6063铝合金快速挤压工艺的应用
- 格式:docx
- 大小:11.76 KB
- 文档页数:5
6063铝合金快速挤压工艺的应用
阳俊杰张昭强彭少君
(经阁铝业科技股份有限公司 湖南长沙410126)
摘要:铝合金生产中实现快速挤压,对提高生产效率、提高产能、降低生产成本 等都有很大的帮助。本文阐述了 6063铝合金实现快速挤压的条件及工艺。
关键词:铝合金、快速挤压、模具、双牵引机
1. 前言
6063铝合金是应用最广、用量最多的一种变形铝合金,被广泛应用于挤压
建筑型材和工业型材。目前我国铝合金热变形挤压工艺已逐渐趋近成熟, 但与国
外发达国家相比依然存在很大差距。
随着材料加工向高速、节能、连续化方向发展,近年来很多铝材挤压生产厂 家都希望采用低温快速挤压新技术。通常 6063铝合金的挤压速度实心型材在
15m/min-50m/min之间,空心型材在10m/min-35m/min之间,快速挤压是指挤压 制品从模孔流出的速度在60m/min以上。挤压速度过快制品表面会出现麻点、 裂 纹等的倾向,增加了金属变形的不均匀性,如何才能实现快速挤压的同时又保证 制品质量呢?
2、 实现快速挤压的条件
2.1快速挤压模具的设计
和普通铝型材挤压模具相比,快速挤压要求模具分流孔大,即保证供料量充
足;上模薄,即送料行程减短;模具工作带短,即铝与模具的阻力减小;随挤压 过程的完成,变形区温度升高,而挤压速度越快,变形区温度升高得也越快,所 以模具应该带有模具冷却系统,以保证挤压模具温度稳定,低温高速,实现快速 挤压的同时也保证了模具的寿命和型材质量。 另外,快速挤压模具材料性能要好。
2.2 6063铝合金铝棒的要求
对于快速挤压,铝棒的要求要高于普通挤压,铝棒必须全部均质,铝棒中不 允许有油污、夹杂。合金的均质处理能提高挤压速度,同未均匀化处理的铸锭相 比,大约可使挤压力降低6%-15 %。对均热后快冷的铸锭,MgSi几乎能全部固 溶于基体,过剩的Si也将固溶或以弥散析出的细小质点存在。这样的铸锭可以 在较低温度下快速挤压,并获得优良的力学性能和表面光亮度。镁一般控制在
0. 5%左右,MgSi总量控制在0. 82%左右。当硅过剩0. 01%时合金的力学性 能(7
b约为218Mpa已大大超过国家标准性能,并过剩硅从 0. 01%提高到
0. 13%, 7 b可提高到250Mpa即提高14. 6%。要形成一定量的MgSi,必须 首先考虑到Fe与Mn等杂质含量造成的硅损失,即要保证有一定量的过剩硅。为 了使6063合金中的镁充分与硅匹配,实际配料时,必须有意识地使Mg Si v 1.73。 镁的过剩不仅削弱强化效果,而且又增加了产品成本。
2.3挤压设备的要求
挤压机必须具备等速挤压和等压挤压的控制系统。近代技术的进步,挤压速 度可以实现程序控制或模拟程序控制,同时也发展了等温挤压工艺和CADEX?新 技术。通过自动调节挤压速度来使变形区的温度保持在某一恒定范围内, 可达到
快速挤压而不产生裂纹的目的,而随挤压的进行,没有等温挤压的控制系统,高 速挤压会使挤压实际温度大幅度增长,也就是说,没有等速挤压和等温挤压的控 制系统,制品的出料速度不一致,挤压制品表面会出现波纹甚至裂纹的挤压缺陷, 从而无法实现快速挤压。
2.4出料方式的要求
制品从模具出料口流出后,为保证其能沿挤压中心线的纵向平衡而快速地前
进,必须有牵引机牵引,最好是双牵引。没有牵引机牵引,快速流出的制品制品 表面可能出现类似于水波纹的缺陷,或者会使制品局部弯折,甚至出料受阻。
3、快速挤压工艺
快速挤压的挤压速度一般可提高至一般挤压挤压速度的 2-4倍,我公司通过
一年多的努力,现在有少数模具挤压速度已达到 60m/min以上,实现快速挤压。
与一般挤压相比,快速挤压的工艺要求更加严格。
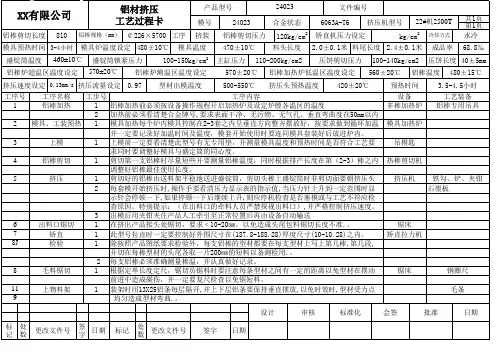
3.1铝棒、模具、挤压筒的加温
为了提高生产效率,在工艺上可以采取很多措施。采用感应加热,沿铸锭长 度方向上存在着温度梯度40-60C (梯度加热),挤压时高温端朝挤压模,低温端 朝挤压垫,以平衡一部分变形热。对挤压生产来说,挤压温度是最基本的且最关 键的工艺因素。挤压温度对产品质量、生产效率、模具寿命、能量消耗等都产生 很大影响。挤压最重要的问题是金属温度的控制,从铝棒开始加热到挤压型材的 淬火都要保证可溶解的相组织不从固溶中析出或呈现小颗粒的弥散析出。 6063
合金铝棒加热温度一般都设定在 MgSi析出的温度范围内,加热的时间对 MgSi 的析出有重要的影响,采用快速加热可以大大减少可能析出的时间。 铝棒加热温 度一般平模设置为430-460C,分流模设置为440-470C,实现低温快速挤压。
模具加热炉定温:平模定温450-480C ;分流模460-495C ;平模和分流模 混合加热定温460-495C。
挤压筒的加热温度比铝棒温度低 50C左右,加热时逐步升到指定温度,使 各部分温度均匀,挤压筒加热器内侧温度控制在 380-420C。外侧温度比内侧温
度高,温差控制在50E以内。
3.2快速挤压过程工艺控制
低温快速挤压时指挤压温度低于 450C,而出料速度高于60m/min,即在保 证型材出料口温度达到直接风冷淬火温度的条件下, 尽量降低铝棒加热温度,通
过提高挤压速度,使制品温度升高来补偿,以达到低温快速挤压的目的,这样既 提高了生产效率,又节约了能源。同普通挤压方法相比,低温快速挤压法具有其 突出的有点:由于挤压时温度低,坯料加热时间相应缩短,同时变形速度快,坯 料变形时间短,既节约能耗,又大大提高了生产效率。
棒长控制:采用长棒热剪,根据生产订单要求尽量加长铝棒的热剪长度, 可 在一定程度上提高挤压效率、提高成品率和节约成本。快速挤压用铝棒不允许有 接棒,因为在铝棒接口处杂质元素和夹杂物等分布集中, 制品表面质量会有缺陷; 而且应力也分布集中,对快速挤压金属流动制品成型不利。
主系统压力的控制:系统压力过大会导致制品与模具之间的摩擦力增大, 影
响制品表面质量,严重时甚至损坏模具工作带。主系统压力一般要求w 21MPa
出料方式的控制:采用双牵引机将挤压制品从出料口拉出, 以保证制品出料
能沿挤压中心线的纵向平衡而快速地前进, 利用牵引力与挤压速度同步保证牵引 机速度与挤压速度一致,型材出模孔后,一般皆用牵引机牵引。牵引机工作时在 给挤压制品以一定的牵引张力,同时与制品流出速度同步移动。 使用牵引机的目 的在于减轻多线挤压时长短不齐和抹伤,同时也可防止型材出模孔后扭拧、弯曲, 给张力矫直带来麻烦。张力矫直除了可以使制品消除纵向形状不整外, 还可以减 少其残余应力,提高强度特性并能保持其良好的表面。
温度控制:6063铝型材机上淬火是为了将在高温下固溶于基体金属中的
MgSi出模孔后经快速冷却到室温而被保留下来,冷却速度常和强化相含量成正 比。6063合金可强化的最小的冷却速度为 38C /分。根据现场检测,当挤速超过
60m/min时,铝棒经挤压后在出料口温度可提高 70C以上。在挤压过程中,模具 温度都升高,当模具超温时,模具退火,挤压模具容易变形,甚至影响模具的使 用寿命,制品出料也不稳定。快速挤压过程中,模具升温必然比一般挤压模具升 温速度要快,所以模具应该带有模具冷却系统, 以保证挤压模具温度稳定。近年 来在国外用氮气或液氮冷却模具(挤压模)以增加挤压速度,提高模具寿命和改善 型材表面质量。在挤压过程中将氮气引到挤压模出口处放出, 可以使被冷却的制
品急速收缩,冷却挤压模和变形区金属,使变形热被带走,同时模子出口处被氮 的气氛所控制,减少了铝的氧化及氧化铝的粘接和堆积,所以氮气的冷却提高了 制品的表面质量,可大大的提高挤压速度。CADEX是最近发展的一种挤压新工艺, 它挤压过程中的挤压温度、挤压速度和挤压力形成一个闭环系统, 以最大限度地 提高挤压速度和生产效率,同时保证最优良的性能。也可采用水冷模挤压,即在 模子后端通水强制冷却,试验证明可以提高挤压速度 30%-50 %。
挤压速度控制:挤压速度对变形热效应、变形均匀性、再结晶和固溶过程、 制品力学性能及制品表面质量均有重要影响。 模具刚上机时,挤压速度设置不宜 太快,等制品出料顺畅之后再慢慢加大挤压速度,最终达到快速挤压。
4、 结束语
铝合金快速挤压是今后挤压的大趋势,只有实现快速挤压,提高产能、提高 生产效率、降低能耗和节约成本,才能在行业中立于不败之地。本文只介绍了实 现快速挤压的考虑方向与思路,具体的工艺范围在经阁公司是行之有效的, 不同 的设备、不同的操作人员、不同的地域等可能工艺范围会稍有改变, 需要在不断 的生产尝试中去改进工艺,最终实现快速挤压。
5、 参考文献
[1]梁世斌.6063铝合金实现快速挤压的探讨[ Z].兴发集团铝材有限公
司,2005. [2]甘春雷.6xxx系铝合金低温快速挤压模拟研究]Z].中南大学,2004.