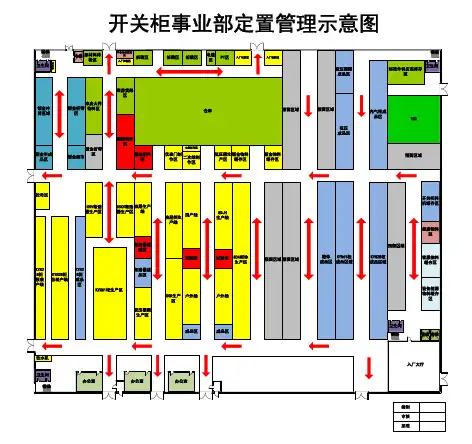
生产线定置定位图
- 格式:xls
- 大小:180.50 KB
- 文档页数:6

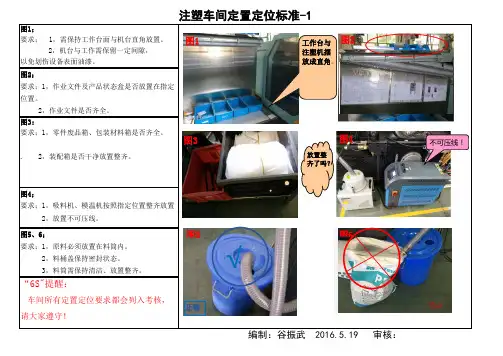




生产现场定置管理规定(ISO9001:2015)1.目的为进一步提升企业形象,加强企业管理水平,有利于改善生产现场,消除“脏、乱、差”状况,提高产品质量,保证安全生产,提高职工素质,特制定本规定。
2.范围公司所有车间定置,包括:设备定置、区域定置、仓库定置、特别定置、环境美化定置、工位器具定置、色调定置和工具箱定置等。
3.权责a)定置管理工作隶属全面质量管理范畴,由标准办具体统筹负责。
b)标准办会同各部门做好定置管理的规划、设计审核和其他日常管理工作。
c)各部门的定置管理工作分别在其总监领导下,设兼职管理人员负责,抓好本部门定置管理实施,督促检查和巩固提高工作。
4.术语和定义4.1 定置将物品(设备、材料、工具、生产、办公设施等)设置在适当的固定位置。
其目的是谋求物品与人、环境之间在时间和空间上的最佳结合。
4.2 定置管理运用系统的观点和方法,研究生产和工作现场中人与物、人与环境、物与环境之间的关系,对现场中的最佳固定位置进行设计、组织、实施、调整和控制,使其达到规范化、标准化和科学化的管理活动。
4.3 定置率在定置区域内,实有定置物数与实有物品总数的比率。
定置率是考核某区域内定置面的定置指标。
4.4 定置合格率定置区域内实际达到定置检查标准(详见4.6.)的定置物数与该区域内应检查定置物总数的比率。
定置合格率是考核定置管理工作质量的主要依据。
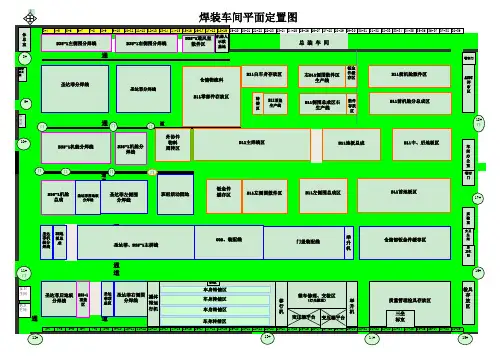
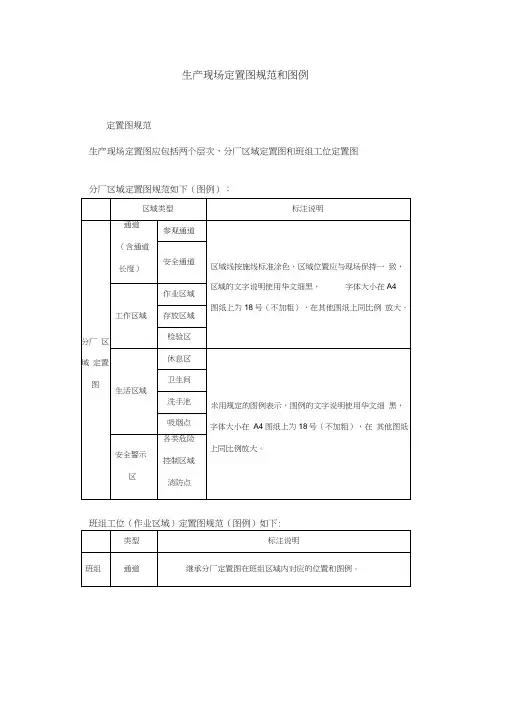
4.5 定置图从人、机、料、法、环五大因素有机结合的角度出发,在对现场工艺流程以及定置物与人与环境的结合状态进行系统分析的基础上,通过对生产、检验、搬运、停放等工序的分析和作业者操作动作的分析,使定置物的位置满足工艺要求和安全生产条件,满足高效工作的环境系统,对定置物的位置用图表示出来。
5.作业内容4.1.标识牌4.1.1. 相关区域划分标识:4.1.2.标识牌4.1.2.1. 生产线名称:版面内容:上半部为雷诺标志(字体:白色)下半部为生产线名称,深蓝色底白字(字体:黑体),规格:300×200mm,贴于第一个工位前面。
U型生产线的布置方式在U型生产线形态下,每一位作业员都可操作多台机器。
U型生产线可缩减人力成本,并使生产线更具弹性,从而缩短作业员从上一节拍到下一节拍的走动距离。
一、U型生产线的布置方式1、U型生产线的布置原则U型生产线的生产投入点(Input,即材料的放置点)与成品取出点(Output)的位置应尽可能地靠近,称之为“IO 全都”原则。
当投入点与取出点接近时,可削减因“返回”而造成的时间铺张。
2、U型生产线的布置方式U型布置是柔性生产和精益生产中经常采用的一种方式,U型生产线布置示意图,如下图所示。
3、U型生产线布置的特点与直线型生产线布置相比,U型生产线具有以下特点。
>使生产线平衡成为可能。
>产品托板、工夹具等流回到起点,削减了搬送作业。
>一人可进行多项操作。
>不用支配专人进行输送材料和收集成品的工作。
>物流路线更加顺畅。
>人口与出口在同一位置。
>作业员的活动范围可大可小。
二、U型生产线的实施要点将设备排列成U型,不一定就是真正的U型生产线,还应留意以下要点。
1、抛弃固有观念,废弃传送带单元生产要求多工序合并,操作员相互之间协作,而高速传送带阻碍了这一目标的实现。
2、由水平布置变为垂直布置将原来依据不同的工艺形成的水平布置生产线,转变为以不同产品的加工顺序形成的垂直式生产线布置,如下图所示。
3、为使工序内容合理化,并缩小工序间隔,工序流程应呈逆时针方向运作。
4、设定标准作业将作业时间、作业顺序、工序顺序予以标准化。
5、半成品使各工序间的半成品的数量可在一定范围内波动。
6、安全生产加强安全生产教育,特殊是对于有时一个按钮会启动多种设备的状况,启动前应提示同一生产线的作业者留意安全。
7、设备修理作业员应定期进行生产设备的检查和修理工作。
8、培育多能工为适应U型生产线,应培育多能工,以便更好地配置人力资源。
9、制定步行模式作业员在狭小的作业区内工作,相互间简单碰撞干扰,所以,应事先制作步行路线图。