CPK的介绍以及计算公式
- 格式:docx
- 大小:37.29 KB
- 文档页数:2
CPK的介绍以及计算公式
CPK是一种流行的质量管理工具,用于衡量一个过程的稳定性和性能能力。它是一个统计指标,用于确定一个制程是否能够生产出符合规格要求的产品。CPK值范围从0到1,数值越高,说明质量表现越好。本文将介绍CPK的背景和应用,并详细说明CPK的计算公式。
CPK最早由美国质量管理专家Dr. William H. Mauldin于1968年提出。它是六西格玛质量管理方法的重要组成部分,帮助企业评估和改善其制程能力。CPK常用于制造业,特别适用于需要维持严格偏差控制的行业,如汽车制造、电子产品制造和医药行业等。通过CPK,企业可以在制程中及时发现问题并采取措施,以保证生产出高质量的产品。
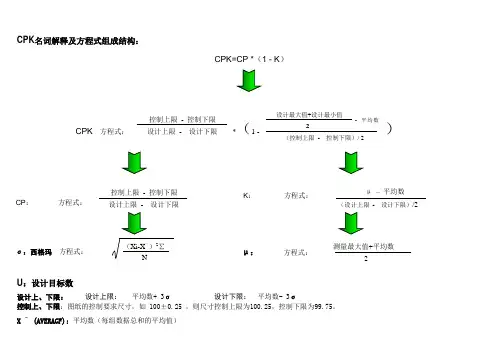
CPK的计算基于统计原理,需要收集一系列的数据来进行分析。下面是CPK计算的步骤和公式:
1.收集数据:首先,需要收集制程的数据,这些数据可以来自于制造过程中的检测和测量。通常,数据应该包含至少30个样本点,以便能够准确评估制程的能力。
2.计算制程分布的标准差:通过计算制程的标准差,可以判断该制程的稳定性。标准差的计算公式如下:
其中,n为样本点数,Xi为第i个样本点,X̄为所有样本点的平均值。
3.计算制程上下公差:公差是产品允许的最大和最小偏差范围,CPK通过制程的上下公差来应用。公差由用户需求和产品规格来确定。 4. 计算过程能力指数(Cpk):Cpk用来衡量制程能力,它表示制程分布与上下公差的关系。Cpk的计算公式如下:
其中,USL为上公差,LSL为下公差,σ为制程标准差。
5. 判断Cpk的意义:Cpk值可以提供与制程能力有关的重要信息。一般来说,Cpk值大于1.33可以被认为是一个能够产生高质量产品的制程。低于1的Cpk值则表示制程的稳定性和能力有待改善。
使用CPK的好处在于可以帮助制造商确定其制程是否稳定并能够生产出达到要求的产品。通过CPK值的计算,制造商可以及早发现制程中可能存在的问题,并采取措施进行纠正。这样不仅可以防止缺陷产品的生产,也能提高产品质量和客户满意度。
总结起来,CPK是一种衡量制程能力的重要指标。通过收集数据并应用CPK的计算公式,制造商可以确定其制程的稳定性和性能能力。这个指标帮助企业预测产品是否能够达到规格要求,并提供改善制程条件的依据。