高锰钢的切削加工。
- 格式:ppt
- 大小:569.00 KB
- 文档页数:12
切削高锰钢如何选择刀具材料1、高锰钢的类别与性能锰含量约为11%~18%的钢称高锰钢。
常用的铸造高锰钢ZMn13的化学成分为:Mn含量11%~14%,c含量1.0%~1.4%,Si含量0.3%~1.0%,P含量<0.03%,S含量<0.05%。
可分为高碳高锰耐磨钢、中碳高锰无磁钢、低碳高锰不锈钢和高锰耐热钢。
高锰钢是一种耐磨钢,经过水韧处理的高锰钢可以得到较高的塑性和冲击韧性。
高锰钢具有很高的耐磨性,虽然它的硬度只有HB210,但它的屈服点σs较低,只有σb的40%,因此具有较高的塑性和韧性。
高锰钢在受到外来压力和冲击载荷时,会产生很大的塑性变形或严重的加工硬化现象,钢被剧烈强化,硬度显著提高,可达HB450~550,因此有了较高的耐磨性。
2、高锰钢的切削加工性能(1)加工硬化严重:高锰钢在切削过程中,由于塑性变形大,奥氏体组织转变为细晶粒的马氏体组织,从而产生严重的硬化现象。
加工前硬度一般为HB200~220,加工后表面硬度可达HB450~550,硬化层深度0.1~0.3 mm,其硬化程度和深度要比45号钢高几倍。
严重的加工硬化使切削力增大,加剧了刀具磨损,也容易造成刀具崩刃而损坏。
(2)切削温度高:由于切削功率大,产生的热量多,而高锰钢的导热系数比不锈钢还低,只有中碳钢的1/4,所以切削区温度很高。
当切削速度Vc<50 m/min时,高锰钢的切削温度比45号钢高200℃~250 ℃,因此,刀具磨损严重,耐用度降低。
(3)断屑困难:高锰钢的韧性是45号钢的8倍,切削时切屑不易拳曲和折断。
(4)尺寸精度不易控制:高锰钢的线膨胀系数与黄铜差不多,在高的切削温度下,局部产生热变形,尺寸精度不易控制。
切削高锰钢时,应先进行粗加工,工件冷却后再进行精加工,以保证工件的尺寸精度。
3、切削高锰钢时各种刀具材料的特点高锰钢属难加工材料,对刀具材料要求较高。
一般来说,要求具材料红硬性高、耐磨性好,有较高的强度、韧性和导热系数。
高锰钢材料参数范文高锰钢(High Manganese Steel,简称Hadfield Steel)是一种含有较高锰含量的耐磨钢材料。
它的主要特点是具有很高的硬度、耐磨性和抗冲击性能,被广泛应用于铸造、冶金、矿山、建筑等领域,特别适用于耐磨性要求较高的工作环境。
高锰钢的主要成分是铁(Fe)和锰(Mn),其中锰含量通常在11%至14%之间,且含碳量低于 1.2%。
高锰钢的组织主要由渗碳体和铁素体组成。
在正常状况下,高锰钢的硬度可达到HB180-220,抗拉强度为600-900MPa,屈服强度为300-600MPa,延伸率为40%-60%。
高锰钢是一种具有热硬化性能的钢材,即经过冷加工后可以在受热过程中获得更高的硬度。
高锰钢的主要特点如下:1.耐磨性:高锰钢具有出色的耐磨性,能够在强烈的冲击和摩擦作用下保持较好的表面硬度和耐磨性,适用于需要长时间使用和频繁装卸的工作环境。
2.高韧性:高锰钢具有极高的抗冲击性能,即使在低温环境下也能够保持较高的韧性,不易发生断裂和破碎。
3.提高工作效率:由于高锰钢具有优异的耐磨性,可以延长设备的使用寿命,减少维护和更换的频率,提高工作效率和生产效益。
4.易加工性:高锰钢具有较好的切削加工性能,可以通过钣金加工、冲压和焊接等方式进行加工和制造,满足不同工作环境的需求。
5.抗腐蚀性:高锰钢具有一定的抗腐蚀性能,可以在一定程度上抵抗酸、碱等介质的侵蚀,适用于潮湿、腐蚀环境下的工作。
根据以上的特点,高锰钢被广泛应用于各个领域,包括矿山、建筑、铸造、煤矿、水泥等工业领域。
在建筑领域,高锰钢常用于制造抗磨地坪、护板、矿山车辆、破碎机等设备的零部件。
在铸造领域,高锰钢被用于制造高铬铸铁的模具,提高铸件的抗冲击性能。
在矿山领域,高锰钢被用于制造矿石破碎机的重要零部件,提高设备的使用寿命和工作效率。
总之,高锰钢以其良好的耐磨性、抗冲击性和韧性等特点,被广泛应用于各个领域,提高了设备的使用寿命和工作效率,满足了不同工作环境的需求。
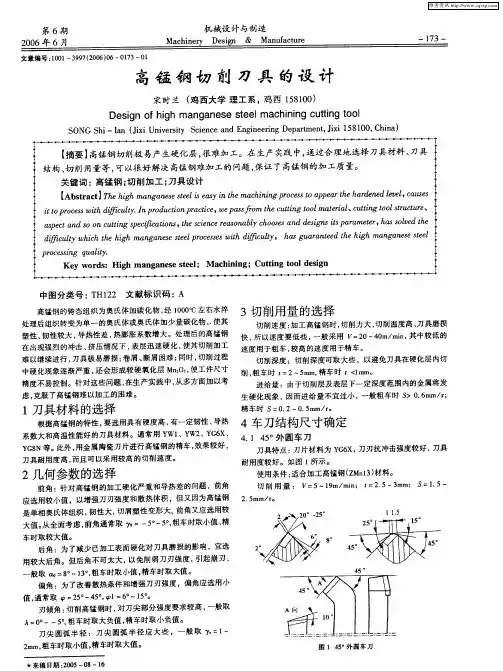
车削加工MN18CR2高锰钢刀头,刀具(大切深,高速车削)车削加工MN18CR2,MN13CR2高锰钢铸件刀具问题,欢迎致电郑州华菱市场部高锰钢铸件(MN18CR2,MN13CR2)一般存在铸造缺陷夹渣砂孔,刀具经常出现掰刀,崩刃。
高锰钢材质工件由于这些铸造缺陷造成了刀具难于切削加工问题。
车削工时短、加工余量小的,刀具牌号常选YS8、YW1合金,陶瓷刀具。
如果工件大或加工余量大,车削硬化会非常严重,如果是批量生产,用加夹车刀最划算。
有夹砂、断续车等恶劣工况,硬质合金刀就会非常吃力造成粗车崩刀,精车烧刀。
BN-K1材质追求高的抗冲击性能,针对高硬度短铁屑工件研发,具备高硬度的同时,其抗冲击性能更优异,适合大余量粗加工高硬度铸铁件如高铬合金,高锰钢,高镍铬合金,冷硬铸铁,白口铸铁;广泛应用于矿山机械,冶金机械,水泥、电力设备耐磨备件行业。
高锰钢,高铬铸铁耐磨铸件(MN13CR2,MN18CR2)具体行业零件主要产品细分:颚式破碎机的齿板、边护板、压条;圆锥式破碎机的轧臼壁(定锥)、破碎壁(动锥);球磨机、棒磨机、粉煤机的衬板;反击式破碎机、锤式破碎机的板锤、鎯头、衬板;金属破碎机的锤头圆盘。
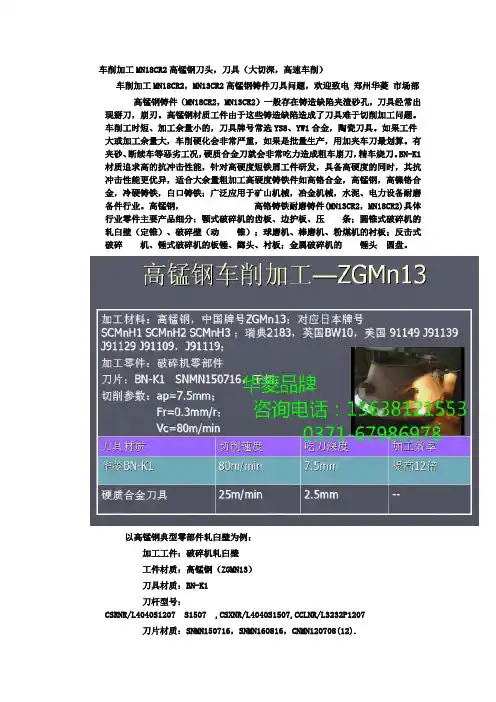
以高锰钢典型零部件轧臼壁为例:加工工件:破碎机轧臼壁工件材质:高锰钢(ZGMN13)刀具材质:BN-K1刀杆型号:CSRNR/L4040S1207 S1507 ,CSXNR/L4040S1507,CCLNR/L3232P1207刀片材质:SNMN150716,SNMN160816,CNMN120708(12).加工轧臼壁高锰钢材质参数:线速度Vc=70-90m/min,进给量Fr=0.25-0.45mm/r,切刀深度ap=5-10mm。
此BN-K1材质刀具适用于机床分为普车、数控机床、立车、卧式车床、加工中心等,加工方式:铣削加工,车削加工,镗削加工。
对于加工机床刚性要求不是很高,只是会对切刀深度有影响。
机床刚性足的话大吃刀量转速进给量都可以随之提高。


高锰钢用途
高锰钢是一种具有高硬度、高耐磨性和高韧性的特种钢材。
由于其优异的性能,高锰钢在工业领域被广泛应用。
1. 制造耐磨零件
高锰钢具有极高的硬度和耐磨性,可以用于制造各种耐磨零件。
例如,高锰钢可以用于制造矿山机械、水泥机械、港口机械、冶金设备等重型机械的耐磨零件,如破碎机齿板、球磨机衬板、磨损板、搅拌机叶片等。
此外,高锰钢还可以用于制造钢铁、煤炭、电力等行业的耐磨零件,如轴承、轮毂、齿轮等。
2. 制造切削工具
高锰钢具有高硬度和高韧性,可以用于制造高速切削工具。
例如,高锰钢可以用于制造钻头、铣刀、刨刀、滚花刀、切削刀等,广泛应用于机械加工行业。
3. 制造防弹材料
高锰钢的硬度和韧性可以抵抗高速撞击,因此可以用于制造防弹材料。
例如,高锰钢可以用于制造防弹板、防弹衣等,广泛应用于军事和安全领域。
4. 制造化工设备
高锰钢具有优异的耐蚀性和耐高温性,可以用于制造化工设备。
例如,高锰钢可以用于制造反应釜、蒸馏塔、换热器等,在石油化工、
化学工程等领域得到广泛应用。
5. 制造船舶和海洋工程设备
高锰钢具有极高的耐磨性和耐蚀性,可以用于制造船舶和海洋工程设备。
例如,高锰钢可以用于制造船舶的螺旋桨、舵轮、锚链等,也可以用于制造海上石油钻井平台、海洋风电设备等。
高锰钢是一种非常优秀的特种钢材,具有广泛的用途。
随着科技的不断进步,高锰钢在各个领域的应用将会越来越广泛。
第一节工件材料的切削加工性材料的切削加工性是指对某种材料进行切削加工的难易程度。
1.衡量切削加工性的指标切削加工性的指标可以用刀具使用寿命、一定寿命的切削速度、切削力、切削温度、已加工表面质量以及断屑的难易程度等衡量。
某种材料切削加工性的好坏,是相对另一种材料而言的。
因此,切削加工性是具有相对性的。
一般以切削正火状态45钢的v60作为基准,其它材料与其比较,用相对加工性指标Kr表示:(3-1)式中,v60——某种材料其刀具使用寿命为60min时的切削速度;(v60) j——切削45钢,刀具使用寿命为60min时的切削速度。
二。
影响材料切削加工性的主要因素影响材料切削加工性的主要因素有材料的物理力学性能、化学成分和金相组织等。
三。
难加工材料的切削加工性(一)、高锰钢的切削加工性高锰钢加工硬化严重,塑性变形会使奥氏体组织变为细晶粒的马氏体组织,硬度急剧增加,造成切削困难。
高锰钢热导率低,仅为45钢的1/4,切削温度高,刀具易磨损,高锰钢韧度大,约为45钢的8倍,其伸长率也大,变性严重,导致切削力增加,并且不易断屑。
(二)不锈钢的切削加工性奥氏体不锈钢中的铬、镍含量较大,铬能提高不锈钢的强度及韧性,但使加工硬化严重,易粘刀。
不锈钢切屑与前刀面结出长度较短,刀尖附近应力较大,经计算刀尖所收的应力为切削碳钢的1.3倍,造成刀尖易产生塑性变形或崩刀。
奥氏体不锈钢导热性差,切削温度高。
另外,锯齿形切屑并不因速度增高而有所改变,所以切削波动大,易产生振动,使刀具破损。
断屑问题也是不锈钢车削中的突出问题。
车削不锈钢时,多采用韧性好的YG类硬质合金刀片,选择较大的前角和小的主偏角;较低的切削速度,较大的进给量和背吃刀量。
四、改善材料切削加工性的基本方法1.在材料中适当添加化学元素??? 在钢材中添加适量的硫、铅等元素,能够破坏铁素体的连续性,降低材料的塑性,使切削轻快,切屑容易折断,大大地改善材料的切削加工性。
在铸铁中加入合金元素铝、铜等能分解出石墨元素,利于切削。
高锰钢的切削加工探讨[摘要]高锰钢是含锰量在11%—18%的钢。
它是一种耐磨钢,其硬度只有hb210,屈服点较低,具有较高的塑性和韧性。
高锰钢在受到外来压力和冲击载荷时,会产生很大的塑性变形或严重的加工硬化现象。
高锰钢又分高碳高锰钢、中碳高锰钢、低碳不锈高锰钢、高锰耐热钢。
关键词高锰钢切削加工一、高锰钢切削加工特点由于高锰钢具有较高的塑性、韧性,其加工特点:一是加工硬化严重。
在切削过程中由于塑性变形大,奥氏体组织转变为晶粒的马氏体组织,从而产生硬化现象,加工后硬度达到hb450~550,硬化层深度达到0.1~0.3mm,其硬化程度比45号钢高几倍。
从而使切削力增大,加剧刀具磨损、崩刃。
二是由于其在切削时功率大,产生热量多,而其本身导热系数低,故而切削温度比45号钢高200~250°c,因此刀具磨损严重、耐用度降低。
三是其韧性是45号钢的8倍、难以断屑。
四是其膨胀系数大,在高温切削下,局部受热影响大,尺寸难以把握控制,所以切削高锰钢时要分粗加工、半精加工、冷却后再进行精加工,以保证尺寸精度。
二、高锰钢切削性能的改变金属材料的切削性能取决于其力学性能、物理性能:强度、硬度、塑性、韧性、耐磨性、线膨胀系数。
在实际生产中,改变其物理性能及力学性能的方法主要是热处理方法,从而改变其切削性能。
我是将高锰钢加热至600°c~650°c,保温2小时后再冷却,使它的奥氏体组织转变为索氏体组织来改变加工性能。
零件加工完后,使用前再进行淬火处理,使其内部组织重新转变为单一的奥氏体组织。
三、切削高锰钢时,刀具的选用1、刀具材料的选用难以切削加工的高锰钢对刀具材料的要求更高。
刀具材料必须具有更高的高耐磨、高耐热(红硬性)、高硬度、高强度、良好的塑形与韧性及良好的工艺性。
在实际生产中,我主要选用常用的刀具材料yg类硬质合金,也可以选用陶瓷刀片、cn25涂层刀片和cbn 刀具,但较贵。
对于要求高的零件,用陶瓷刀进行精车。
高锰钢材料上钻削Φ50以下孔的方法作者:孙广军来源:《科学与财富》2016年第16期摘要:在高锰钢零件加工中,因出现加工硬化,导致小于Φ50孔加工困难,精度低,难于满足客户要求。
通过自制钻头、控制切屑量、刀具磨钝标准,加工过程中的中途停车等方法及加强设备维护及细化工艺方案,解决了Φ50以下高锰钢零件孔加工困难问题,并为工厂节约成本、创造效益。
关键词:高锰钢矿山机械耐磨件;加工硬化;钻头结构;几何参数第一章:背景及问题随着工厂开发战略思想的成熟—以矿山机械耐磨件为主,现已达到年加工ZGMn13高锰钢超过12000吨能力。
高锰钢最突出的特点就是它的加工硬化现象非常严重,金属在低于再结晶温度时产生塑性变形而引起硬度提高的现象,称为加工硬化。
高锰钢之所以广泛应用于制造耐磨工件,主要是高冲击载荷作用下工件表面层能够产生加工硬化现象,从而提高耐磨性。
我厂的主产品之一是矿山机械耐磨件,其中工件有φ50以下不易铸出的孔,需要钻削加工,而材料ZGMn13高锰钢属于难加工材料,其主要加工特点:一是加工硬化现象严重;二是极易高温脱碳,给高锰钢的孔加工带来很大困难。
工厂现在采用的刀具是焊接式硬质合金钻头,刀片通过跑铜焊接连接到刀体上焊接时由于高度集中的瞬时热输入,在焊接后产生相当大残余应力,严重影响了刀具使用性能。
焊接后,刀片和刀体没有充分接触,影响钻头的强度,后角变化不均匀,后刀面不在同一曲面上,主切削刃倒棱处粗糙度很低,横刃由于不对称造成受力不均,横刃部分受力更复杂,钻头强度严重不足等一系列问题。
试加工时,我们发现了高锰钢切削加工几个固有的难题1、加工硬化严重。
高锰钢的切削过程中,由于塑性变形大,从而产生严重的加工硬化现象。
加工前的硬度一般为HB200-220,加工后表面硬度可达HB450-550,严重的加工硬化使切削力增大,加剧了刀具磨损,也容易造成刀具崩刃而损坏。
2、切削温度高。
由于高锰钢导热系数低,所以切削区温度很高,切削时的高温将使刀具前刀面上形成强烈的月牙洼磨损,刀具耐用度降低。
高锰钢的切削加工1.高锰钢有哪几种?其性能如何?锰含量约为11%~18%的钢称高锰钢。
常用的铸造高锰钢ZMn13的化学成分为:Mn含量11%~14%,c含量1.0%~1.4%,Si含量0.3%~1.0%,P含量<0.03%,S含量<0.05%。
高锰钢是一种耐磨钢,经过水韧处理的高锰钢可以得到较高的塑性和冲击韧性。
所谓水韧处理,就是把钢加热到1000℃~1100℃,保温一段时间,使钢中的碳化物全部溶入奥氏体中,然后迅速冷却,使碳化物来不及从奥氏体中析出,从而保持了单一的均匀的奥氏体组织。
经过水韧处理的高锰钢称为高锰奥氏体钢。
其力学性能为:σb=980 MPa,σs=392 MPa,HB210,δ=80%,αk=2.94 MJ /m2。
高锰钢具有很高的耐磨性,虽然它的硬度只有HB210,但它的屈服点σs较低,只有σb的40%,因此具有较高的塑性和韧性。
高锰钢在受到外来压力和冲击载荷时,会产生很大的塑性变形或严重的加工硬化现象,钢被剧烈强化,硬度显著提高,可达HB450~550,因此有了较高的耐磨性。
高锰钢可分为高碳高锰耐磨钢、中碳高锰无磁钢、低碳高锰不锈钢和高锰耐热钢。
几种高锰钢的牌号和性能见表5-1。
2.高锰钢有哪些切削加工特点?高锰钢锰含量高达11%~18%,具有较高的塑性和韧性,在切削加工中有以下特点:(1)加工硬化严重:高锰钢在切削过程中,由于塑性变形大,奥氏体组织转变为细晶粒的马氏体组织,从而产生严重的硬化现象。
加工前硬度一般为HB200~220,加工后表面硬度可达HB450~550,硬化层深度0.1~0.3 mm,其硬化程度和深度要比45号钢高几倍。
严重的加工硬化使切削力增大,加剧了刀具磨损,也容易造成刀具崩刃而损坏。
(2)切削温度高:由于切削功率大,产生的热量多,而高锰钢的导热系数比不锈钢还低,只有中碳钢的1/4,所以切削区温度很高。
当切削速度Vc<50 m/min 时,高锰钢的切削温度比45号钢高200℃~250 ℃,因此,刀具磨损严重,耐用度降低。
高锰钢切削加工工艺性能的分析作者:孙广军来源:《工业设计》2018年第04期摘要:本文论述了高锰钢材料的特性,列举了高锰钢零件切削加工工艺性能及切削加工加工过程中经常出现的不良现象,分析了出现切削问题的原因,并以高锰钢材料的车削加工为例指出了提高切削加工工艺性能的刀具参数、切削用量和辅助切削的特殊方法,为提高高锰钢材料的切削效率提供参考。
关键词:高锰钢;切削加工;切削加工工艺参数高锰钢是一种耐磨钢,锰的含量通常在1O%-18%之间。
在常温下,通过对高锰钢进行水韧处理,可得到均匀启勺单相奥氏体组织,单相奥氏体组织的强度、硬度比较低,具有很好的塑性及韧性。
当材料表面遇到冲击、突然加压或摩擦后发生塑性变形,同时材料表面被剧烈强化,硬度可达HBW450-550,表面获得良好的耐磨性,同时材料内部仍保持良好的塑性及韧性。
由于高锰钢具有良好的耐磨性能及抗冲击性能,其广泛应用于采石、挖掘、采矿、铸造、煤炭工业及钢铁行业。
由于高锰钢组织具有导热系数低、线膨胀系数大、伸长率大和易加工硬化等特点,造成高锰钢材料切削加工工艺性能很差,车削加工的过程中容易出现加工硬化、切削力大、切削温度高、加工精度低及断屑困难的问题。
严重影响了高锰钢制品的成品率机加工效率,造成高锰钢制品加工成本提高。
因此需要根据高锰钢材料的特性探索合理的切削加工工艺参数,有效地解决高锰钢的切削加工难题。
1高锰钢切削加工过程中容易出现的问题1.1加工硬化由于水韧处理后的高锰钢组织为均匀的单相奥氏体组织,由于面心立方晶格的结构特点,受到外力作用晶格容易发生滑移,同时诱发硬度较低的奥氏体组织转变为高硬度的马氏体组织,使材料加工面发生加工硬化现象(硬度可达HBW 500)。
使))具磨损严重。
1.2切削力大,刀尖处应力集中严重经X射线衍射仪及比对标准卡片分析得出高锰钢工件在切削过程中,材料表面会发生氧化反应生成Mn203,经金相显微镜测定氧化层厚度约为o.1-o.3mm。