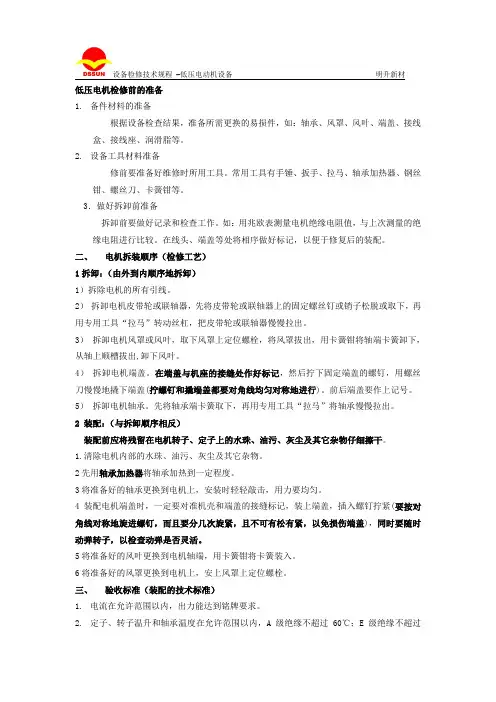
低压电动机检修工序卡
- 格式:doc
- 大小:307.00 KB
- 文档页数:12
计划检修时间:20 年 月 日至 20 年 月 日
(一)检修工作任务单
设备名称
设备代码
检 设备检修类别 修 计 计划工作时间 划
□A 级检修
□ B 级检修
□ C 级检修
2014 年 月 日 至 2014 年 月 日
主要检修项目
计划工日
序号
1 2 3 4 5 6 7
拆引线 电机解体 转子检查 定子检查 轴承检修 组装及试验 电机试运
材料名称 砂纸
金相砂纸 白布
机电设备清洗剂 塑料布 抹布
环氧树脂胶 硅橡胶平面密封剂
胶皮垫 润滑脂
QY-1 YQE-222
1T
测量工具
型号及规格 1000V~2500V
QJ44
0—30mm 100mm 120mm
材料准备
型号及规格 230*280 P80(100#)
70*230 30*30 宽 1.5 米
低压电动机检修工序卡
———————————————————————————————— 作者: ———————————————————————————————— 日期:
300MW 机 组 检 修 工 序 卡
****-DQ-201402-
电机检修
设 备 编 码: 检修部专业室主任: 检修部专业点检员: 检修单位专业主管: 设备检修负责人:
驱动端
非驱动端
□ 7 拆除地脚、背轮螺丝,将电机移到合适的 检修区域
□ 8 捋背轮
7、拆下的零件做好记号,保管妥 善。电机起吊是有专业指挥人员 操作,工作人员做好配合。 8、禁止用大锤或手锤直接敲击背
轮,应使用专用拉马或其他专用
工具。
□ 9 拆风扇及两端大小盖,先拆风扇侧,做好 记号,端盖与定子外壳部位要做好记号
轴承温度是否正
驱动端
常(标准≤95℃) 非驱动端
电动机本体温度 电动机本体
是否正常
轴承允许间隙标准技术数据对照表
振动值是否超 标
驱动端 非驱动端 电动机本体
电动机运行电 流是否正常
电动机本体是 否有异常声音
电动机运行 电流
电动机本体
深沟球轴承的径向游隙 (C3)
圆柱滚子轴承的径向游隙
内径 d(mm)
120-140
0.041-0.081
120-140
0.1-0.145
电机振动标准技术数据对照表
额定转速(转/分)
3000
1500
1000
750 及以下
振动值(mm)(双幅值)
0.05
0.085
0.10
0.12
绝缘电阻、直流电阻标准技术数据对照表
绝缘电阻
大于 1MΩ/KV
直流电阻相互差别
小于最小值的 2%
检查结果 □ □ □ □ □ □
备注
数量
检查结果 □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □
22
氧气减压表
23
乙炔减压表
23
抽转子专用工具
24
序号 1 2 3 4 5 6 7
工具名称 兆欧表 双臂电桥 万用表 千分尺
塞尺 游标卡尺
序号 1 2 3 4 5 6 7 8 9 10
序号 1 2 3 4 5 6
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21
(二)修前准备卡(续)
工作人员姓名
工种
工具名称 记号笔 记号笔
撬棍 套筒扳手 梅花扳手
手电 铜棒 枕木 毛刷 钢丝刷 电动吹灰器 电动热风枪 扁铲 手锤 三爪拉马 倒链 钢丝绳 吊带 拔对轮专用工具 内六角板 烤把
名称
□ 消缺
工作许可
□电气第一种工作票 □ 热机工作票 其它工作许可条件 □动火工作票 □围栏设置
□电气第二种工作票 □ 热控工作票
□ 脚手架 □ 安全网
□电气继保工作票
□拆除保温 □其它
□封堵打开
工作票编号:
1 2 3 4 5
电机潜在缺陷消除: 达到工艺、质量要求: 电机温度、振动合格: 电机其它参数达标 保证设备运行可靠
9、防止风扇损坏或变形,风扇破 损不能继续使用时,应更换与原 型号相同的风扇,端盖无裂纹, 止口紧密,拆卸时应使用铜棒敲 击,严禁用力过猛。
□ 10 抽转子。防止磕碰定子线圈或划伤端部 10、设专人监视用透光法监护定 W-2
修后目标
设备基本参数 设备名称:
(二)修前准备卡
型 号:
功 率:
(KW) 额定电流:
(A)电 压:
(V)
额定转速:
(r/min) 接线方式:
功率因数:
生产厂家:
驱动端轴承:
;非驱动端轴承:
;
设备修前状况
检查项目
检查部位 状 态(是/否) 检查项目
检查部位 状 态(是/否)
轴承是否有异常 声音
驱动端 非驱动端
径向游隙(mm)
பைடு நூலகம்
内径 d(mm)
径向游隙(mm)
50-65
0.023-0.043
50-65
0.06-0.09
65-80
0.025-0.051
65-80
0.065-0.1
80-100
0.030-0.058
80-100
0.075-0.11
100-120
0.036-0.066
100-120
0.085-0.125
工具准备
型号及规格 红色 黑色
Φ25*500 (8-32mm) (8-32mm)
Φ20 100*100*500mm
50mm 4排 GBL800E MOD8600E φ20*200mm 2磅 200mm 2t Φ8mm×2mm 2t
3mm~12mm G01-100
单位 支 支 把 套 套 把 个 根 把 把 只 只 把 把 件 个 根 根 套 套 把
部位
电机引线相序
部位
检修工序卡 质量标准
页 码:01 质检点 签字
1、工作票已审核并确认安全措施 已完备
2、学习安全、技术交底
3、按照工具、材料清单准备齐全
4、按照定置化管理布置现场
5、设备检修前须参照有关的安全 操作规程,对施工现场的安全措 施进行全面的检查,确认无误后 方可进行工作 6、拆线前必须验电,拆下电源线 W-1 三相短接接地并做好相序标记。
YH-25 4m δ=0.08
300*300 20kg/桶 TS1587 4×1m,δ=5mm SKF LGWA2
块 块 套
单位 台 台 块 把 把 把
单位 张 张 米 桶 千克 千克 千克 桶 块 千克
序号 1 2 3 4
备件名称 轴承 接线板 风扇 接线盒
备件准备
规格及型号
单位
套
个
只
只
□ □ □ □
数量
检查结果 □ □ □ □ □ □ □
数量 数量
检查结果 □ □ □ □ □ □ □ □ □ □ □
检查结果 □ □ □ □ □
(三)检修工序卡
版 次:第 1 版
序号
检修工序步骤及内容
□ 1 办理工作票
□ 2 组织学习 □ 3 材料准备 □ 4 现场布置 □ 5 检查核对安全措施
□ 6 电动机拆电源线
(一)检修工作任务单
设备名称
设备代码
检 设备检修类别 修 计 计划工作时间 划
□A 级检修
□ B 级检修
□ C 级检修
2014 年 月 日 至 2014 年 月 日
主要检修项目
计划工日
序号
1 2 3 4 5 6 7
拆引线 电机解体 转子检查 定子检查 轴承检修 组装及试验 电机试运
材料名称 砂纸
金相砂纸 白布
机电设备清洗剂 塑料布 抹布
环氧树脂胶 硅橡胶平面密封剂
胶皮垫 润滑脂
QY-1 YQE-222
1T
测量工具
型号及规格 1000V~2500V
QJ44
0—30mm 100mm 120mm
材料准备
型号及规格 230*280 P80(100#)
70*230 30*30 宽 1.5 米
低压电动机检修工序卡
———————————————————————————————— 作者: ———————————————————————————————— 日期:
300MW 机 组 检 修 工 序 卡
****-DQ-201402-
电机检修
设 备 编 码: 检修部专业室主任: 检修部专业点检员: 检修单位专业主管: 设备检修负责人:
驱动端
非驱动端
□ 7 拆除地脚、背轮螺丝,将电机移到合适的 检修区域
□ 8 捋背轮
7、拆下的零件做好记号,保管妥 善。电机起吊是有专业指挥人员 操作,工作人员做好配合。 8、禁止用大锤或手锤直接敲击背
轮,应使用专用拉马或其他专用
工具。
□ 9 拆风扇及两端大小盖,先拆风扇侧,做好 记号,端盖与定子外壳部位要做好记号
轴承温度是否正
驱动端
常(标准≤95℃) 非驱动端
电动机本体温度 电动机本体
是否正常
轴承允许间隙标准技术数据对照表
振动值是否超 标
驱动端 非驱动端 电动机本体
电动机运行电 流是否正常
电动机本体是 否有异常声音
电动机运行 电流
电动机本体
深沟球轴承的径向游隙 (C3)
圆柱滚子轴承的径向游隙
内径 d(mm)
120-140
0.041-0.081
120-140
0.1-0.145
电机振动标准技术数据对照表
额定转速(转/分)
3000
1500
1000
750 及以下
振动值(mm)(双幅值)
0.05
0.085
0.10
0.12
绝缘电阻、直流电阻标准技术数据对照表
绝缘电阻
大于 1MΩ/KV
直流电阻相互差别
小于最小值的 2%
检查结果 □ □ □ □ □ □
备注
数量
检查结果 □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □
22
氧气减压表
23
乙炔减压表
23
抽转子专用工具
24
序号 1 2 3 4 5 6 7
工具名称 兆欧表 双臂电桥 万用表 千分尺
塞尺 游标卡尺
序号 1 2 3 4 5 6 7 8 9 10
序号 1 2 3 4 5 6
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21
(二)修前准备卡(续)
工作人员姓名
工种
工具名称 记号笔 记号笔
撬棍 套筒扳手 梅花扳手
手电 铜棒 枕木 毛刷 钢丝刷 电动吹灰器 电动热风枪 扁铲 手锤 三爪拉马 倒链 钢丝绳 吊带 拔对轮专用工具 内六角板 烤把
名称
□ 消缺
工作许可
□电气第一种工作票 □ 热机工作票 其它工作许可条件 □动火工作票 □围栏设置
□电气第二种工作票 □ 热控工作票
□ 脚手架 □ 安全网
□电气继保工作票
□拆除保温 □其它
□封堵打开
工作票编号:
1 2 3 4 5
电机潜在缺陷消除: 达到工艺、质量要求: 电机温度、振动合格: 电机其它参数达标 保证设备运行可靠
9、防止风扇损坏或变形,风扇破 损不能继续使用时,应更换与原 型号相同的风扇,端盖无裂纹, 止口紧密,拆卸时应使用铜棒敲 击,严禁用力过猛。
□ 10 抽转子。防止磕碰定子线圈或划伤端部 10、设专人监视用透光法监护定 W-2
修后目标
设备基本参数 设备名称:
(二)修前准备卡
型 号:
功 率:
(KW) 额定电流:
(A)电 压:
(V)
额定转速:
(r/min) 接线方式:
功率因数:
生产厂家:
驱动端轴承:
;非驱动端轴承:
;
设备修前状况
检查项目
检查部位 状 态(是/否) 检查项目
检查部位 状 态(是/否)
轴承是否有异常 声音
驱动端 非驱动端
径向游隙(mm)
பைடு நூலகம்
内径 d(mm)
径向游隙(mm)
50-65
0.023-0.043
50-65
0.06-0.09
65-80
0.025-0.051
65-80
0.065-0.1
80-100
0.030-0.058
80-100
0.075-0.11
100-120
0.036-0.066
100-120
0.085-0.125
工具准备
型号及规格 红色 黑色
Φ25*500 (8-32mm) (8-32mm)
Φ20 100*100*500mm
50mm 4排 GBL800E MOD8600E φ20*200mm 2磅 200mm 2t Φ8mm×2mm 2t
3mm~12mm G01-100
单位 支 支 把 套 套 把 个 根 把 把 只 只 把 把 件 个 根 根 套 套 把
部位
电机引线相序
部位
检修工序卡 质量标准
页 码:01 质检点 签字
1、工作票已审核并确认安全措施 已完备
2、学习安全、技术交底
3、按照工具、材料清单准备齐全
4、按照定置化管理布置现场
5、设备检修前须参照有关的安全 操作规程,对施工现场的安全措 施进行全面的检查,确认无误后 方可进行工作 6、拆线前必须验电,拆下电源线 W-1 三相短接接地并做好相序标记。
YH-25 4m δ=0.08
300*300 20kg/桶 TS1587 4×1m,δ=5mm SKF LGWA2
块 块 套
单位 台 台 块 把 把 把
单位 张 张 米 桶 千克 千克 千克 桶 块 千克
序号 1 2 3 4
备件名称 轴承 接线板 风扇 接线盒
备件准备
规格及型号
单位
套
个
只
只
□ □ □ □
数量
检查结果 □ □ □ □ □ □ □
数量 数量
检查结果 □ □ □ □ □ □ □ □ □ □ □
检查结果 □ □ □ □ □
(三)检修工序卡
版 次:第 1 版
序号
检修工序步骤及内容
□ 1 办理工作票
□ 2 组织学习 □ 3 材料准备 □ 4 现场布置 □ 5 检查核对安全措施
□ 6 电动机拆电源线