攻牙前使用钻头之孔径对照表
- 格式:xls
- 大小:20.00 KB
- 文档页数:2



标准公制螺母攻牙要钻个小于螺纹大径的孔来攻牙。
这个孔的大小就是螺纹小径到螺纹中径。
如何确认孔径大小就要参照对照表啦,一起来看看吧!螺丝攻牙钻孔径对照表- 14 (3.175) 1- 11 30.20 30.472 30.111NO.6 - 32(3.505)2.80 2.895 2.6421-1/4 -11 38.80 39.133 38.771NO.8 - 32(4.166)3.40 3.530 3.3021-1/2 -11 44.70 45.026 44.664NO.10 -24(4.826)3.90 3.962 3.6832- 11 56.50 56.837 56.475NO.12 -24(5.486)4.50 4.597 4.3441/4 - 20 5.10 5.257 4.979英制管螺纹5/16 - 18 6.60 6.731 6.401 PF规格(新规格G) 标准径最大最小3/8 - 16 8.00 8.153 7.7987/16 - 14 9.40 9.550 9.1441/16 -286.70 6.843 6.561 1/2 - 13 10.90 11.023 10.592 1/8- 288.70 8.848 8.566 9/16 - 12 12.20 12.446 11.989 1/4- 1911.70 11.89 11.445 5/8 - 11 13.60 13.868 13.386 3/8- 1915.20 15.395 14.950 3/4 - 10 16.60 16.840 16.3071/2 - 14 19.00 19.172 18.6317/8- 919.60 19.761 19.177中之毋螺牙径1/16 -6.10 6.20 6.244 6.384281/8 -8.10 8.20 8.249 8.388281/4 -10.70 11.00 10.962 11.174193/8 -14.20 14.50 14.448 14.658191/2 -17.60 18.00 17.979 18.263143/4 -23.00 23.50 23.378 23.66314129.00 29.50 29.459 29.822- 111-1/4 -37.50 38.00 37.976 38.339111-1/2 -43.40 44.00 43.869 44.23211254.90 55.50 55.412 55.844- 11美制管螺纹针车用螺纹规格钻孔径规格标准径最大最小N P TN P SSM1/16 - 80 1.25 1.281 1.211使用绞刀时不用绞刀时SM5/64 - 64 1.55 1.593 1.5131/16 -275.946.15 6.35 SM3/32 - 56 1.90 1.936 1.841 1/8- 278.33 8.43 8.74 SM3/32 -100 2.10 2.156 2.081 1/4- 1810.72 11.13 11.13 SM1/8 - 32 2.30 2.393 2.233 3/8- 1814.27 14.27 14.68 SM1/8 - 40 2.50 2.551 2.421 1/2- 1417.48 17.86 18.26 SM1/8 - 44 2.50 2.605 2.485 3/4-1422.63 23.01 23.42 SM1/8 - 48 2.60 2.657 2.5471-11-1/228.58 28.98 29.36 SM9/64 - 32 2.70 2.79 2.6301-1/4 -11-1/237.31 37.69 38.10 SM9/64 - 40 2.90 2.948 2.8181-1/2-11-1/2 43.26 43.66 44.45SM11/64-323.50 3.584 3.4242-11-1/2 55.17 55.58 56.36SM11/64-403.70 3.742 3.612SM3/16 - 24 3.60 3.658 3.498英制螺纹SM3/16 - 28 3.80 3.844 3.684 规格钻孔径SM3/16 - 32 3.90 3.98 3.820 硬材软材SM3/16 - 40 4.05 4.138 4.008 W 1/8- 402.65 2.60 SM7/32 - 32 4.70 4.774 4.614 W 5/32- 323.25 3.20 SM15/64 -28 5.00 5.0554.875 W 3/16- 243.75 3.70 SM1/4 - 24 5.20 5.266 5.086 W 1/4- 205.10 5.00 SM1/4 - 28 5.40 5.452 5.272 W 5/16- 186.60 6.50 SM1/4 - 40 5.60 5.726 5.596 W 3/8- 168.00 7.90 SM9/32 - 20 5.70 5.824 5.634 W 7/16- 149.40 9.30 SM9/32 - 28 6.20 6.256 6.066 W 1/2- 1210.70 10.50 SM5/16 - 18 6.30 6.444 6.254 W 9/16- 1212.30 12.00 SM5/16 - 24 6.80 6.864 6.674W 5/813.70 13.50 SM5/16 - 28 6.90 7.05 6.860 - 11W 3/416.70 16.50 SM11/32 -28 7.70 7.843 7.653 - 10W 7/819.50 19.30 SM3/8 - 18 7.90 8.053 7.843 - 9W 122.40 22.00 SM3/8 - 28 8.50 8.637 8.447 - 825.00 24.00 SM7/16 - 16 9.30 9.44 9.220 W1-1/8- 728.30 28.00 SM7/16 - 28 10.10 10.224 10.034 W1-1/4- 7W 5/166.60 6.50 SM1/2 - 12 10.30 10.42 10.180 - 18W 3/88.00 7.90 SM1/2 - 20 11.30 11.41 11.190 - 16W 7/169.40 9.30 SM1/2 - 28 11.70 11.812 11.622 - 14W 1/210.70 10.50 SM9/16 - 20 12.90 13.018 12.778 - 12W 9/16 12.30 12.00- 12W 5/8- 1113.70 13.50W 3/4- 1016.70 16.50W 7/8- 919.50 19.30W 1- 822.40 22.00W1-1/8- 725.00 24.00W1-1/4- 728.30 28.00公制迫牙丝攻钻孔径美制迫牙丝攻钻孔径规格精度最大最小规格精度最大最小M1.0×0.25 G4 0.92 0.891-64UNCG5 1.76 1.68M1.2×0.25 G4 1.12 1.092-56G4 2.04 1.96M1.4×0.30 G4 1.3 1.263-48G4 2.35 2.250.80 -80UNC M6.0×1.0 G7 5.59 5.491-72G5 1.77 11.7M7.0×1.0 G7 6.59 6.492-64G4 2.06 1.98M8.0×1.25 G7 7.49 7.363-56G4 2.37 2.29M10×1.50 G7 9.34 9.224-48G5 2.68 2.59M10×1.25 G7 9.49 9.355-44G5 2.99 2.9M12×1.75 G8 11.23 11.096-40G5 3.29 3.19M12×1.25 G9 11.5 11.368-36G5 3.91 3.8110 -32 G6 4.53 4.44英制电器螺纹12 -28 G6 5.13 5.03 规格钻孔径1/4" -28 G7 6 5.91 2BA 4.0-4.2 5/16" -24 G7 7.53 7.42 3BA 3.4-3.6 3/8" -24 G7 9.1 8.99 4BA 3.0-3.2 7/16" -20 G8 10.62 10.48 5BA 2.7-2.8 1/2" -20 G8 12.2 12.06 6BA 2.4-2.5扩展资料:攻丝方法:攻丝是用一定的扭矩将丝锥旋入要钻的底孔中加工出内螺纹。
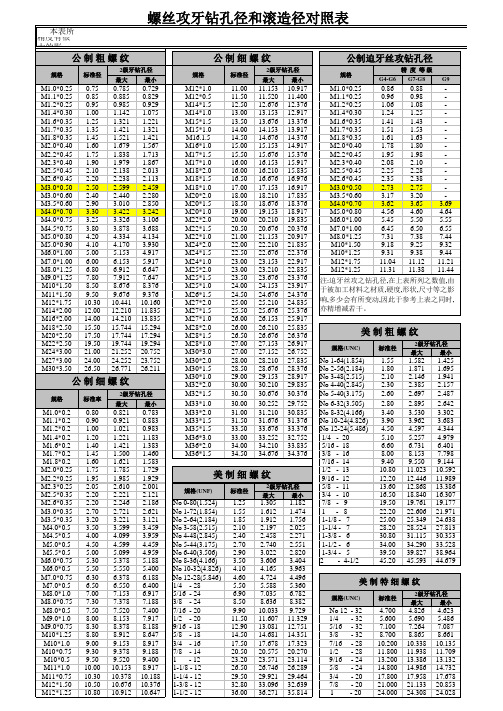
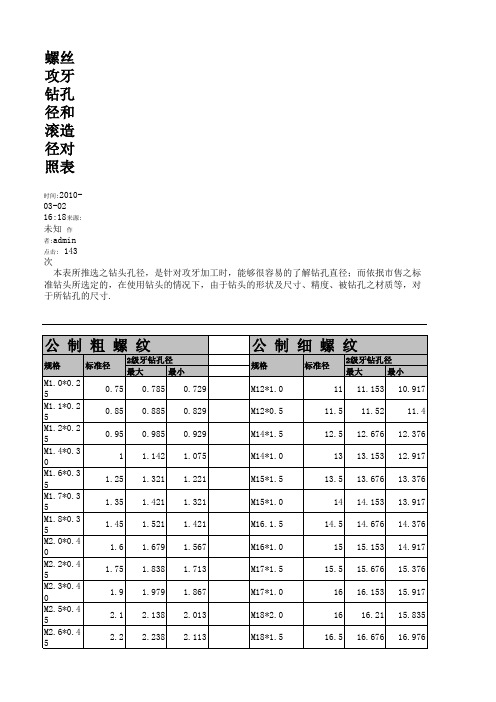
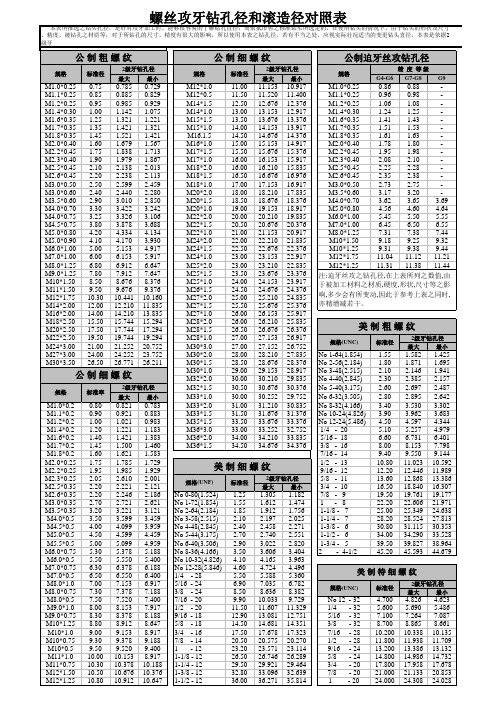
螺纹攻牙钻孔径和滚造径对照表
本表所推选之钻头孔径,是针对攻牙加工时,能够很容易的了解钻孔直径;而依据市售之标准钻头所选定的。
在使用钻头的情况下,由于钻头的形状及尺寸、精度、被钻孔之材质等,对于所钻孔的尺寸、精度有很大的影响,所以使用本表之钻孔径,若有不
注:迫牙丝攻之钻孔径,在上表所列之数
值,由于被加工 材料之材质、硬度、形状
、尺寸等之影响,多少会有所变动,因此
于参考上表之同时,亦请增减若干。
当之处,应视实际状况适当的变更钻头直径。
本表是依据2级牙制订。