合上开关QF2、QF3和QF101,检查开关电源GS1和GS2输出是否为直流24V(5)依次合上开关QF102、QF4,检查变压器输出是否为AC110V.(6)合上开关QF511检查急停接线是否正常(1)把两个急停开关打开,用万用表测量482和480是否通,如果不通检查线路排除故障,如果通,分别按下两个急停开关,看是否起作用. (2)分别按下两个急停开关,看系统是否有EMG报警,如果没有说明急停开关没起作用,检查线路.12在急停状态下,传入系统参数,机床程序及刀具参数13把操作面板上调换钥匙开关拨到切位置,看主电机和液压电机旋转方向是否正确,否则,调换电机线任意两根即可.14调整液压压力至5Mpa,设定液压油温度控制器报警1为5度,报警2为20,报警3为65度15设定电控箱温度控制器报警温度为30度16对照电气原理图,逐个感应接近开关和各个开关,在系统诊断页面下看是否信号都正确17分别按操作面板及辅助面板上的各个按钮,在系统诊断页面下,看每个按钮对应的信号,看按钮接线是否正确.18调整定位销气缸检测开关,使定位销在下时有信号19踩下脚踏开关,看脚踏开关是否正常20检查夹钳保护区信号是否正确,并移动X轴和Y轴使夹钳移动到冲头下看每个工位和保护区对应是否准确21调整压射销气缸检测开关使压射销推出时,上下气缸检测都有信号,按动压射销气阀,在压射销插入时,调整检测开关,使其有信号.22调整转模结合检测开关,在转模松开时,上下转模松开检测开关指示灯亮,按动转模结合气阀,在转模结合时,上下转模结合检测开关指示灯亮23手动移动X轴到正负极限,分别调整参考点,极限开关.接近开关与感应片距离为1mm24手动移动Y轴到正负极限,分别调整参考点,极限开关.使限位开关与挡块接触接触良好.25手动转动转盘,调整T轴参考点开关和转模位置开关,使接近开关与感应块间距为1mm26在断电状态下,手动转动C轴,调整C轴参考点开关,使开关和挡块接触良好,调整完后,转动转模不让开关与挡块接触.27在操作面板上,把模式选择调到手动模式,移动各轴,使各轴参考点信号不起作用,按操作面板上”原点”按钮,各轴自动返回参考点.如果X 轴或Y轴产生极限超程报警,调整感应块位置,直到在返回参考点后,不会产生报警28在每次T轴返回参考点过程中,关闭进气管,以防止压射销插入时,转盘晃动太大,损坏涨紧环,按同一个方向安装链条,首先调整上下转盘链条使链条涨紧力为()N,两侧受力均匀,调整感应块和1850参数至T轴在返回参考点后,压射销与1工位对应的定位孔对应.再次返回参考点,打开进气管,看压射销插入时转盘晃动情况,俯视上转盘,顺时针转动,把1850参数加大,逆时针转动,把1850参数减小,看诊断页面300号,直到伺服误差小于10为止,1850的数值参考诊断页面的301机床位置数值。
数控机床交机验收标准数控机床是一种技术含量很高的机电仪一体化的机床,用户买到一台数控机床后,是否正确的安全地开机,调试是很关键的一步。
这一步的正确与否在很大程序上决定了这台数控机床能否发挥正常的经济效率以及它本身的使用寿命,这对数控机床的生产厂和用户厂都是事关重大的课题。
数控机床开机,调试应按下列的步骤进行。
1 通电前的外观检查(1)机床电器检查打开机床电控箱,检查继电器,接触器,熔断器,伺服电机速度,控制单元插座,主轴电机速度控制单元插座等有无松动,如有松动应恢复正常状态,有锁紧机构的接插件一定要锁紧,有转接盒的机床一定要检查转接盒上的插座,接线有无松动,有锁紧机构的一定要锁紧。
(2)CNC电箱检查打开CNC电箱门,检查各类接口插座,伺服电机反馈线插座,主轴脉冲发生器插座,手摇脉冲发生器插座,CRT插座等,如有松动要重新插好,有锁紧机构的一定要锁紧。
按照说明书检查各个印刷线路板上的短路端子的设置情况,一定要符合机床生产厂设定的状态,确实有误的应重新设置,一般情况下无需重新设置,但用户一定要对短路端子的设置状态做好原始记录。
(3)接线质量检查检查所有的接线端子。
包括强弱电部分在装配时机床生产厂自行接线的端子及各电机电源线的接线端子,每个端子都要用旋具紧固一次,直到用旋具拧不动为止,各电机插座一定要拧紧。
(4)电磁阀检查所有电磁阀都要用手推动数次,以防止长时间不通电造成的动作不良,如发现异常,应作好记录,以备通电后确认修理或更换。
(5)限位开关检查检查所有限位开关动作的灵活及固定性是否牢固,发现动作不良或固定不牢的应立即处理。
(6)操作面板上按钮及开关检查,检查操作面板上所有按钮,开关,指示灯的接线,发现有误应立即处理,检查CRT单元上的插座及接线。
(7)地线检查要求有良好的地线,测量机床地线,接地电阻不能大于1Ω。
(8)电源相序检查用相序表检查输入电源的相序,确认输入电源的相序与机床上各处标定的电源相序应绝对一致。
机床验收标准机床是制造业中不可或缺的重要设备,它的性能直接关系到产品的质量和生产效率。
因此,在购买新机床或者进行设备更新时,对机床的验收工作显得尤为重要。
机床验收标准是对机床性能进行评定和检验的依据,合理的验收标准可以保证机床的质量,提高生产效率,降低生产成本。
首先,机床验收标准应包括对机床外观的检查。
外观检查主要是对机床的涂装、表面光洁度和零部件的完整性进行检验。
涂装应均匀、无起泡、无脱落现象,表面应光滑、无划痕,零部件应完整无损。
这些都是保证机床外观质量的重要指标。
其次,机床验收标准还应包括对机床的基本性能进行检验。
基本性能包括机床的定位精度、重复定位精度、加工精度等指标。
定位精度是指机床在工作时的定位准确性,重复定位精度是指机床在多次工作中的定位重复性,而加工精度则是指机床在加工过程中的加工精度。
这些指标直接关系到机床的加工质量和加工效率,是机床验收标准中最为重要的部分。
另外,机床的稳定性和可靠性也是机床验收标准中需要重点考虑的内容。
机床在工作时需要保持稳定的性能,不得出现振动、噪音等异常现象。
同时,机床的各个部件和传动系统都需要保证其可靠性,不得出现漏油、漏电等情况,以确保机床在长时间工作中的稳定性和可靠性。
最后,机床验收标准还应包括对机床的安全性能进行检验。
安全性能是指机床在工作时对操作人员和周围环境的安全保护能力。
机床应具有完善的安全保护装置,如防护罩、急停按钮等,以确保操作人员在工作时不会受伤,同时也要保证机床在工作时不会对周围环境造成危害。
综上所述,机床验收标准是对机床质量进行全面检验和评定的重要依据,合理的验收标准能够保证机床的质量和性能,提高生产效率,降低生产成本。
因此,在进行机床验收时,需要严格按照验收标准进行检验,确保机床的质量和性能达到要求,为生产提供可靠的保障。
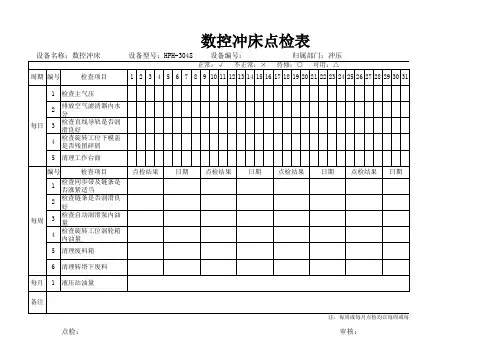
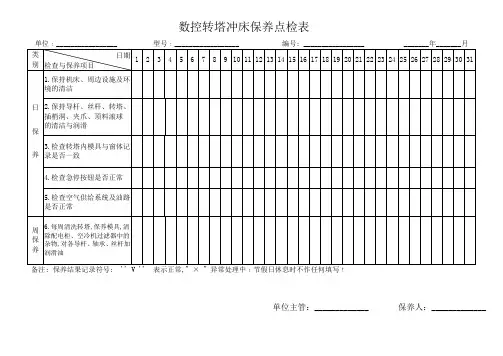
数控冲床日常点检项目株式会社AMADA天田(中国)集団1.Air确认(3点)点检场所内容标准/处置判定Air3点过滤单元的水分去除确认观测窗口的水是否堵塞。
确认水或空压机油没有堵塞。
水分诱发生锈、空压机油泄漏。
□良好□不良□調整□交換要□再調査去油雾单元剩余油量使用指定油(mechanic32)、剩余有足够的油。
另外从上面观测窗口确认油的 下滴量从观测窗查看油量。
上面观测窗口,一边确认油的下滴量同时动作5次空气装置,在观测窗调整每次下滴量。
□良好□不良□調整□交換要□再調査电控减压阀的设定确认空气压力设定是否正确。
另外使用中压力是否下降。
设定压力0.57MPa设定为(5.7kgf/c㎡)。
使用时压力下降場合需要设置受取容器等。
□良好□不良□調整□交換要□再調査过滤减压阀过滤油雾阀2.驱动(压力动作)点检场所内容标准/处置判定压力停止位置看压力指针停止位置、确认是否异常。
实际上加工时目视确认。
指针停在钟表12点位置。
冬天时确认位置变化。
指定外的油位置异常。
□良好□不良□調整□交換要□再調査V形皮带确认开始运动时的皮带松紧V形皮带老化、张力无法调整时、发出很大的声音。
需要更换皮带、调整张力。
否则影响压力停止位置。
□良好□不良□調整□交換要□再調査随机存储器位置 (VIPROS)确认PHNC(液晶画面)随机存储器位置。
在一般状态下「随机存储器位置」为1mm程度、「压力」8~12TON。
压力值会变化。
□良好□不良□調整□交換要□再調査点检场所内容基准/处置判定上部转塔全体确认转塔上的黄油清扫状况。
转塔上的黄油是冲床曲轴自动 给油时掉下来的。
目视确认。
多余黄油是磨带错误、 自动旋转动作不良(原点复位时一直转)的原因。
□良好□不良□調整□交換要□再調査升降弹簧升降弹簧/螺丝是否折断、弯曲、异常磨损。
另外供油状态是否正常目视确认折损、磨耗。
最終确认模具头部角材等,在支点上的模具是否流畅上升。
目视确认润滑状态。

此标准内容是关于铝材经过开料--冲压--铣床--去油--导电氧化--表面拉白后的检验,关于外观尺寸的1)变形:合格放置平稳或装配后无错位,离壳间隙在0.2MM以下,不影响外观.不合格放置不平稳,装配有组合不严或影响其他组装,间隙超0.2MM均不可接受.2)缩水合格轻微缩水,正面在30CM距离以内才能发现,或侧边不明显处,可接受(客户特殊要求除外合格轻微缩水,正面在20CM距离以内才能发现或侧边不明显处,手感轻微,可接受(客户特殊除外)不合格严重缩水,用手可以明显感到不平,影响装配,影响外观.3)色差合格在同样环境下与样板无明显差别均可接受.不合格在同样环境下与样板有明显差异或同批产品有颜色差异或同一产品各部分有明显颜色差异均不可接受.4)披锋合格表面或边缘无毛刺,光滑接缝处0.2MM但无刺手现象,工艺需作改善.合格表面或边缘光滑无任何毛边,毛刺;披锋<0.1MM无刺手现象但工艺需作改善.不合格表面边缘刺手,影响外观均不可接收.5)碰伤合格整机外观无任何碰伤边缘掉油现象.合格正面轻微碰伤,喷油或可以覆盖碰伤痕迹,不明显影响外观,侧面/底面碰伤较重喷油或能见轻微碰伤痕迹. 不允许任何碰伤.不合格成品机外壳有明显碰伤,变形,影响外观.6)喷油合格喷油面均匀,无灰尘,发亮,油粒,表面无明显夹水纹.吸附力:用3M SCOTHCH 810胶纸,将喷油干透之产品表面贴紧5-10分钟后撕开, 油漆无脱落现象为合格,(方法:将胶纸一端倾斜约45度撕开)表面硬度:待干后24小时,用手指甲背在其表面轻刮,若出现刮花痕迹和轻微痕迹,如果可用手轻轻抹去其轻微痕迹(或用去污水轻轻一擦痕迹便消除)为合格.颜色与样板一样(或与样板有少许差异,但须整套色一致不合格喷油面不均匀,一部分粗糙,一部分光亮,喷油面有灰尘,油粒,明显夹水纹.吸附力:表面硬度达不到要求. 颜色与样板差异较大,或整套颜色不一致.7)丝印合格塑胶:表面丝印位置,字体,颜色与样板或工程图纸一致.吸附力:用3M SCOTCH 810胶纸,在丝印好的塑胶表面贴紧后撕开,(方法:将胶纸一端倾斜约45度角撕开,连续3次丝印无脱落现象为合格耐磨度:用沙胶笔擦30次以上不掉油为合格.电子元件:丝印颜色清晰,色环易辨认浸,UC36洗板水浸3秒后不掉色环,极性标识清楚,规格丝印清晰易识别.合格丝印有轻微断缺,连接,能够辨别丝印内容.电子元件色环极性标识,有少许断缺,但可以辨认其极性,浸UC36洗板水约3秒后丝印不掉可接受.不合格塑胶表面丝印模糊,丝印移位,颜色与工程图纸或样板不一致,丝印色坏,字体变形丝印有毛边,重叠,连接,断缺,气泡.塑胶表面丝印达不到吸附力,耐磨度要求.电子元件色环丝印不全,少色环,不能辨认其颜色,不能辨认其极性或规格.受.8)错位合格成品装配错位不超过0.2MM且不影响其他组装外观.合格成品装配错位不超过0.1MM且不影响外观.不合格错位超过0.2MM影响整机外观。
机床验收标准机床是制造业中的重要设备,其性能的稳定与否直接关系到产品的质量和生产效率。
因此,机床的验收工作显得尤为重要。
为了确保机床的质量和性能符合要求,制定了一系列的机床验收标准。
本文将就机床验收标准进行详细介绍,以便相关人员能够准确了解和执行。
一、外观验收。
首先,对机床的外观进行验收。
外观验收主要包括机床的表面平整度、外壁无裂纹、涂装表面无脱落等方面。
同时,还需对机床的标识、铭牌、防护罩等进行检查,确保完好无损。
外观验收的合格与否直接关系到机床的使用寿命和安全性,因此必须严格执行。
二、功能验收。
其次,对机床的功能进行验收。
功能验收主要包括机床的动作精度、重复定位精度、切削性能、加工精度等方面。
只有机床的功能符合要求,才能保证产品的质量和生产效率。
因此,在功能验收中,必须进行严格的检测和测试,确保机床的各项功能达到标准要求。
三、性能验收。
除此之外,还需要对机床的性能进行验收。
性能验收主要包括机床的主轴转速、主轴噪音、冷却系统、润滑系统等方面。
这些性能直接关系到机床的工作效率和稳定性,因此在验收过程中必须进行全面的检测和测试,确保机床的性能达到标准要求。
四、安全验收。
最后,对机床的安全性进行验收。
安全验收主要包括机床的防护装置、紧急停车装置、漏电保护装置等方面。
只有机床的安全性得到保障,才能保证操作人员的安全和生产的正常进行。
因此,在安全验收中,必须进行严格的检查和测试,确保机床的安全性符合标准要求。
综上所述,机床验收标准涉及外观、功能、性能和安全等多个方面,需要进行全面的检查和测试。
只有严格执行机床验收标准,才能保证机床的质量和性能符合要求,为生产提供可靠的保障。
希望相关人员能够严格执行机床验收标准,确保机床的质量和性能达到标准要求,为制造业的发展贡献力量。
冲床的检验标准主要包括以下几个方面:
1. 外观:冲床表面应无划痕、锈迹、变形和变色等缺陷或瑕疵。
2. 机床:冲床的机床应运行平稳,无杂音,且接地正常。
3. 操作控制系统:冲床的操作控制系统应稳定、功能正常、指示灯亮。
4. 液压系统:液压油应清洁,压力调整正常,且泄漏少。
5. 电器系统:电路应正常,接地良好,控制柜无异味。
6. 气路系统:气路系统应压力正常,压缩空气清洁。
7. 床身和下模座:床身和下模座应平整、水平、固定,无留油等杂物。
8. 模具:模具应干净、无毛刺,尺寸准确。
9. 结构检查:冲床的结构应合理、稳定、牢固,无疲劳裂纹、变形、磨损等问题。
10. 工作前检查:检查各部分的润滑情况,并使各润滑点得到充分的润滑;检查模具安装是否正确可靠;
检查压缩空气压力是否在规定的范围内;检查各开关按钮是否灵敏可靠;使压力机进行几次空行程,检查制动器,离合器及操纵部分的工作情况;检查主电机有无异常发热、异常震动、异常声音等;用手动油泵对滑块加入锂基酯油;检查调整送料器滚轮间隙至工艺要求;检查并保持油雾器油量达到规定要求;电机开动时,应检查飞轮旋转方向是否与回转标志相同。
11. 工作中及工作后检查:冲床因为振动频率与电机转速成一定比率,首先就要检查一下电动机是否有故
障,检查它的碳刷,整流子表面状况,以及机械振动的情况,并要检查滚珠轴承的润滑的情况;如果没有什么问题,就要检查测速发电机。
测速发电机一般是直流的。
1.0 目的:为检验员提供检验规则和检验方法,指导其正确检验从而稳定产品质量。
2.0 适用范围:本公司数控冲床所加工出的产品的检验方法及质量要求。
3.0 检验工具:卡尺(300mm )/塞尺/千分尺(0-25mm )/直尺 (1000mm )/卷尺 (3000mm ) 4.0 引用标准:GB/1804-79 未注公差尺寸的极限偏差GB/1804-92 线性尺寸一般公差的公差等级和极限偏差值 5.0 检验方法及质量要求: 5.1材料5.1.1材料按图纸要求确认,且材料必须表面平整、光滑、颜色均匀一致,不得有压伤、锈斑、明显划伤,工件接刀尖角未倒钝,表面明显起伏及鼓包,拉丝氧化的铝件表面有黑点等缺陷。
5.1.2厚度检验方法使用千分尺测量保证厚度在图纸要求公差范围内(注意产品标注的尺寸是表面处理后的厚度还是表面处理前的厚度)。
5.2外观 5.2.1检验条件在间接光或人工照明度为300~600LUX 的近似自然光下进行目视,目视距离为600mm ,观测时间为10秒,且检查者位于被检查表面的正面、视线与被检表面呈45~90°进行正常检验,要求检验者的校正视力不低于1.2。
5.2.2不允许缺陷5.2.2.1工件表面不得有压伤等外观缺陷,拉丝氧化的铝件表面不许有黑点等缺陷。
5.2.2.2表面处理为电镀的工件,其表面不得有锈斑、明显划伤等外观缺陷。
5.2.2.3冲密孔工件,表面不得有明显的起伏及鼓包。
5.2.2.4工件接刀尖角,处于任何位置必须去除,所有尖角、直角处应予倒钝,但不应倒成圆角。
5.2.2.5毛刺手摸无刮手感觉为度,毛刺修磨后大小小于0.05mm 。
5.2.3允许缺陷5.2.3.1轻微的擦伤有刮花(图纸有明确要求的除外)。
5.3尺寸 5.3.1检验方法编制:品质部 作成/日期:刘江/01.11.01批准/日期:蔡善谦/01.11.01抄送:□总经理□副总经理□管理者代表□市场部□供应部□计划部□技术部□生产钣金部□生产喷涂部□生产装配部□品质部□人力资源部□文控中心FORM NO :WI-2-02 共2页 第1页数控冲床检验指导书REV .1.0数控冲床检验指导书REV.1.0按客户剪口图及作业指导书要求检验数控冲床加工的所有产品尺寸。
1.目的:1.1 通过检验与测量,确保产品品质符合要求。
2.范适用范围:2.1 适用冲压成型检验。
3.权责:3.1 品保部:负责依据工程资料及客户要求对产品品质进行检验与判定。
3.2 制造部:负责完成产品的制造及品质符合要求。
3.3 工程部:负责产品品质及制造工艺流程资料的评审。
3.4 计划部:负责产品制造计划的安排、实施及达成进度跟踪。
4.定名词解释:4.1 AQL:过程平均满意度及容忍度的质量水平,即品质允收水准。
4.2 致命缺点(CR):根据经验及判断表明此类缺陷可能导致产品在使用安全或最终产品主要功能丧失的缺陷。
4.3 主要缺点(MA):可能影响产品功能或使产品组装作业造成困难,最终产品主要功能降低的缺陷。
4.4 次要缺点(MI):不会降低产品功能,仅外观上有瑕疵之缺陷。
4.5 C=0:计数特性不良允收数为0。
(适用于汽车行业)5.作业内容:5.1 作业流程:见页次3。
5.2 作业说明:见页次4-7。
6.记录表单:6.1 《冲床IPQC首件CHECK LIST》6.2 《矫正与预防措施改善报告》6.3 《IPQC冲床巡检日报表》版本(次)生效日期冲床IPQC检验规范A 2010.07.01制造部计划部批次管制单《冲床IPQC 首件CHECK LIST》制造部品保部品保部制造部《IPQC冲床巡检日报表》制造部制造部品保部品保部制造部冲床IPQC检验规范版本(次)A 生效日期2010.07.015.2 作业流程:责任单位协办单位参考文件及表单流 程开始首件制品制造自检首件确认批量生产转下制程结束IPQC 巡检重工修理报废NG NG OK OKOK5.2 作业说明: 5.2.1 首件确认时机:1>凡交接班生产之料号均须进行首件确认。
2>新料号第一次量产时须进行首件确认。
3>调整或修复机器生产时须进行首件确认。
4>机台转换料号生产时须进行首件确认。
5>工程资料变更后须进行首件确认。
文件名称数控、机加工件检验标准数控、机加工件检验标准生效日期使用状态页码of 试用版目的确保本公司制程品质符合客户要求。
范围适应于数控及机加工件制程或成品入库检验。
抽样标准MIL-STD-105E 单次H 级正常检验;CR=0 ; MA=1.0 ; Ml=2.5。
检验环境在正常光源条件下,距离30cm远检验,以及适宜的角度检验产品。
参照标准1、GB / T2828.1-2003逐批检查计数抽样及抽样表。
2、GB / T 6414-1999铸件尺寸公差。
3、GB/T 11350机械加工余量。
4、GB/T 15115-94铝合金压铸标准。
5、GB 7000.1-2007灯具第一部分:一般要求与试验。
序号检验项目接收标准检验工具及方法缺陷扌田述缺陷等级致命 (CR) 严重(MA )轻微 (MI)1外观表面无刮花、色差、碰伤目视样板手感明显的刮花、色差、碰伤。
V主视面(注:外露的那一面)不能有凹痕、砂孔、刀刮痕、杂质。
主视面有凹痕、砂孔、刀刮良、杂质。
V其它(左右或上下)侧面出现两处有直径0.1mm的凹痕、砂孔、杂质。
V 产品各部位无断裂、穿孔、缺料。
有断裂、穿孔、缺料。
V 各边缘厚簿均匀。
各边缘厚簿不均匀。
V如有拉丝纹,必须清晰、方向一致。
拉丝纹不清晰、方向不致。
V 各孔位及边缘无刺手的毛刺。
各孔位及边缘有刺手的毛刺。
V2 结构性能尺寸及公差与技术要求相符合,不影响装配。
卡尺图纸手感塞规与技术要求不符。
V 牙路清晰,配合良好且密封度(间隙)小于0.1mm。
装配困难及密封度(间隙)大于0.1mm。
V 孔位不能有打偏、打穿或漏打现象。
孔位偏、打穿或漏打。
V上下两面的平整度小于0.3mm。
上下两面的平整度大于0.3mm。
V机加工后次要面不允许有气孔。
机加工后次要面有气孔。
V备注1、上述未列出来的检验标准,检验时依照“客户要求”、“客户样品”进行验收。
2、本检验标准未尽项目,需检验时可参照行业标准、国标或工程技术文件要求。