作业标准时间测定表
- 格式:docx
- 大小:10.45 KB
- 文档页数:2
作业测定–标准时间引言标准时间是指世界上统一接受和采用的时间计量标准。
在各种工作环境中,准确的时间掌握对于保证工作的顺利进行至关重要。
本文将介绍如何进行作业测定以获得准确的标准时间。
作业测定的概念作业测定是指通过一系列精确的测量过程来确定特定工作任务所需的时间。
作业测定可以帮助我们更好地理解工作流程,并作出合理的时间安排。
测定方法直接时间测量法直接时间测量法是指通过观察工人完成一项任务所花费的实际时间来测定作业的标准时间。
该方法可以通过以下步骤来进行:1.确定测定对象:选择一个典型的工作任务作为测定对象,并确保工人能够熟练完成该任务。
2.观察和记录:观察工人完成任务的每个步骤,并记录每个步骤所花费的时间。
3.计算总时间:将各个步骤的时间相加,得到完成整个任务所需的总时间。
4.重复测定:对同一任务进行多次测定,取平均值作为最终的标准时间。
标准时间数据库法标准时间数据库法是指借助已有的标准时间数据来测定作业的标准时间。
该方法适用于一些常见且重复性较强的工作任务。
具体步骤如下:1.建立标准时间数据库:收集和整理已有的标准时间数据,并建立一个标准时间数据库。
2.匹配和调整:根据实际工作任务的特点,从标准时间数据库中找出相似的任务,并进行适当的调整。
3.确定标准时间:通过标准时间数据库中的数据和调整结果,确定工作任务的标准时间。
速度性测定法速度性测定法是指通过对工人完成任务的速度进行测定来确定作业的标准时间。
该方法适用于那些要求工人在单位时间内完成固定数量任务的工作环境。
具体步骤如下:1.确定测定对象:选择一个典型的工作任务作为测定对象,并确定任务的标准数量。
2.测定时间:观察工人在单位时间内完成任务的次数,并记录每次完成的时间。
3.计算标准时间:将单位时间内完成的任务次数除以标准数量,得到每个任务的平均完成时间。
4.验证和调整:将测得的标准时间与实际工作情况进行验证,并根据需要进行适当调整。
作业测定的应用领域作业测定广泛应用于各种工作环境,包括生产、制造、物流、服务等。

T:代表"夹具/机器具/机器"(4)各部门认为标准工时不能真实体现作业状况时,可向有关部门申请重新测评。
总之,标准工时是实施现场管理的重要基础9 牢记要点计算标准工时要了解以下内容: _ 明确标准工时的作用 _ 做好标准工时测定准备 _ 计算标准工时 _ 修表真实的情况,故此应加以修正,乘上一定的评价系数,求得实际时间作为标准时间的主体,而实际时间应考虑一定的宽放,作为疲劳、等待、喝水、上厕所等必因素包括:操作者的熟练程度,设备工具的完善度,操作者的教育程度,工作的困难度。
时合理。
在计算标准工时时,要了解以下内容: 1.明确标准工时的作用利用标准时间,生产管制部门可以更精确地做生产计划,如在进度控制上有了问题,也可依标准时间来做人力调整。
水线生产的平衡。
一条流水线有很多工序,可依各工序的标准时间来配置人力,使生产线平衡、流畅。
业内容、达到什么精度、制定时间标准的费用等。
准时间资料法、计划估算法、实际成绩资料法、数学法等很多种类。
每个方法各有其特点,企业可以根据使用目的和测定的对象作业性质选择适当的方法。
3进行测算,并连续测试20个以上的周期时间。
参照的作业人员,其劳动熟练程度与中等熟练人员的比较系数称为评核系数。
系数越大表示其劳动熟练程度越高。
劳宽放时间 宽放率= ×100%=管理宽放率+生理宽放率+疲劳宽放率 其中:管理宽放率一般取3%~10%; 疲劳宽放率一般取5%~20%; 生理产趋于稳定时(一般为生产一周以上),工艺人员应再次测评标准工时;必要时应予以修改,并发出变更通知。
应予以修改,并发出变更通知。
,并发出变更通知。
施现场管理的重要基础,准确的标准工时可以平衡生产线,有效分配工作人员,生产各部门都要依据标准工时制定相应的工作计划。
标准工时 _ 修改标准工时喝水、上厕所等必须要项的预备,这样才得到标准时间。
当的方法。
3.计算标准工时 (1)测算作业时间~20%; 生理宽放率一般取2%~5%。
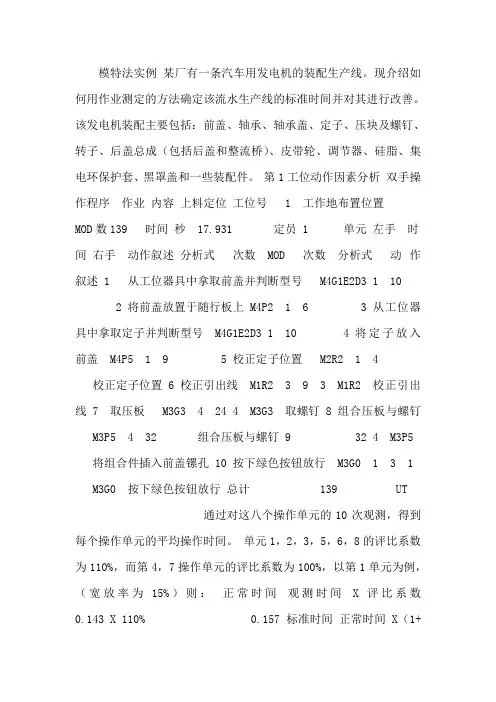
模特法实例某厂有一条汽车用发电机的装配生产线。
现介绍如何用作业测定的方法确定该流水生产线的标准时间并对其进行改善。
该发电机装配主要包括:前盖、轴承、轴承盖、定子、压块及螺钉、转子、后盖总成(包括后盖和整流桥)、皮带轮、调节器、硅脂、集电环保护套、黑罩盖和一些装配件。
第1工位动作因素分析双手操作程序作业内容上料定位工位号 1 工作地布置位置MOD数139 时间秒 17.931 定员 1 单元左手时间右手动作叙述分析式次数MOD 次数分析式动作叙述 1 从工位器具中拿取前盖并判断型号M4G1E2D3 1 102 将前盖放置于随行板上 M4P2 1 63 从工位器具中拿取定子并判断型号M4G1E2D3 1 104 将定子放入前盖M4P5 1 9 5 校正定子位置M2R2 1 4 校正定子位置6 校正引出线M1R2 3 9 3 M1R2 校正引出线7 取压板M3G3 4 24 4 M3G3 取螺钉8 组合压板与螺钉M3P5 4 32 组合压板与螺钉9 32 4 M3P5将组合件插入前盖镙孔 10 按下绿色按钮放行M3G0 1 3 1 M3G0 按下绿色按钮放行总计139 UT通过对这八个操作单元的10次观测,得到每个操作单元的平均操作时间。
单元1,2,3,5,6,8的评比系数为110%,而第4,7操作单元的评比系数为100%,以第1单元为例,(宽放率为15%)则:正常时间观测时间X 评比系数0.143 X 110% 0.157 标准时间正常时间 X(1+宽放率)0.157 X 1+15% 0.181 如此类推,将各单元的标准时间之和求出后,即得组装手电筒的作业时间。
感动中国人物――蓝领专家孔祥瑞天津港(集团)煤码头公司孔祥瑞操作队队长兼党支部书记,高级技师。
2006年“感动中国”人物。
武汉理工大学杰出校友。
他先后主持开展技术革新项目150多个,获多项国家专利,为企业创效近9600万元,成为人人敬佩的“知识型产业工人”。
作业测定的方法国际劳工组织的工作研究专家为作业测定下的定义是:作业测定是运用各种技术来确定合格工人按规定的作业标准,完成某项工作所需的时间。
作业测定的阶次可以分为:(1)第一阶次:动作——人的基本动作测定的最小工作阶次。
例如:伸手,握取等。
(2)第二阶次:单元——由几个连续动作集合而成。
例如:伸手抓取材料,放置零件等。
(3)第三阶次:作业——通常由两、三个操作集合而成。
(4)第四阶次:制程——指为进行某种活动所必须的作业串联。
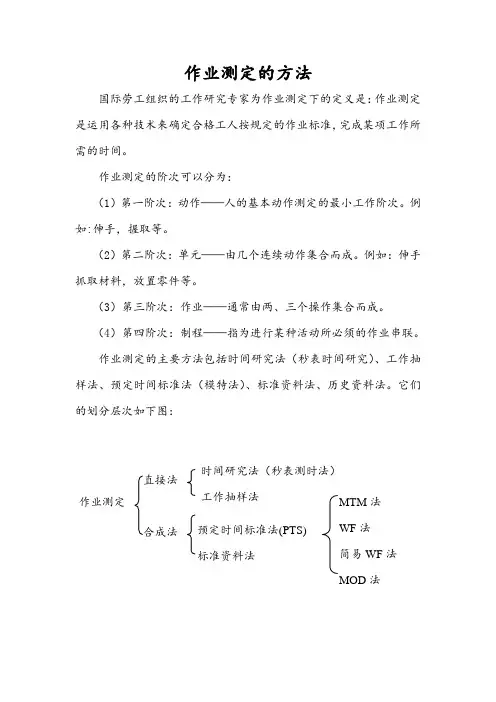
作业测定的主要方法包括时间研究法(秒表时间研究)、工作抽样法、预定时间标准法(模特法)、标准资料法、历史资料法。
它们的划分层次如下图:时间研究法(秒表测时法)工作抽样法预定时间标准法(PTS)标准资料法 作业测定MTM 法 WF 法 简易WF 法MOD 法下面分别介绍五种方法的定义、原理、使用条件和实施过程。
一.时间研究法1.定义时间研究法也称为秒表时间研究,是以秒表为主要计时工具,通过对工序作业时间的直接测定,并经过工时评定和工时宽放,制定标准时间的方法。
2.原理秒表时间研究是利用秒表,在一段时间,对作业的执行情况直接的连续观测,把工作时间以及与标准概念(如正常速度)相比较的对执行情况的估价等数据,一起记录下来给予一个评比值,并加上一定的宽放值,最后确定出该项作业的时间标准。
3.使用条件秒表时间研究主要用于对重复进行的操作寻求标准时间。
重复作业是指具有重复循环型式的作业,重复循环期间持续的时间,大大超过抽样或观察所需要的时间。
当作业具有单独的重复循环,分循环或有限的几种循环时,可以用秒表时间研究法。
适用于手工作业、机械作业等场合。
作业人数多的场合不太适宜,这时可以采用影片法摄录下来后再仔细研究。
4.实施步骤1)、选择观测对象和搜集相关资料;2)、划分操作单元;3)、测时,即记录观测时间,剔除异常值,确定观测次数,补充测时,计算各操作单元工时的平均值;4)、效率评比,即通过对被观测者的作业操作速度正常性的判断,进行调整,计算正常作业时间;5)、进行宽放,考虑到个人生理等需要,在计算的正常作业时间基础上进行放宽调整(按一定的百分数放宽);6)、确定标准作业时间—定额时间。
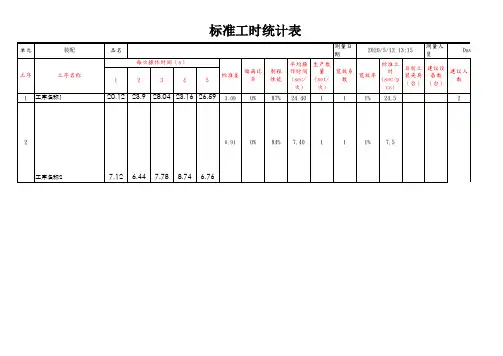
标准工时测定一、标准工时的结构1、标准工时是以各个作业为对象所测定的结果﹐即为单一工序的时间。
2、标准工时要包括准备工时与单件工时﹐而且要个別测定。
3、标准工時是该项作业所含的各单元或动作的整合。
是整合而非集合﹗生产批工时=准备工时+完工件数×单件工时二、标准工时的内涵标准工时﹕是指在一定的工作方法、条件下﹐任何正常的人﹐以正常的速度能完成某项作业的时间。
正常工时﹕是指所测定的对象(作业员)未必正好在正常状态、正常速度下。
最后运用评比系数作调整﹐使之接近正常的速度水平。
标准工时=正常时值× (1+宽放率)正常时值=平均时值× (1+评比系数)三、标准工时必须依据的基本条件1、正常作业环境状态下2、确定而合理的最佳工作方法3、适任合格的作业员4、以一定的正常的速度进行作业四、测定标准工时的方法标准工时的运用是一种科学管理,所以一定要使用科学的方法來测定它。
但是有些企业贪图方便而采用简陋的方式﹐如﹕经验臆测法﹑历史记录法。
经验臆测法﹕是指求教于车间有经验的人员,包括技术工或车间主管﹐依他們的经验直接提出某工件﹑某作业工时基准﹐而不作实地測定。
历史记录法﹕是指以工时记录单为依据﹐由现场作业员在实际作业时﹐依实况填入某工作件﹑某制程的产量及作业工时﹐经过对大量的同样数据加以统计比较(其实只是简单平均)﹐而得出所谓的标准工时。
秒表测时法﹕在作业现场针对作业内容﹐以秒表为工具﹐作深入的观测与记录。
同時要了解作业员的实际速度予以评比调整﹐使之达到接近标准速度的狀态。
综合数据法﹕以作业单元为中心﹐按统计方法把相同或很类似的单元综合起来建立标准时值表。
工作件设计完成后﹐并确定了它的制程工序与作业方法﹐就拿以单元为基准的时值表加以组合。
預定动作时间标准法﹕先测定各种动作的标准时值﹐作为统一标准。
测时只要确定待测定的工作方法与动作內容﹐最后把預定的动作时值組合起來。
五、标准工时的应用方向1、生产排程上的应用排程工时=准备工时+单件标准工时×排程量2、产能负荷管理的应用负荷工时=准备工时+单件标准工时×周排程量3、作业绩效管理的应用1)、生产净效率淨效率=Σ有效工时÷ (总工时-损失工时) × 100﹪2)、时间损失率时间损失率=总损失时间÷投入总工时× 100﹪六、运用标准工时的限制1、必须在正确科学的方法方式下测定2、必须善用调整方法3、不适用办公室管理事务作业4、未能确定的工作方法七、建立维护(修订)标准工时的机制1、工作方法变化时2、生产设备变化时3、产品种类变化时秒表测时法一、秒表测时法的精神1、了解基本背景1)、产品的制程与作业2)、作业的方法与标准3)、进行该项作业的人或机器2、必须坚持的精神1)、必须测时于正确的工作方法2)、必须观测于现场实际作业3)、必须具有明确的原始记录三、秒表测时的执行程序1、确定测时对象(工件)与目的2、確定工作方法与工作环境3、预先观测并建立作业单元4、实地观测并记录单元时值5、基本的时值整理6、计入评比与宽放四、划分作业单元的理由与技巧理由﹕1、为了正确的给予评比2、明确作业细节﹐提示改善3、作业条件、方法改变时的局部重测4、日后综合数据编定之用技巧﹕1、要有明确的始止点2、工时太短的单元不宜划分3、区分手动单元与机械自动单元4、区分机械内、外手动作业单元5、分离规则与不规则单元五、连续测时法需注意的技巧连续测时法﹕测时工作开始就按下秒表﹐中间包括各周程各作业单元﹐直到完成时才按停秒表。
作业量分析表格一、作业量分析表
审核:分析人:
二、制造命令单
三、制造通知单
日期:
总经理:厂长:业务经理:制表:
四、标准作业时间拟定表
日期:页数:
审核:分析人员:
319
五、突发性工作量分析表
□工作抽查
□工作记录页次:
审核:分析人员:
六、工作量汇总表
320
七、重要作业时间分析
页数:
八、标准作业时间研究表
日期:
321
续表
审核:拟定人:
九、标准作业时间测定表
分析日期:
审核:分析人:
322
十、时间研究记录表
编号:生效日期:
十一、作业标准汇总表
件号:拟定日期:
件名:修改日期:
323
十二、作业变动分析表
作业名称:年月日
324
十三、各部门合格率控制表
十四、件工资幅度调查表
325
十五、停工报告单
现场主管:生产室:
注:本表由生产部门发出,经现场主管填妥后呈厂长批示后存生产室。
十六、生产异常反应表
326
十七、生产异常状况报告书
编号:日期:
说明:1.生产部门因异常情况之停工应填报本表。
2.生产部门主管会同相关部门做好紧急处理。
3.对经常性的事件,相关部门应制订根本对策,防止再发生。
327。
作业测定的方法国际劳工组织的工作研究专家为作业测定下的定义是:作业测定是运用各种技术来确定合格工人按规定的作业标准,完成某项工作所需的时间。
作业测定的阶次可以分为:(1)第一阶次:动作——人的基本动作测定的最小工作阶次。
例如:伸手,握取等。
(2)第二阶次:单元——由几个连续动作集合而成。
例如:伸手抓取材料,放置零件等。
(3)第三阶次:作业——通常由两、三个操作集合而成。
(4)第四阶次:制程——指为进行某种活动所必须的作业串联。
作业测定的主要方法包括时间研究法(秒表时间研究)、工作抽样法、预定时间标准法(模特法)、标准资料法、历史资料法。
它们的划分层次如下图:时间研究法(秒表测时法)工作抽样法预定时间标准法(PTS)标准资料法 作业测定MTM 法 WF 法 简易WF 法MOD 法下面分别介绍五种方法的定义、原理、使用条件和实施过程。
一.时间研究法1.定义时间研究法也称为秒表时间研究,是以秒表为主要计时工具,通过对工序作业时间的直接测定,并经过工时评定和工时宽放,制定标准时间的方法。
2.原理秒表时间研究是利用秒表,在一段时间,对作业的执行情况直接的连续观测,把工作时间以及与标准概念(如正常速度)相比较的对执行情况的估价等数据,一起记录下来给予一个评比值,并加上一定的宽放值,最后确定出该项作业的时间标准。
3.使用条件秒表时间研究主要用于对重复进行的操作寻求标准时间。
重复作业是指具有重复循环型式的作业,重复循环期间持续的时间,大大超过抽样或观察所需要的时间。
当作业具有单独的重复循环,分循环或有限的几种循环时,可以用秒表时间研究法。
适用于手工作业、机械作业等场合。
作业人数多的场合不太适宜,这时可以采用影片法摄录下来后再仔细研究。
4.实施步骤1)、选择观测对象和搜集相关资料;2)、划分操作单元;3)、测时,即记录观测时间,剔除异常值,确定观测次数,补充测时,计算各操作单元工时的平均值;4)、效率评比,即通过对被观测者的作业操作速度正常性的判断,进行调整,计算正常作业时间;5)、进行宽放,考虑到个人生理等需要,在计算的正常作业时间基础上进行放宽调整(按一定的百分数放宽);6)、确定标准作业时间—定额时间。
标准工时一、定义:st(standard time):标准时间,在特定的工作环境条件下,用规定的作业方法和设备,以普通熟练工作者的正常速度完成一定质量和数量的工作所必需的时间。
所以,st要求如下:1.作业方法必须是标准的。
2.作业速度也必须是标准的。
3.作业者必须是熟练工。
由此又得出:1.作业方法决定st,应该用更好的作业方法制定st;2.无标准的作业方法时,无法制定st;3.st只与人有关,与设备无关;4.st与作业者的具体熟练程度无关,只默认标准作业速度为st要求作业者的作业速度。
二、作用st是各种经营活动计划的基础,测量成果和评价的尺度,可用于改善活动的基础资料。
其主要用途如下:——编制生产作业计划;——计算作业人数;——制定标准成本;——估算产品成本;——编制日程计划;——比较方法和测量改善效果;——计算外发加工费;——制定长期人员计划;——作为生产线平衡数据;——评价作业者成果;——设备空间的计划基础;——编制加班计划;——评价监督者成果;——规定等待机器台数;——用于作业训练。
——其它三、构成标准时间= 正常时间+ 宽放时间= 正常时间* (1+宽放率)(外乘法)或正常时间/ (1-宽放率)(内乘法)1.正常时间:⑴主体作业时间:按照作业目的进行的作业。
指能创造价值的作业,如改变产品外形,改变产品性能等。
⑵副作业时间:与主体作业同步发生,起附属作用。
如取放工具、检查等。
2.宽放时间:⑴私事宽放时间:作业过程中,满足生理要求的宽放时间,如上厕所,喝水,擦汗。
⑵疲劳宽放时间:为了补偿工作过程中体力和精神疲劳,采取的休息或操作速度减弱的宽放时间。
⑶作业宽放时间:补偿作业过程中发生不规则的要素作业。
如用海绵清洁电烙铁;处理不良品等。
⑷集体宽放时间:集体作业时,对于个体差异产生损失的补偿。
如熟练度的差异,工位编排产生的损失等。
四、特性1.公正性(一贯性):在任何部门或现场都有一致的公平尺度。
2.适当性(信赖性):用科学方法制定的,管理者和劳动者都能接受。